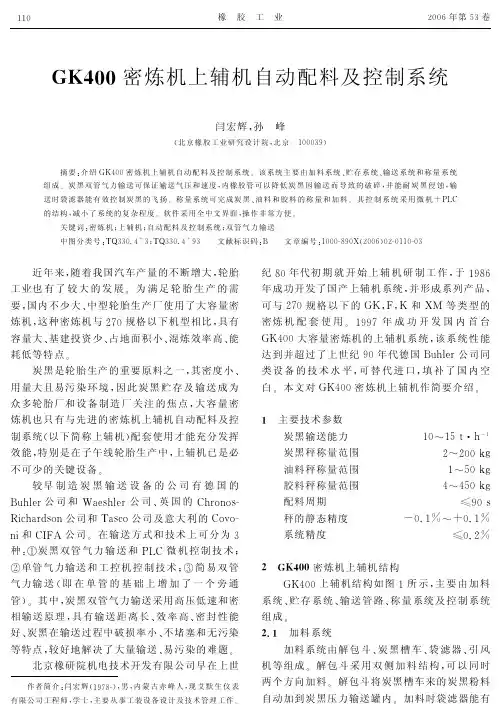
GK400密炼机上辅机自动配料及控制系统
- 格式:pdf
- 大小:158.32 KB
- 文档页数:4
矿热炉配料上料自动控制系统的设计与实现发布时间:2022-11-08T06:35:40.527Z 来源:《福光技术》2022年22期作者:孙川[导读] 矿热炉配料上料控制系统组成部分包括三个部分,分别为配料、上料以及布料。
大连重工机电设备成套有限公司辽宁省大连市 116011摘要:在铁合金生产的过程中,配料是其重要的组成部分。
本文针对目前工厂流行的两种上料方式展开讨论,结合自动化控制系统的应用,能够显著地提高企业的自动化程度。
关键词:矿热炉;自动控制在对铁合金进行冶炼的过程中,为了能够确保产品的高质量以及促进铁合金的正常生产,其关键的技术之一为配料上料系统。
随着近年来我国计算机技术与科学技术的发展,配料与给料系统在矿热炉生产过程中也逐渐朝着信息化、自动化、机械化以及精细化的方向发展。
1 配料上料自动控制系统构成矿热炉配料上料控制系统组成部分包括三个部分,分别为配料、上料以及布料。
在该控制系统中主要是通过建立人机交互界面方式,其中可编程控制器PLC为主机,从机为上位机触摸屏。
自动配上料系统的工艺路线为:炉顶料仓设有料位测量装置,当料仓缺料时,测量装置自动发出求料信号,得到求料信号后,系统自动按照提前设定好的原料配比,将储料仓中的原料由拖拉皮带机加入称量斗,对所需的各种原料进行单独称重,再分别由拖拉皮带机加入混料皮带机,混料时通过变频控制拖拉皮带机的速度来保证混料的均匀,混料后,再由上料皮带机和环形布料机送至炉顶料仓内,料仓内的混合原料再由料管送至炉内。
1.1 配料对于矿热炉系统来说,其配料系统的组成部分主要包括计量秤、PLC、下料小皮带、振打器、触摸屏以及电磁振动给料机等。
根据各个企业在实际生产中的工艺能够使配料系统在触摸屏上对各种不同物料中午的配比情况进行标定,在此过程中,PLC 系统在运作过程中能够读取物料重量的相关信息,同时也能够根据程序起动的电磁振动给料机对物料进行放料与称重等一系列操作。
炼胶设备节能措施炼胶是橡胶加工中消耗电能最多的一道工序,一台F270密炼机的装机功率达1000-1500 kW,因此做好炼胶设备的节能工作极为重要,在设计新机型和提高使用效率方面,出现了许多好经验。
1.1提高密炼机转子转速和压砣压力提高密炼机转子转速和压砣压力可以提高生产效率,节约电能。
当采用过去压砣对物料压力≤0.2 MPa,转子转速20 r/min的250 L低压低速密炼机炼胶时,每千克混炼胶能耗高达0.25-0.35 kW·h;而当采用压砣对物料压力≥0.45 MPa,转子转速40r/min的270L高压快速密炼机炼胶时,每千克混炼胶耗能0.1173 kW·h。
因此,每加工1000kg混炼胶,至少比老式密炼机要少消耗100kW·h电能。
国内过去大量生产的低压低速密炼机如果不进行改造,就应该淘汰,推广采用高效节能密炼机,以减少电能消耗。
1.2利用智能密炼机控制系统节能青岛高校软控和浙江大学共同开发的两栖智能密炼机上辅机系列利用统计学理论、人工智能和专家系统,解决混炼质量的波动。
智能密炼软体由混炼生产过程延模、门尼预报与排胶控制、炼胶工艺优化和混炼专家系统组成。
密炼机安装使用该系统后,在正常工作和混炼规程不变,原材料质量稳定条件下,同种胶料门尼值波动±2(M100H4)实现的概率在95%以上,±3(M100H4)实现的概率在97%以上,±5(M100H4)实现的概率在99%以上,炭黑分散度提高1个等级以上,混炼时间和能耗分别减少约7%和11%左右。
