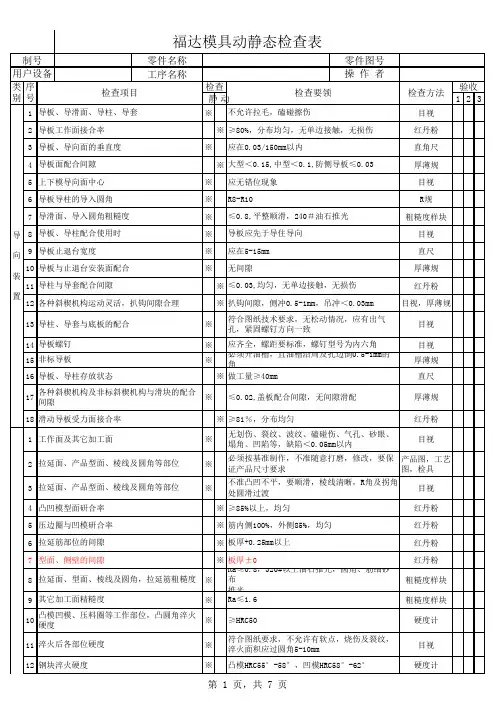
检具检查AB表-9-2
- 格式:doc
- 大小:87.50 KB
- 文档页数:2

第6章光滑极限量规6.1概述检验光滑工件尺寸时,可用通用测量器具,也可使用极限量规。
通用测量器具可以有具体的指示值,能直接测量出工件的尺寸,而光滑极限量规是一种没有刻线的专用量具,它不能确定工件的实际尺寸,只能判断工件合格与否。
因量规结构简单,制造容易,使用方便,并且可以保证工件在生产中的互换性,因此广泛应用于成批大量生产中。
光滑极限量规的标准是GB/T 1957-2006。
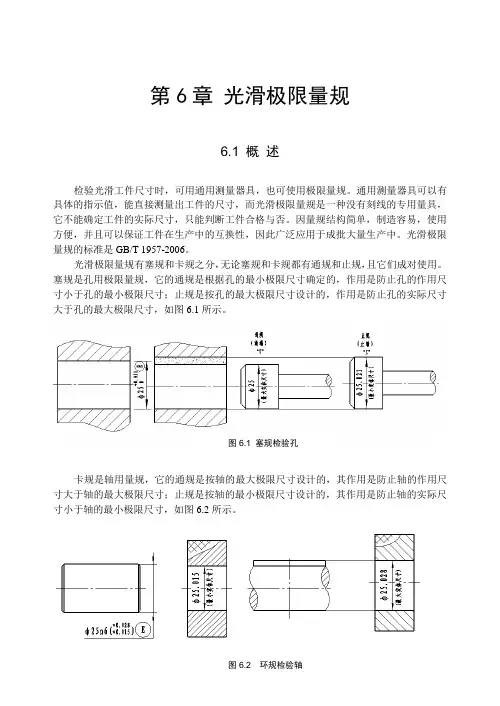
光滑极限量规有塞规和卡规之分,无论塞规和卡规都有通规和止规,且它们成对使用。
塞规是孔用极限量规,它的通规是根据孔的最小极限尺寸确定的,作用是防止孔的作用尺寸小于孔的最小极限尺寸;止规是按孔的最大极限尺寸设计的,作用是防止孔的实际尺寸大于孔的最大极限尺寸,如图6.1所示。
卡规是轴用量规,它的通规是按轴的最大极限尺寸设计的,其作用是防止轴的作用尺寸大于轴的最大极限尺寸;止规是按轴的最小极限尺寸设计的,其作用是防止轴的实际尺寸小于轴的最小极限尺寸,如图6.2所示。
图6.1塞规检验孔图6.2环规检验轴量规按用途可分为以下三类:1)工作量规工作量规是工人在生产过程中检验工件用的量规,它的通规和止规分别用代号“T”和“Z”表示。
2)验收量规验收量规量是检验部门或用户代表验收产品时使用的量规。
3)校对量规校对量规是校对轴用工作量规的量规,以检验其是否符合制造公差和在使用中是否达到磨损极限。
6.2量规设计6.2.1极限尺寸判断原则(泰勒原则)单一要素的孔和轴遵守包容要求时,要求其被测要素的实体处处不得超越最大实体边界,而实际要素局部实际尺寸不得超越最小实体尺寸,从检验角度出发,在国家标准“极限与配合”中规定了极限尺寸判断原则,它是光滑极限量规设计的重要依据,阐述如下:孔或轴的体外作用尺寸不允许超过最大实体尺寸。
即对于孔,其体外作用尺寸应不小于最小极限尺寸;对于轴,其体外作用尺寸不大于最大极限尺寸。
任何位置上的实际尺寸不允许超过最小实体尺寸。
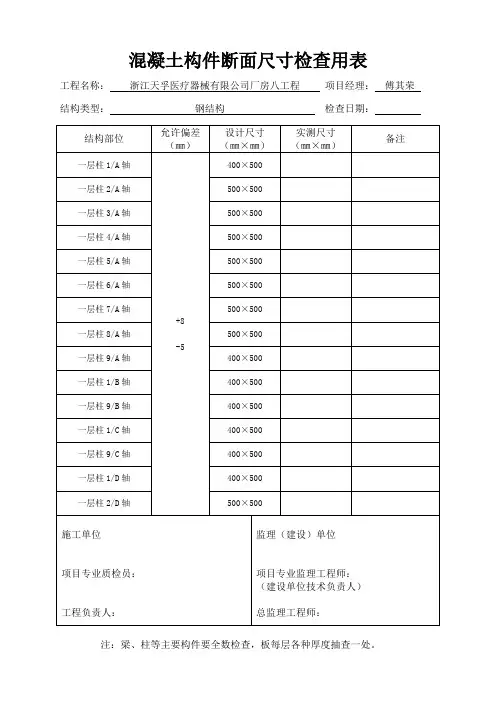
工程名称:浙江天孚医疗器械有限公司厂房八工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房八工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房八工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房八工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房八工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房八工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房八工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房八工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房九工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房九工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房九工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房九工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房九工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房九工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房九工