挤出工艺试验记录表
- 格式:xlsx
- 大小:14.73 KB
- 文档页数:1

双螺杆挤出机造粒实验一、实验目的:1、了解同向双螺杆挤出机的结构特点,工作原理;2、熟悉原材料和辅助材料的性能,了解试样条的配方和配料操作;3、掌握双螺杆挤出机组的操作和造粒工艺条件,为注射成型实验提供合格粒料。
二、实验原理及工艺流程造粒是将树脂及各种助剂经计量、混合及塑化制成便于成型的密实的圆柱形、立方形、球形颗粒的操作过程。
得到的粒料可作为塑料注射成型、挤出成型等塑料成型的原料。
造粒的方法有很多种,挤出造粒是一种最常用的方法。
其优点为:产品质量稳定、自动化水平及生产效率高。
挤出造粒工艺一般有热切和冷切两种造粒方法,采用那种造粒方式,由物料的性能决定,聚乙烯、聚丙烯一般采用冷切粒,聚氯乙烯一般采用热切粒方式。
冷切法是物料由挤出机塑化后成圆条状挤出,经水冷后再将圆条状的挤出料牵引至切粒机切成圆柱形颗粒。
热切法是把旋转的刀片紧贴在机头模板上,直接将刚挤出的圆条状塑料切成粒料。
本实验采用水冷拉条冷切法。
实验所用的SHJ-20型同向平行双螺杆挤出机,由杰亚装备制造。
双螺杆挤出机的口模为两孔模板,两孔的直径均为 3.3mm。
双螺杆挤出机是在单螺杆挤出机的基础上发展起来的。
与单螺杆挤出机相比,双螺杆挤出机具有加料容易、混合优异、塑化效果好和低的功率消耗,同向旋转的双螺杆啮合处剪切速度较高,能刮去各种积料,具有较好的自洁作用。
因此同向双螺杆挤出机被广泛应用于共混、改性、填充和增强等工艺中。
同向双螺杆挤出机配备不同的技术参数和特定的工艺结构,再分别配以相应辅机即可组成各类性能优越的同向双螺杆挤出造粒机组。
实验原理:同向平行双螺杆挤出机的核心部件是一对轴线平行设置、螺杆元件相互啮合,同向旋转的螺杆。
同向旋转的双螺杆在啮合处的转速方向相反,当进入螺杆的物料由一根螺杆送至啮合区时,受到挤出和剪切,同时又被另一根螺杆的反向速度托起,物料由一根螺杆转到另一根螺杆使之在两根螺杆与机筒腔所形成的“8”字型螺槽依靠摩擦机理和正位移输送机理实现有效的输送。

钢筋焊接工艺试验记录表
工程名称 荣威·万汇城 工艺标准
施工单位 四川铁瑞建筑工程有限
公司 监理单位
成都市市政建设监理有限责
任公司
焊接方法 电弧焊
接头型式
焊接位置
钢筋牌号 规格(mm )
钢材牌号
规格(mm )
□水平 □竖向 □仰焊 焊材型号
焊材规格 焊剂/保护气体
焊机型号
焊机编号
焊接工艺 参数
焊接头 示意图
施焊环境 室内/室外 焊接时天气 相对湿度 % 焊接时间/个
试件数量
试件编号
外观质量检查
力学性能试验 (试验报告编号) 拉伸 弯曲 焊工姓名
合格证编号 施焊日期
记录人
监理见证人
评定结果 1、焊接方法: 2、结论:
项目技术 负责人
年 月 日 专业监理
工程师
年 月 日。


4.5生产应用实例4.5.1.UN150-2型钢筋半自动对焊机的应用某构件厂钢筋车间置有UN150-2型半自动对焊机一台,常用钢筋级别有Ⅰ、Ⅱ、Ⅲ级,钢筋直径16~36mm,焊枪接参数如下:1.调伸长度Ⅰ级钢筋为0.75d,Ⅱ级钢筋为0.75~1.0d,Ⅲ级钢筋为1.25d(d:钢筋直径)。
2.闪光留量一次闪光留量为3mm,连续闪光焊时闪光留量为8~12mm。
3.闪光速度闪光速度随钢筋直径增大而降低。
闪光速度由慢到快,一般从0~1mm/s至1.5~2.0mm/s。
4.预热留量随钢筋直径增大而增加。