华南理工大学MLJ-300型密炼机微机智能控制系统用于F270密炼机时,可提高炼胶效率20%,并提高胶料合格率。
1.3变速混炼工艺节能将密炼机混炼工艺调整到最佳点,充分利用输入的能量同样可以节能。
山东威海三角轮胎公司有3台GK400、5台GK255密炼机,其中4台为串轴式ZZ2转子直流无级调速密炼机,在智能控制仪自动控制下进行变速混炼,在排胶温度、门尼黏度相当的情况下,可以提高综合效率22%左右,节能8%。
前言炼混炼胶料存在质量差、效率低、劳动强度工作环境恶劣等一系列问题。
为了克服这一系列的问题密炼机慢慢出现。
随着高分子材料的飞速发展和科学技术的不断进步,密炼机的用途越来越广泛,主要用于橡胶的塑炼及混炼,还可以用于塑料、沥青等其它高分子材料的混合以及橡塑共混等,由于其独特的优越性,已经成为橡塑工业中最关键的混炼设备之一。
自密炼机产生以后,在混炼过程中显示了它一系列的优点:混炼时间短,生产效率高,操作容易,较好的克服粉尘飞扬,减少配合剂的损失,改善劳动条件,减轻劳动强度等。
随着科技的进步,人们对橡胶混炼的要求越来越高,迫切要求对原来的旧机台进行更新换代,对旧的密炼机技术进行提高和完善。
随着世界橡胶工业的全面复苏及轮胎工业的全面崛起,于是密炼机正向着密炼室容量大型化、主电机大功率,转子转速高速化,多级化或无级化的方向发展。
一种作为研制开发作用的小型实验密炼机的出现势在必行,其为各种密炼机的发展演示起着至关重要的作用。
X(S)M-1全液压式实验密炼机就是顺应密炼机发展,功能演示的一种高性能的密炼机。
其具有橡塑共混,同步高速转子转动,尺寸比较小结构比较紧凑,主要适用于实验室等良好的环境的场合下,尺寸结构简洁、经济、实用的众多优点。
本设计总结了X(S)M-1全液压式实验密炼机的设计过程,设计方法和设计理论依据,设计机台的优缺点。
本说明书主要介绍了X(S)M-1全液压式实验密炼机的加料压料装置、传动装置设计计算,还有有关的技术说明。
本设计力求使机台性能达到同类机台的先进水平。
希望所设计的机台既能准确完成既定的工艺生产要求,又能使机台强度、刚度、耐磨性、寿命等可靠。
并注意汲取先前的经验,注意创新改进,使机台结构简单,外形美观,且能提高生产率和降低能耗,另外,还要考虑加工成本和维修方便等。
1.绪论1.1 密炼机的发展与我国密炼机现状1.1.1密炼机的发展概述1.1.2 我国内密炼机现状国内在20世纪80年代以前,混炼胶加工机械的发展与工业化国家生产的机型、数量、结构形式、自动化程度、可靠性和联动化的水平等都存在很大的差距。
物料输送自动上料及配料系统方案一、项目概述锂电池负极材料生产线的前端DCS自动上料及配料系统。
该系统用于以石油炼解后的附产品石焦油为主要原料,通过物理及化学反应生产人工石墨生产线的自动上料、输送,自动配料,自动投放的系统控制,实现系统在线实时监测,信息、故障提醒、生成生产记录、统计报表等。
为业主提供准确可靠的数据报表、产出量报表等。
历史气候情况:该地区属于中亚温湿气候,年平均气温为17.3°C。
其中,一月份最冷,平均气温4.7C,历史上极端最低气温为零下15.1C,七月份最热,平均气温29C,极端最高温曾在8月初出现达40.4C。
全年平均降雨量为1612毫米,最多年份达2264毫米,最少年份只有1237毫米,降雨量集中在4—6月份,占全年的54%,7—9月雨量减少,不到全年的28%。
年相对湿度平均为79%,无霜期年平均为260天左右,年日照时数达1803小时。