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房九工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房十工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房十工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房十工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房十工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房十工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房十工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房十工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房十工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房十工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房六工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房六工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房六工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房六工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房六工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房六工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房六工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房六工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房七工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房七工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房七工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房七工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房七工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房七工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房七工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司厂房七工程项目经理:傅其荣结构类型:钢结构检查日期:工程名称:浙江天孚医疗器械有限公司办公楼工程项目经理:傅其荣结构类型:框架结构检查日期:工程名称:浙江天孚医疗器械有限公司办公楼工程项目经理:傅其荣结构类型:框架结构检查日期:工程名称:浙江天孚医疗器械有限公司办公楼工程项目经理:傅其荣结构类型:框架结构检查日期:工程名称:浙江天孚医疗器械有限公司办公楼工程项目经理:傅其荣结构类型:框架结构检查日期:工程名称:浙江天孚医疗器械有限公司办公楼工程项目经理:傅其荣结构类型:框架结构检查日期:工程名称:浙江天孚医疗器械有限公司办公楼工程项目经理:傅其荣结构类型:框架结构检查日期:工程名称:浙江天孚医疗器械有限公司办公楼工程项目经理:傅其荣结构类型:框架结构检查日期:工程名称:浙江天孚医疗器械有限公司办公楼工程项目经理:傅其荣结构类型:框架结构检查日期:工程名称:浙江天孚医疗器械有限公司办公楼工程项目经理:傅其荣结构类型:框架结构检查日期:。