当钢筋直径为22~36mm时,预热留量为2~7mm。
5.顶锻留量当钢筋直径为22~36mm时,顶锻留量5~8mm。
6.顶锻速度火口封密后,在每秒顶锻量不少于6mm的速度下完成整个顶锻过程。
7.顶锻压力顶锻压力随钢筋直径增大而增加。
压力要适当,过大使焊口出现裂纹;过小使溶渣和氧化物残留在焊口内。
8.焊接变压器级数3~14级,当电源电压降低5%时,变压器级数提高1级。
使用该焊机进行生产,可减轻焊工劳动强度,提高劳动生产率。
每台班生产数如下;⑴钢筋直径为20mm以下,为400~500个接头;⑵钢筋直径为22~30mm,为200~400个接头;⑶钢筋直径为32mm以上,为100~200个接头。
每月焊接钢筋100~120t;每年产量1200~1500t;焊接头按规定进行质量检查,并经过冷拉检验,合格率达到100%;每年可节约钢筋200~300t。
焊接操作见图4.15。
4.4.1.闪光对焊三种工艺方法1.连续闪光焊将工件夹紧在钳口上,接通电源后,使工件逐渐移近,端面局部接触,见图4.11(a)、(b),工件端面的接触点在高电流密度作用下迅速熔化、蒸发、爆破,呈高温粒状金属,从焊口内高速飞溅出来,见图4.11(c)。
当旧的接触点爆破后又形成新的接触点,这就形成了连续不断的爆破过程,并伴随着工件金属的烧损,因而称之为烧化或闪光过程。

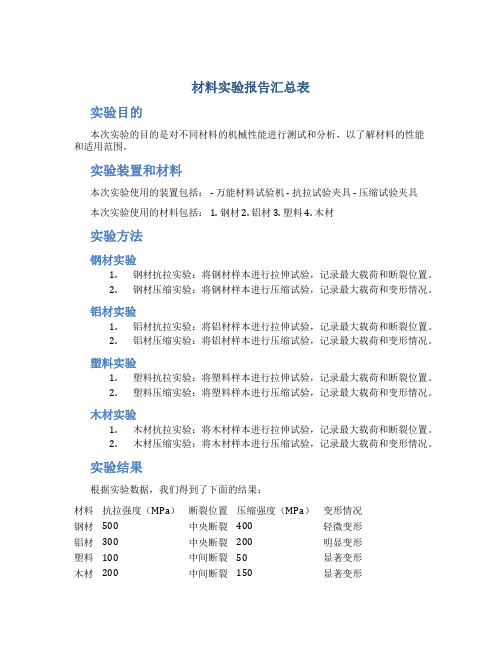
材料实验报告汇总表实验目的本次实验的目的是对不同材料的机械性能进行测试和分析,以了解材料的性能和适用范围。
实验装置和材料本次实验使用的装置包括: - 万能材料试验机 - 抗拉试验夹具 - 压缩试验夹具本次实验使用的材料包括: 1. 钢材 2. 铝材 3. 塑料 4. 木材实验方法钢材实验1.钢材抗拉实验:将钢材样本进行拉伸试验,记录最大载荷和断裂位置。
2.钢材压缩实验:将钢材样本进行压缩试验,记录最大载荷和变形情况。
铝材实验1.铝材抗拉实验:将铝材样本进行拉伸试验,记录最大载荷和断裂位置。
2.铝材压缩实验:将铝材样本进行压缩试验,记录最大载荷和变形情况。
塑料实验1.塑料抗拉实验:将塑料样本进行拉伸试验,记录最大载荷和断裂位置。
2.塑料压缩实验:将塑料样本进行压缩试验,记录最大载荷和变形情况。
木材实验1.木材抗拉实验:将木材样本进行拉伸试验,记录最大载荷和断裂位置。
2.木材压缩实验:将木材样本进行压缩试验,记录最大载荷和变形情况。
实验结果根据实验数据,我们得到了下面的结果:材料抗拉强度(MPa)断裂位置压缩强度(MPa)变形情况钢材500 中央断裂400 轻微变形铝材300 中央断裂200 明显变形塑料100 中间断裂50 显著变形木材200 中间断裂150 显著变形结论和讨论根据实验结果,我们可以得出以下结论: 1. 钢材具有较高的抗拉和压缩强度,适用于需要承受大压力和拉力的场合。
2. 铝材具有适中的抗拉和压缩强度,但变形情况明显,适用于一些轻负荷的场合。
3. 塑料具有较低的抗拉和压缩强度,但变形情况较大,适用于一些需要柔性和可塑性的场合。
4. 木材具有一定的抗拉和压缩强度,但变形情况较明显,适用于一些需要较好隔热和隔音性能的场合。
值得注意的是,不同的材料适用于不同的场合,具体使用时需要综合考虑材料的性能和特点。
实验总结通过本次实验,我们了解了不同材料的机械性能,并得出了对应的结论。