石焦油参数:颗粒度(D50)8~10um,常规散装堆积密度为:0.3~0.45,最低为:0.22,挤压后最大密度为:1.1含水率:小于0.2%,物料安息角:,硬度:1-2.工艺流程要求连贯、可靠、严禁出现跑漏冒等恶性事故的发生,确保系统全年正常生产。
生产线按年度需定期检查,提起排除故障隐患。
1、用户需求分析(1)、产品规模生产要求系统具有更大的产能、更高的稳定性;(2)、降低人工上料劳动强度、改善员工工作环境、提高计量精度;(3)、粉体及液体物料均应自动上料、自动计量;(4)、每次生产的不同配方(原料配比)均可在电脑上进行操作;(5)、生产过程实现自动化控制及远程监控,同时可根据操作级别设置就地操作和急停。
(6)、对储料罐设置上限和下限报警,超限停机。
2、项目设计、制造、安装、检验标准DCS自动上料及配料系统在设计、制造和验收过程中应符合国家相关技术规范和标准,并以最新版为准。
包括但不限于下列标准:GB/T9969—2008工业产品使用说明书总则GB/T14436—1993工业产品保证文件GB/T6587—1986电子测量仪器GB/T7724—2008称重显示控制器技术条件JJG555—1996非自动秤通用检定规程QB1563—2003衡器产品型号编制方法GB/T7551—2008称重传感器GB/T14249.1—93 JJG649-90电子衡器安全要求数字称重显示器GB/T14249.2-93电子衡器通用技术要求GB/T5185-1985气焊、手工电弧焊及气体保护焊,焊缝坡口的基本形式与尺寸GB1184形状和位置公差、未注公差的规定GB1901公差与配合尺寸至500mm孔、轴工差带与配合GB/T1804一般公差线性尺寸的未注公差GB1764漆膜厚度测定法JB/TQ4000.3焊接通用技术条件IEC/GB电动机技术标准GB324-88钢焊缝符号表示法GB8923涂装钢材表面锈蚀等级和除锈等级GB9286色漆和清漆漆膜的划格试验JB8产品标牌JB/ZQ4000.3焊接通用技术要求B/ZQ4286-86包装通用技术条件GB4208外壳防护等级分类TJ231(四)GBJ17-88机械设备安装工程施工及验收规范钢结构设计规范GB191-2000包装储运图示标志GB3797-89电控设备第二部分装有电子器件的电控设备GB4064-83电气设备安全设计导则GB14285-93继电保护和安全自动装置技术规程GB/T1459898-91电气装置安装工程电气设备交接试验标准GB1497-85低压电器基本标准二、本方案自动上料及配料系统组成生产线配料主要完从与混料机下部料仓星型给料机下部开始:通过1号物料输送机f2号物料输送机f1~12号下料器—1〜12计量仓f1~12号仓下料排料阀f1~12号水平输送机f1~12号釜口气动球阀止。

GK400N密炼机一、组成1、主机 1台,包括混炼室、转子及边支架、机座、加料压料装置、防尘密封、卸料装置等。
机体上配有稀油和干油润滑管路及水冷管路。
2、减速机 1台,全硬齿面,带有外置强制润滑系统及水/油热交换、过滤装置和输入、输出联轴器。
3、直流主电机 2台×1250kw,防护等级IP54,带风、水冷却器系统,冷却器采用紫铜管,接线盒在电机左、右侧(从电机主轴方向看)各一台。
水冷箱进出水口与电机接线盒不在一侧。
4、温控装置 1套,包括三个独立的开路循环冷却回路,泵、调节阀为进口产品。
5、液压装置 1套,主油泵和比例调压阀为德国进口。
配带与主机连接的高压油管及充氮装置。
6、润滑装置 1套,2台稀油泵、1台干油泵均为浙江玉环县机械厂配件产品。
7、电气控制系统 1套,包括密炼机PLC(SIEMENS PLC S7-300系列)、控制系统(主控制柜和操作柜)、直流驱动控制系统(SIEMENS 6RA70系列)各一套,补偿导线一根。