常州市捷阜电子有限公司检验文件汇编版本号:2011年A版实施日期: 2011年8月15日目录1、原辅材料进货检验规范——-——--—-—--——-——- JF/JS-JY—01A2、过程检验规范—-——-—--—--——-——————-—-——- JF/JS-JY—02A3、成品检验规范—-————-——-—-—-———--—-—----JF/JS-JY-03A4、成品抽样检验规范 --———-——-——--————----- JF/JS-JY—04A5、原辅材料重检检验规范———--—---—-———-----—JF/JS-JY-05A原辅材料进货检验规范JF/JS—JY—01A过程检验规范JF/JS—JY-02A1、作业内容:1。
1下表中所列出的每一道工序批量生产前,都应由过程检验人员进行首件检查,合格后方可继续生产.1。
2产品正常生产过程中,每一道工序,至少巡回检查一次.1。
3抽样数:首检检查1件或1件以上,巡回检验至少2件或2件以上。
2、过程检验人员依据下表所列项目和要求进行检查并填写“生产工序流转卡”。
成品检验规范JF/JS—JY—03A成品抽样检验规范JF/JS-JY—04A1、主题内容本标准规定了本公司以合格质量水平为质量指标的一次抽样方案及抽样程序。
2、适用范围本程序适用本公司所有的出厂产品的抽样程序的允收标准.3、引用标准GB2828。
1-2003 逐批检查计数抽样程序及抽样表GB2828.1—2003 一般检查水平Ⅱ4、术语和符号4.1样本大小(n):样本中所包含的样本单位数,称为样本大小。
4.2合格质量水平(AQL):在抽样检查中,认为可以接受的连续提交检查批的过程平均上限值,称为合格质量水平。
4.3合格判定数(Ac):作出批合格判断样本中所允许的最大不合格品数或不合格数,称为合格判定数。
4.4不合格判定数(Re):作出批不合格判断样本中所不允许的最小不合格品数或不合格数,称为不合格判定数.正常检查:当过程平均接近合格质量水平时所进行的检查,称为正常检查.4.5样本大小字码:根据提交检查批的批量与检查水平确定的样本大小字母代码,称为样本大小字码。
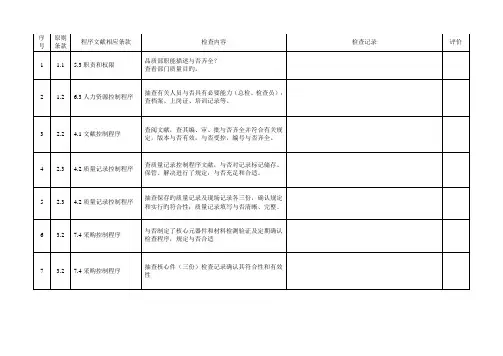
医疗设备使用安全检查表第一章医疗设备通用安全检查 (4)1.1 设备标识与资料检查 (5)1.1.1 核查设备标识 (5)1.1.2 核查设备资料 (5)1.1.3 核查设备维护保养记录 (5)1.1.4 核查设备使用年限 (5)1.2 设备外观检查 (5)1.2.1 检查设备整体外观 (5)1.2.2 检查设备接口与连接线 (5)1.2.3 检查设备功能部件 (5)1.2.4 检查设备安全防护装置 (5)1.2.5 检查设备接地与防雷设施 (5)1.2.6 检查设备清洁与消毒情况 (6)第二章设备电源与接地系统检查 (6)2.1 电源系统检查 (6)2.1.1 检查电源线路 (6)2.1.2 检查电源插座 (6)2.1.3 检查电源开关 (6)2.1.4 检查电源保护装置 (6)2.1.5 检查电源电压 (6)2.2 接地系统检查 (6)2.2.1 检查接地线路 (6)2.2.2 检查接地电阻 (6)2.2.3 检查接地装置 (6)2.2.4 检查接地标志 (7)2.3 电压与电流检测 (7)2.3.1 电压检测 (7)2.3.2 电流检测 (7)2.3.3 检测仪器校准 (7)2.3.4 检测记录与报告 (7)第三章设备功能与功能检查 (7)3.1 设备功能测试 (7)3.1.1 测试目的 (7)3.1.2 测试内容 (7)3.1.3 测试方法 (8)3.2 设备功能测试 (8)3.2.1 测试目的 (8)3.2.2 测试内容 (8)3.2.3 测试方法 (8)3.3 设备校准与调试 (8)3.3.1 校准目的 (8)3.3.3 调试目的 (9)3.3.4 调试内容 (9)3.3.5 调试方法 (9)第四章设备消毒与清洁检查 (9)4.1 消毒方法与效果检查 (9)4.1.1 检查消毒方法的合理性 (9)4.1.2 检查消毒效果 (9)4.2 清洁程序与频率检查 (9)4.2.1 检查清洁程序 (9)4.2.2 检查清洁频率 (10)4.3 消毒剂与清洁剂使用规范 (10)4.3.1 消毒剂使用规范 (10)4.3.2 清洁剂使用规范 (10)第五章设备维护与保养检查 (10)5.1 维护保养计划与执行 (10)5.1.1 检查维护保养计划的制定情况,包括计划的完整性、合理性和预见性。