在今后的工程设计中,我们可以根据材料的性能要求选择合适的材料,以保证工程的安全性和可靠性。


试验一原料乳检验试验目的:了解生鲜乳的采集和保存的方法,把握乳颖度测定、乳的密度和比重、乳中杂质度、乳的细菌污染度等测定方法。
试验工程1、乳的颖度测定1.1 感官鉴定正常乳应为乳白色或略带黄色;具有特别的乳香味;稍有甜味;组织状态均匀全都,无凝块和沉淀,不粘滑。
评定方法:1.1.1色泽检定:将少量乳倒入白瓷皿中观看其颜色。
1.1.2气味鉴定:将少量乳加热后,闻其气味。
1.1.3味道鉴定:取少量如用口尝之。
1.1.4组织状态鉴定:将少量乳倒入小烧杯内静置Ih左右后,再留神将其倒入另一小烧杯内,认真观看第一个小烧杯内底部有无沉淀和絮状物。
再取1滴乳于大拇指上,检查是否粘滑。
1.2 滴定酸度的滴定1.2.1原理乳挤出后在存放过程中,由于微生物的活动,分解乳糖产生乳酸,而使乳的酸度上升。
测定乳的酸度,可判定乳是否颖。
乳的滴定酸度常用吉尔涅尔度(o T)和乳酸度(乳酸%)表示。
吉尔涅尔度(o T)是以中和IOoml乳中的酸所消耗的0.1mol∕L氢氧化钠的毫升数来表示。
消耗0.1mol∕L氢氧化钠1毫升为l o T,即消耗0.1毫克当量氢氧化钠为I o T o 乳酸度(乳酸%)时值乳中酸的百分含量。
1.2.2仪器药品0.1mol∕L草酸溶液、0.ImolZL (近似值)氢氧化钠溶液、10毫升吸管、150 毫升三角瓶、25亳升酸式滴定管、0.5%酚酸酒精溶液、0.5亳升吸管、25毫升碱式滴定管、滴定架。
1.2.3操作方法1.2.3.1标定氢氧化钠溶液,求出氢氧化钠的校正系数(F)取0.1mol∕L草酸溶液20ml 于15Oml三角瓶中,加2滴酚酗酒精溶液,以0. ImolZL (近似值)氢氧化钠溶液滴定至为红色11分钟不褪色),并记录其用量(v)00∙ IN 草酸的体积(加)0.17√ [近似值)氢氧化钠的体积OR )―在本操作中F = ZZV1.2.3.2滴定乳的酸度取乳样IOml 于15OmI 三角瓶中,再参与20ml 蒸储水和0.5ml0.5%酚猷溶液, 摇匀,用.ImolZL (近似值)氢氧化钠溶液滴定至微红色,并在1分钟内不消逝 为止,记录0.1mol∕L (近似值)氢氧化钠所消耗的毫升数(A )01.2.3.3计算滴定酸度吉尔涅尔度(OT )=A×F× 10式中:A ——滴定时消耗的O. lmol∕L (近似值)氢氧化钠的毫升数F 一一0. lmol∕L (近似值)氢氧化钠的校正系数 10- 一乳样的倍数式中:B ——中和乳样的酸所消耗的0. lmol∕L (近似值)氢氧化钠的亳升数 F ——0. lmol∕L (近似值)氢氧化钠的校正系数0. 009——0. lmol∕L> Iml 氢氧化钠能结合0. 009g 乳酸1.2. 3. 4依据测定的结果判定乳的品质,见表 L 1. 3酒精试验法1.3.1原理:确定浓度的酒精能使高于确定酸度的牛乳产生沉淀。
上海理工大学材料科学与工程学院《材料性能综合实验》实验报告刘洁学号:0926000309实验一聚合物复合材料共混实验实验1.1 聚合物复合材料共混实验一、实验目的:1. 利用混炼设备完成不同聚合物材料的共混改性;2. 掌握积木式平行混炼型双螺杆挤出机以及转矩流变仪的基本结构组成;3. 熟悉工艺参数对聚合物共混的影响;4. 了解积木式平行混炼型双螺杆常用的组合形式;5. 熟悉设备的使用方法和操作要求。