功率整流器件采用西整所产品。
8、安全防护装置 1套,提供下顶栓护罩,主机联轴节、电机联轴节护罩。
9、接近开关 11个。
10、温度传感器:采用PT-100热电阻(带金属外壳),14个,四套密封装置各装一个,四个轴承座各装一个,减速机高速轴承装两个,电机各装两个。
11、用于设备固定的地脚螺栓及相应底板一套。
12、设备部件固定连接螺栓和螺丝一套。
13、全套技术文件2套。
二、技术条件:1、传动方式右传动2、转子形式四棱切线型(套装式、螺旋水槽)3、混炼室总容量412L4、填充系数0.755、工作容量309L6、转子转速6-60r/min7、主电机功率2×1250KW/750V.DC8、冷却水耗量:减速机 16 m3/h主电机 2×24 m3/h主机 50 m3/h9 上顶栓对胶料的压力0.1~0.58MPa10、单位重量耗电量~190KW.h/t11、生产能力(max) 7.4t/h(胶料比重为1.2)12、外形尺寸(不含电机)(长×宽×高) 7400×4800×7100mm13、重量(不含电机和减速机):~45.4t三、整机结构说明:GK400N整套密炼机包括主机(包括机体、转子及支承、转子密封装置、卸料装置和加料压料装置),传动装置、电控柜、干油泵、稀油泵、水温控制站、液压站等。
子午线轮胎的生产流程 Prepared on 24 November 2020子午线轮胎的生产流程第一节生产工艺条件子午线轮胎的生产对工艺条件的要求比较严格。
实践证明,子午线轮胎的质量对生产工艺条件的反应特别敏感,而这一点对斜交胎的生产则表现的不是十分明显。
如果把子午线轮胎的生产工艺与斜交胎的生产工艺条件等同要求,那么就不会生产出高质量的于午线轮胎。
1.对温度、湿度的要求全钢丝子午线轮胎的生产厂房室温要求保持恒定,尤其是压延生产区、裁断生产区和成型生产区一定要严格控制,一般保持在22±2℃。
温度低则各种部件变硬,影响粘合,部件收缩率大,部件尺寸难控制,温度高则各种部件工艺操作困难。
相对湿度一般要求控制在50%以下,尤其是钢丝压延锭子房内和成型区。
如果湿度过大,钢丝帘线表面有水份,重则生锈,影响橡胶与钢丝帘线的粘合。
如果湿度过小,操作人员会感到口干舌燥,极不舒服。
所以绝大多数工厂在锭子房和成型区采用大面积空调,来保持春夏秋冬温度、湿度恒定。
2.对紫外线和臭氧的要求全钢线于午轮胎生产中的各种部件存放应严格控制太阳光中紫外线的照射和臭氧的侵入。
因为紫外线和臭氧都会引起橡胶老化而影响橡胶粘合,故子午线轮胎生产厂房一般不采用日光采光,即使是墙上有窗也要在玻璃上涂上一层黄色涂料,用来过滤紫外线,室内采光多采用一种特制的、尽量减少紫外线的日光灯管。
半成品部件的贴合面在成型之前尽量不暴露在外面,防上与紫外线和臭氧接触。
3.对灰尘的要求灰尘对橡胶有隔离作用,影响橡胶的粘合,所以目前太多数于午线轮胎生产厂房都采用封闭式,厂房内的通风采取过滤,胶料及原材料运输采用外用车辆不进车间,内用车辆不出车间的内、外交接。
有的厂规定进出车间职工换鞋等一系列措施防止灰尘进入生产区。
第二节胶料生产的主要工艺过程1. 原材料的加工主要包括天然橡胶、丁基橡胶的烘胶,将大块的小料加工成符合工艺规程要求的重量。
混炼前将天然橡胶、丁基橡胶烘到工艺要求的温度,以利于保护设备和炼胶质量。
.自动配料装车系统控制报告*名:**专业:机电一体化技术班级:2011033202学号: ************指导老师:***1 监控系统的结构与功能1.1 监控系统的结构自动配料监控系统由两台计算机作为整个系统的人机界面。