1/0 2012-12-05 2012-12-05 首次发布1.检具概述2.检具专业术语3.检具基准套、定位以及夹紧方式4.检具的检测方式5.检具的测量报告6.检具的操作规程7.检具的重复再现性(R&R)报告8.技术文件存档规范9.检具总装图、零件图标准10.常规零件的材质及热处理11.检具制造流程12.检具标准件1/0 2012-12-05 2012-12-05 首次发布1.检具概述1.1检具(测量支架)的定义1.1.1.检具是一种用来测量和评价零件尺寸质量的专用检验设备。
1.1.2.在零件生产现场, 通过检具实现对零件的在线检测,为此需要将零件准确地安装于检具上, 然后通过目测,或测量表,或卡尺对零件型面,周边进行检查,也可以借助检验销或目测对零件上不同性质的孔及零件与零件之间的联接位置进行目检,从而保证在生产时实现零件质量状态的快速判断。
在此情况下,通过目检或测量可以判断: 零件轮廓周边大小和形状区域以及相对位置与通过CAD/CAM 直接加工的检具理论值之间的偏差。
1.1.3.对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。
通常不能借助检具直接获得零件基于车身坐标系统精确的坐标值, 而是将零件置于检具上通过三坐标测量机测量方才获得。
现代检具的结构在设计时同时考虑其可以作为测量支架使用。
但是当检具的在线检查功能与测量支架功能不能同时满足时,应首先满足检具的在线检查功能。
1.1.4.测量支架是用三坐标测量机测量零件时的一种辅助支架,其所有的支撑面(点)和定位基准面(点)均必须根据零件的CAD 数据铣削加工,有些特殊零件的测量支架还应具有部分检具的功能。
1.1.5.检具是按需方要求定制的专用检验设备,检具的设计必须按照客户提供的最终3D数据及2D图纸, 3D数据必须具备正确的汽车坐标系,检具的设计及制造都需要通过1/0 2012-12-05 2012-12-05 首次发布1/0 2012-12-05 2012-12-05 首次发布2.2基准统一原则即设计基准、加工基准、测量基准在任何时候要尽量保证统一,这一点在我们检具设计、制造、测量中极其重要。

5101答案是【篇一:12级本科习题答案5-10】4表面粗糙度评定参数ra和rz的含义是什么?答:ra称为轮廓的算术平均偏差,含义是在一个取样长度内纵坐标z(x)d绝对值的算术平均偏差。
rz称为轮廓最大高度,是指在一个取样长度内,最大轮廓峰高rp和最大轮廓谷深rv之和的高度。
5-5选择表面粗糙度参数值时,应考虑哪些因素?答: 1.同一零件上,工作表面的粗糙度轮廓参数值通常比非工作表面小。
2.摩擦表面的粗糙度轮廓参数值应比非摩擦表面小。
3.相对运动速度高、单位面积压力大、承受交变应力作用的表面粗糙度轮廓参数值应小。
4.对于要求配合性质稳定的小间隙配合或承受重载荷的过盈配合,孔轴的表面粗糙度参数允许值都应小。
5.表面粗糙度参数允许值应与孔、轴尺寸的标准公差等级协调。
★孔、轴尺寸的标准公差等级越高,则该孔或轴的表面粗糙度参数值应越小。
★对于同一标准公差等级的不同尺寸的孔或轴,小尺寸的孔或轴的表面粗糙度参数值应比大尺寸的小一些。
6.标准件上的特定表面应按标准规定来确定其表面粗糙度参数值。
7.对于防腐蚀、密封性要求高的表面以及要求外表美观的表面,其粗糙度轮廓参数值应小。
补充题:看图,试将下列的表面粗糙度技术要求标注在该图上:答:答案不唯一。
第八章习题答案孔、轴所选择的测量器具并计算验收极限。
上验收极限=50-0.025-0.0039=49.9711mm下验收极限=50-0.064+0.0039=49.9399mm上验收极限=20+0.084=20.084mm下验收极限=20mm8-1 试述光滑极限量规的作用和种类。
答:光滑极限量规是一种没有刻度的专用检具,给定包容要求的孔、轴检测时要使用量规进行检测。