二、实验设备及材料:1. 实验设备:平行双螺杆挤出机组、转矩流变仪、鼓风干燥箱、加料勺、台秤和天平。
2. 实验材料:由苯乙烯-丁二烯-苯乙烯共聚物(SBS)分子中不饱和双键经过加氢获得的热塑性弹性体SEBS、白油、聚丙烯(PP)、抗氧剂1010等。
三、实验步骤:【双螺杆挤出机实验操作步骤】:1. 预混合:将SEBS和白油按质量比1:1混合,均匀混合后放置24小时以上,使SEBS在白油中充分溶胀,得到O-SEBS;将O-SEBS、PP、抗氧化剂1010等按比例依次称取,放入高速混合机混合均匀、备用。
2. 开机前检查:开机前检查齿轮箱上油标,看齿轮油是否充足。
检查冷却水水位。
在冷却槽中放入充足的冷却水。
3. 平行双螺杆挤出机造粒机组开机前设置:打开电源,设定螺杆不同区域的温度。
SEBS/PP聚合物复合材料的螺杆温度范围为175~200°C。
打开“水泵开关”,待温度达到设定温度20~30min 后开机。
将混好的料放入料斗。
4. 开机:旋转“油泵开关”确认油泵正常工作,油压(0.1~0.2MPa);启动切粒机开关,启动吹干机;按下“主机开关”,然后按“喂料启动”。
一般足迹刚启动主机转数在150~200r/min。
右旋“主机给定”至3-4左右,接着旋转“喂料给定”,数值不宜太大。
同时观察主机电流表,电流控制在20A左右。
5. 出料:观察物料从口模挤出,并伴有挤出胀大效应。
待出料稳定后,将聚合物物料从冷却水中拉出,速度适中。



替比培南匹伏酯细粒剂的制备工艺研究摘要:目的:制备替比培南匹伏酯细粒剂。
方法:采用挤出滚圆法制备替比培南匹伏酯微丸。
以尤特奇E100分散体系中醇浓度,包衣增重,滑石粉用量为因素,以影响因素高湿试验(25℃、RH90%±5%)10天的有关物质增量作为评价指标,采用正交试验筛选隔离层包衣的最优处方。
结果:优化后的隔离层包衣处方为20%滑石粉,60%醇比的尤特奇分散体系,包衣增重约15%。
干燥后再用欧巴代、阿司帕坦,红氧化铁进行矫味层包衣,增重约5%。
结论:成功制备了替比培南匹伏酯细粒剂,体外溶出行为跟原研品一致,质量可控,药物稳定性好。
关键词:替比培南匹伏酯;挤出滚圆;流化床包衣替比培南匹伏酯(Tebipenam pivoxil)是目前唯一的儿童专用口服的碳青霉烯类新广谱抗生素,由惠氏立达公司原研开发,其口服制剂替比培南匹伏酯细粒剂由日本明治制果制药公司研制,于2009年4月在日本批准上市,主要用于儿科抗肺炎、中耳炎、副鼻腔炎治疗,具有较好的市场前景。
替比培南抗菌谱广,对革兰阳性、阴性菌,需氧菌、厌氧菌均有超强的抗菌作用,尤其对金黄色葡萄球菌、链球菌等抗菌作用强,对氨苄西林耐药的流感嗜血杆菌和对对青霉素不敏感的肺炎链球菌也有良好的抗菌活性。
替比培南酯稳定性较差,对高湿和高温下都均不稳定,会引起有关物质的增加和含量降低。
添加微晶纤维素,羧甲基淀粉钠等,采用挤出滚圆法制备替比培南匹伏酯微丸,再用尤特奇对微丸进行隔离层包衣,利用尤特奇E100的PH依赖性,可以有效阻滞药物在水中的释放,增加了稳定性。
另外,本品味道极苦,在隔离层外再添加甜味剂阿司帕坦进行矫味层的包衣,可以有效的掩盖了药物本身的苦味,提高儿童患者的使用顺应性。
本法制得的细粒剂具有较低的水分和杂质,能达到跟原研品体外溶出行为一致,并具有良好的药物的稳定性。