其中一台为主站,完成全部系统参数设定、过程监控、数据记录;另一台作为从站,以主站为依托,主管后配料系统的数据设定、过程监控。
主站直接同西门子S7—300 PLC系统、前配料秤自动控制仪表和后配料秤相通信。
前配料监控系统现场采用密封型接线盒,防尘、防潮,可确保信号传输可靠。
前配料秤仪表采用专用工业过程控制仪,通过RS一485总线与中控室实现通信,既可独立控制,又可实现PLC联机控制。
各阀位及卸料器位置信号检测采用霍尔传感器,具有无触点、抗干扰、抗粉尘、耐潮湿的特点。
料仓仓位采用重锤式料位计,可实现连续仓位检测。
后配料监控系统主秤采用高精度配料皮带秤,附料采用减量秤(失重秤),非离子泵、香精泵、流量检测采用间接方式,即通过压力变送器实时检测管道压力,由压力变化判断出料口、进料口是否堵塞。
1.2 监控系统的功能监控系统具有人机交互、通讯、显示及存储、打印等功能,并具有数据、图形显示,状态监控、数据输入、信息存储等各种有关操作的功能画面。
系统可实现实时过程数据监视、模拟显示工艺流程、实时数据记录查阅、系统操作员权限设定、工艺参数设定、设置运行过程事件报警及手动与自动控制切换。
监控系统中现场控制仪表实时显示流量、载荷、累计值、温度等。
温度指示通过现场温度显示仪表、压力指示通过现场压力显示仪表及电机的电流经现场显示仪表远传至中控室集中显示。
变频器调节配备自动切换开关,与主控计算机通讯。
2 监控系统控制过程2.1 前配料监控系统的控制过程2.1.1 自动称料自动称料控制单元主要为l0台称重控制仪表,PLC作为辅助控制系统,计算机人机界面显示配比参数(配方)及监控记录实时数据。
在自动控制方式下,单击前配工艺画面中自动配料“启动”按钮,或前配控制柜“启动”按钮,称重控制仪表就按设定好的配方打开10台秤的称料阀。
2电控设备的操作2.1 直流主电动机的启动和停止直流主电动机的启动和停止是由直流传动柜和操作台来完成的。
2.1.1 直流主电机的启动首先将直流传动柜中的所有断路器及熔断器合上,直流传动柜的本控/遥控开关旋至本控位置,则直流电动机的启动由直流传动柜本身来完成,按合闸按钮,按主机启动,点击启动后,按升降速按钮调整主机速度,但需要注意的是此时电机的转动与机器附属设备没有联锁,因此只可为临时调试中使用;如旋至遥控位置,先要在直流传动柜上把主开关合上,既按合闸按钮,ME开关合闸,此时倒操作台来启动主电机,在启动主电机前,附属设备首先要运转正常,没有故障报警,按操作台上的63SH14装置主回路合闸,同时电机风机启动,这时才可以按操作台上的63SH06启动主电机,根据工艺要求电机的速度可以通过按升速按钮63S12或按降速按钮63S13在4-40r/min连续可调。
2.1.2 直流主电动机的停止1)当要停止直流主电动机时,按降速按钮63S13,电机转速降为低速时,按动操作台上的63SH07或直流柜上的主机停止按钮,主电机将进入停止状态。
如果长时间不启动电机,应到控制室将装置主回路断开,即使ME开关断开。
2)当机器有下列情况发生,产生声光报警,压砣抬起,卸料门打开,延时10秒主机停止。
(a)主机过载。
(b)主电机绕组超温(100度)。
(c)高压泵故障。
3)当机器有下列情况发生,产生社声光报警并延时150秒停机,压砣抬起,卸料门打开。
(a)干油泵停。
(b)减速机润滑油堵塞。
(c)干油泵低油位。
(d)密封圈、电机、减速机轴承超温。
(e)电机冷却水停。
(f)液压站停止。
(g)液压站滤油堵塞。
(h)密炼温度超过炼胶温度(根据工艺要求)。