检测时只能判断零件是否合格,不能得出具体的几何量数值。
量规有通规和止规,必须成对使用。
通规用来模拟最大实体边界,检验孔或轴是否超出该边界;止规用来检验孔或轴的实际尺寸是否超出最小实体尺寸。
量规按测量表面不同分为塞规和环规(卡规),按用途不同可分为工作量规、验收量规和校对量规。
Gauge and Check Fixture Standards夹具及检具标准Table of Contents目录1。
Introduction介绍Design设计2. Gauge and Fixture Design Approval 夹具及检具设计认可3. Design Property of 设计之所有权4。
Swing Template Protection 旋转卡板的保护5。
Gauge and Fixture Base Protection 夹具及检具底座的保护6. Net Surfaces and Datum’s 型面和基准7。
Flush Checks 齐平面检测8. Go/No-Go Size Pins 通止规9. Hole Location Pins 孔的位置度检测销10。
Coned Datum Pins 定位销11. Feeler Checks 轮廓面检测12。
Gauge and Fixture Construction Material 夹具及检具制造材质13. Doweled Details 销钉资料14. Dimensional Data Needed for Construction 必要的制造数据15。
Base Flatness 底板16。
Master Set Block 调整块17。
Variable Data Collection Points可变资料汇集的要点(基准孔)Build 制造18。
Certification and Property Tag 证明及性质标签19。
Gauge and Fixture Weight and Handling Hooks 夹具及检具负重的吊钩20. Gauge and Fixture Built to Car Position 夹具及检具的装车位置21. Designation Points for CMM CMM的指定点22。
《机械安全防止上下肢触及危险区的安全距离》检查表(试行版)本表依照GB 23821-2009《机械安全防止上下肢触及危险区的安全距离》和GB 12265.3-1997《机械安全避免人体各部位挤压的最小间距》的标GB 23821-2009 附图、附表1——危险区; 2——基准面; 3——危险区高度。
A ——危险区高度; b ——防护结构高度;c ——防护结构近人一侧距危险区的水平距离。
1——危险区(最近点); 2——基准面; 3——防护结构。
图1 上伸触及示意图 图2 越过防护结构触及示意图表1 越过防护结构触及的安全距离——低风险 单位为毫米表2 越过防护结构触及的安全距离——高风险 单位为毫米表3 弧形触及的安全距离——高风险单位为毫米≥230 ≥130圆形开口的直径或方形开口的边长,或槽型开口的宽度。
表4 越过规则开口触及的安全距离——14岁及以上人员单位为毫米表5 越过规则开口触及的安全距离——3岁及以上人员 单位为毫米如果槽形开口长度≤400mm 。
拇指将受到阻挡,安全距离可减小到120mm 。
1——边长;2——宽度;3——直径。
a )b )图3 不规则形状开口示意图表6 附加防护结构的安全距离 单位为毫米表7 下肢通过规则现状开口触及的安全距离 单位为毫米GB 23821-2009 附录 A (资料性附录)中间值情况下表1和表2的用法下面的例子解释了当所用的数值不同于表中给出的数值时表1和表2的使用方法,以使用表2为例。
例1 已知a 和c ,确定防护结构的高度b 。
如果危险区的高度a 为1500mm ,危险区距预计的防护结构的水平距离c 为800mm 。
则使用表2,防护结构的高度b 可以通过下面的推导确定:由表中危险区高度列中最接近1500mm 的数值且比a =1400mm 更大(安全)的数值确定a ,则a =1600mm (见①)。
确定的数值,c =800mm (见②)。
得出防护结构的高度b 的值为1800mm (见③)。