1仪器与试药JBZ-300型多功能造粒包衣机和JHQ-100型流化沸腾颗粒包衣机(辽宁医联新药研究所),RCZ-8M溶出仪(天津市天大天发科技有限公司),替比培南匹伏酯(自制),微晶纤维素(湖州展望药业有限公司),十二烷基硫酸钠(湖南尔康制药股份有限公司),羧甲基淀粉钠(湖州展望药业有限公司),尤特奇E100(Evonik Rohm GmbH),滑石粉(广西龙胜华美滑石开发有限公司),阿司帕坦(湖南九典制药有限公司)。


六、理化表式汇总表
理化试验委托单
委托单位:无锡市四方机械厂2010年10月12 日委托编号:LH2010-10-01
力学与工艺性能试验试样加工检验记录
ZJ/LH-02
1拉伸试样检验
1.1试样横向尺寸公差(表1)
1、3标记标在夹持部位
1、4实测记录(表2)
2冲击试样检验
2、1试样几何形状(图1)
2。
2缺口型式(V或U型)、相应尺寸及偏差要求(表3)
2、3试样表面粗糙度优于5μm,端部除外
2。
4标记标在端部截面
2.5实测记录(表4)
3弯曲、压扁、扩口等试样检验
3。
1试样形状与尺寸见试样制备
3.2弯曲样标在端部,压扁、扩口样用记号笔做标记
3、3检验记录(表5)
表2 拉伸试样检验记录ZJ/LH—02
(经检合格,作“√”标记) ZJ/LH-02-3(续3)
材料理化试验报告原始记录ZJ/LH—03
注:①试验结果仅对来样负责;②试验方法执行最新有效标准。
理化试验报告ZJ/LH-04
注:试验结果仅对来样负责,试样保留三个月。
化学分析原始记录ZJ/L H-05
: 年月日
化学分析结果登记表ZJ/LH—06
金相检验原始记录ZJ /LH-07
金相试验报告ZJ/LH—08
委托单位: 年月日试验编号:
年月日
焊接件理化试验报告ZJ/LH-09
注:①试验结果仅对来样负责;②试验方法执行最新有效标准。


1 m mm mm kN kNmtm(m)123456789101112131415161718192021222324252627282930313233343536373839404142434445锤 击 混 凝 土 预 制 桩、 钢 桩 施 工 工 艺 试 验 记 录GD-C4-6328 单位(子单位)工程名称自然地面标高施工单位 设计桩径工程地点桩机型号桩型及规格设计有效桩长设计纵筋顶端标高设计桩顶标高设计桩端持力层 设计单桩承载力设计单桩最大试验荷载桩尖长度设计混凝土强度等级C桩锤质量锤落距序号施工日期桩 号打桩起止时间锤落距 每 米 锤 击 数 (次/m)总锤击数备注开始结束年 月日年 月日年 月日年 月日年 月日年 月日序号桩号送桩深度 (m )桩尖入土深度 (m)锤击完成时桩高出自然地面 (m)锤击完成时桩顶标高(m)截桩完成后桩顶标高最后三阵贯入度(mm)垂直度偏差%桩端持力层焊条(剂)型号及使用前处理焊缝质量上下节错口 (mm)咬边 深度 (mm)加强层高度 (mm)加强层宽度 (mm)焊接接头自然冷却时间 (min)胶泥灌注时间灌注后自然冷却时间 (min)备注落距 (m)一二三允许偏差实测经灯光或孔内摄像检查后的基本情况起 (时分)止 (时分)工 艺 试 验 确 认 结 果项目专业技术负责人签证栏单位姓名职务及职称姓名职务及职称主要施工参数确定桩锤质量(t) 结论:施工单位 锤落距(m)勘察单位 最后三阵平均每阵贯入度(cm)设计单位监理单位建设单位打桩桩长(m)施工班组长签名:记录员:(建设单位项目专业技术负责人):专业工长(施工员)签名:名):。