2.2 控制电源当外部电源已接至操作柜内,此时合上6Q01断路器,用万能表测量三相电压为AC380V 后,合上6Q02断路器。
按动控制电源开(按钮6SH01),控制电源开指示灯亮(灯钮6SH01),说明控制电源正常通电。

第一章全钢子午胎原材料第一节原材料检验项目的分级以及认可程序一、原材料进厂检验项目分级:1、关键级(Crux):关键级检验项目的原材料到厂后要马上取样检验,每批都做,一旦发现不合格就要退回厂家。
2、重要级(Major):重要级检验项目的原材料要对其进行定期抽样检验,不一定每批都做。
3、一般级(Nomal):一般级检验项目的原材料与重要级要求基本相似,较为宽松一点。
二、确定原材料供应商的程序和步骤:1、确定生产厂家:属于哪个公司的哪个生产厂。
2、原材料的品种和牌号以及形状(料状、粉末)。
3、原材料的加工方法(如采用物理还是化学方法生产等)。
4、供货商供货的连续性与长期性:供货没有保证的不能列入。
5、样品各项检验指标是否合格。
6、在使用厂进行大批量试用,要求提供的材料质量与小批量试验的相同,大批量试用的时间一般为六个月。
第二节橡胶一、天然胶我们公司常用的有SMR10和SMR20两种型号马来西亚产的标准胶。
现将其质量指标列表如下:注:※塑性保持率计算公式:PRI=Pt /Po×100式中PRI—塑性保持率;Pt—3个老化试样30分钟后快速塑性中值;Po—3个试样老化前的快速塑性中值。
由于生胶的门尼粘度值※受橡胶树生长环境影响(一般越老的树粘度值越大),受生胶存放时间影响(一般存放时间越长粘度值越大,有的甚至能增长20个数值)有大有小,非常不均匀,因此,不作为生产厂控制的指标,数据仅作为生产参考。
注:※门尼粘度:表征物体流动性。
二、合成橡胶1、顺丁胶(BR)(高顺式,顺式含量97%)淡黄色块状。
主要用于胎面、胎侧。
表2-1优点:耐磨性好、耐曲挠性好。
内部控制指标特点:对于合成橡胶,门尼粘度是C级检验项目,公差一般为+3。
当连续有3批合成胶门尼粘度在公差+5范围以外,立即退货;当连续有3批合成胶门尼粘度在公差+5范围以内,应提醒供货商产品质量出现不稳定。
2、丁苯胶(SBR)(苯乙烯-丁二烯共聚物,苯乙烯含量为23.5%)黑褐色块状。
GK400型密炼机液压系统的分析与改进文章以GK400密炼机为研究对象,对密炼机的液压系统进行具体分析,设计分析完成的液压系统具有以下特点:先进液压系统、方便维护、备件易于采购、利于生产,努力使文章对密炼机的液压系统选型和生产有所帮助。
希望通过对本课题的设计和研究,为以后在社会生产实践中打下坚实的理论和实践基础。
标签:密炼机;液压系统;主泵组1 引言密炼机是在开炼机的基础上发展起来的一种高强度间隙性的混炼设备,主要用于塑料的混炼及其它物料的混合等。
密炼机的技术进步主要表现在下述三个方面:(1)向大功率、大容量和高转速发展功率从几十千瓦到1000KW、2000KW甚至更高,同时也从一个电机驱动发展到两个电机驱动。
容量从几L、几十L,发展到了270L、320L、400L甚至更高,转子速度从原来的20r/min、40r/min、60r/min,到目前已发展到80r/min,甚至80r/min以上,同时有的密炼机由直流电机驱动,可任意调节其转速与速比。
(2)系列化、联动化和自动化(3)完善、提高和创新匹配了取料比较准确、工作比较可靠的上辅机;下辅机由螺杆连续补充混炼压片设备取代了开炼机,并由双螺杆的下辅机逐步取代单螺杆的下辅机;各种构型的转子及其相对应的密炼机不断涌现,如销钉转子密炼机、同步转子密炼机以及可调距转子密炼机等等;由液压驱动上顶栓取代了风压驱动上顶栓;由计算机的全自动监控操作取代了手动和半自动操作。
2 GK400型密炼机液压系统分析2.1 GK400型密炼机液压系统工作原理分析上顶栓部分:主要用来做压砣的升降控制和炼胶时压胶力的平稳性控制。
油源部分:主要用来给系统供压力油。
加料门部分:控制加料口开关,给密炼腔加如胶料。
卸料门部分:控制卸料口的开关,以达到卸料的目的。
锁紧块部分:控制锁紧快的伸出和缩回,以达到锁紧和松开卸料门的目的。
2.2 原液压系统在实际使用中存在问题蓄能器容量和压力等级不匹配,工作极不稳定,胶囊易损坏,不能稳定保持系统压力,造成磁组电接点压力表及先导溢流阀长时间处于工作状态,缩短其寿命。
胶料生产基础知识一、轮胎简介按结构分:斜交胎和子午线轮胎(分半钢和全钢)。
简介斜交胎与子午胎,全钢子午胎,一般由三层钢丝带束层、一层钢丝胎体及肩部各两层零度带束层组成。
二、轮胎制造工艺流程炼胶工序:生产混炼胶→压延压出工序:生产半成品部件→裁断成型工序:半成品加工与组装成胎胚→硫化工序:将胎胚硫化成成品胎→成品检验:外观和X光检验三、炼胶工序工艺流程1、母胶:原材料加工、称量(小药加工、称量;炭黑油料加工输送称量;生胶烘胶加工称量)→密炼机内混炼→双螺杆挤出压片→浸隔离剂→上冷却线挂片冷却→摆片2、终炼胶:母胶称量、小药称量→密炼机内混炼→开炼机补充混炼压片→浸隔离剂→上冷却线挂片冷却→摆片四、胶料生产工艺的几个基本概念1、塑炼①塑炼是指通过机械力、热、氧或化学塑解剂作用,使生胶的分子链断裂,使其由强韧的弹性状态转变为柔软的塑性状态的工艺过程。
②生胶塑炼的目的是为了获得工艺要求的可塑性,使混炼过程中橡胶与配合剂易于混合而且分散均匀,在压延时易于渗入纤维,在挤出和成型时容易操作,胶料溶解性和粘着性得以提高,并且获得适当的流动性,使模型制品有清晰的花纹轮廓。
子午胎胶料一般不单独进行塑炼。
2、混炼①混炼是指通过炼胶机将各种配合剂均匀加入具有一定塑性的生胶中的工艺过程。
②混炼的目的是在生胶中加入各种配合剂,以提高橡胶制品的使用性能,改善加工工艺性能,节约生胶及降低成本。
③混炼胶质量要求:一是能保证成品具有良好的物理机械性能,二是应具有良好的加工工艺性能。
④混炼,目前生产中一般分为母炼和终炼,相应的胶料称为母炼胶和终炼胶。
因为胶料配方体系有些配合剂对温度敏感,高温易起反应,一般要求在较低的混炼温度。
这些配合剂如硫化剂、促进剂、防焦剂及子午胎用的部分粘合剂等。
所以一般母炼胶是指在生胶中加入除硫化剂、促进剂、防焦剂及子午胎用的部分粘合剂等所有配合剂的胶料,母炼段一般是在高温快速下进行混炼的,现一般采用大型密炼机(如GK400N)进行生产。
PLC自动配料称重系统
薛明君
【期刊名称】《电世界》
【年(卷),期】1997(038)001
【摘要】采用可编程序控制器(PLC)控制的饲料自动配料称重系统继电器控制线路简单、装调方便、控制灵敏、功能齐全及抗干扰能力强等优点,减少了故障,提高了生产效率。
实际应用于南阳县饲料厂,经一年多运行,取得了明显经济效益。
【总页数】2页(P10-11)
【作者】薛明君
【作者单位】河南中原机械工业学校
【正文语种】中文
【中图分类】TH715.15
【相关文献】
1.基于CDIO理念下自动配料称重系统模型平台设计 [J], 林凤钦
2.西门子SIWAREX FTA称重系统在全自动配料控制中的应用 [J], 张明;郭吉仁;李萌;亢涛
3.基于CDIO理念下自动配料称重系统模型平台设计 [J], 林凤钦
4.PLC配料称重系统的模糊自适应控制 [J], 刘文秀;郭伟
5.饲料生产自动配料称重系统的研究 [J], 王小阳
因版权原因,仅展示原文概要,查看原文内容请购买。