QC工程表-MI
- 格式:pdf
- 大小:145.89 KB
- 文档页数:2
法 樣 責任者
IQC
管制方法/記錄 客供BOM&領料單
反應/矯正 計劃
隔離 / 連絡客戶
1 進料檢驗輔助材料
19 WI-20-01
○廠牌外觀標識
IQC進料檢驗作業規範
C 規格正確,有效期限內 核對供應商品質 證明文件
n=1,1次/每批 IQC FP-18-03訂購單
隔離 / 通知供 應商換貨
2 整腳作業零件整腳
8 修補作業
生產
設備/治工具
編 號
特 作業條件/標準
溫控烙鐵 28 DIP修補線作業規範 客供作業SOP
性 品質特性 ○產品 / ◎製程
◎手插零件極性方向確認 ◎焊錫面確認
防呆
特
性 等
產品/製程/
級
規格/公差
C 不可有短路、錫渣、錫洞
方 量測技術/儀器
烙鐵測溫器 目視檢驗
抽 頻率 每片
法
樣 責任者
管制方法/記錄
首中末/始業 組長 DIP首(末)件檢查表 停止作業/扭力 設定再確認
4 插件作業PCB放置
插件線 22 客供作業SOP 波焊載具
◎平整放入固定治具中
C 確實平整放入,並使用 目視檢查 固定夾固定PCBA
每次 作業員 波焊前檢驗
停止作業/PCB 放置方式再確認
4 插件作業所有零件
插件線 23 客供作業SOP
波焊載具
工程資料BOM
◎零件位置極性方向確認
C 不可有錯件、漏件及反向 目視檢查
每片 作業員 波焊前檢驗
停線/物料或作業 方式再確認
5 波焊前檢驗與 修正
24 客供作業SOP
◎手插零件極性方向確認 ◎裝載具固定PCB確認
C 不可有錯件、漏件及反向 目視檢查 PCB需平整置於治具上
每片
技術員 DIP首(末)件檢查表 停線/物料或作業 方式再確認
5 首件確認 QC目視確認
放大鏡
25 客供作業SOP 工程資料BOM
◎手插零件極性方向確認
B 不可有錯件、漏件及反向 目視檢查
每批
檢驗員 DIP首(末)件檢查表 停線/找出原因 修正後再確認
6 波焊製程 7 剪腳作業
波焊錫爐 26 波焊製程作業規範 ◎溫度/時間 ◎焊接狀態
斜口鉗
27 剪腳作業標準規範 ◎剪腳高度 客供作業SOP
放大鏡 32 OQC成品抽驗SOP
◎外觀及錫面狀態抽驗 ◎零件極性方向確認
C 不可有錯件、漏件 目視檢驗 位移及反向
每批 依AQL
OQC 抽驗記錄表
隔離.記錄/提列報表並 回饋給檢驗人員改善
13 包裝出貨
產品搬運貯存包裝與 ◎包裝的可靠度 防護作業指導書
C 包裝必需符合客戶要求 目視檢驗 產品保護確實且有作用
B 不可有錯件、漏件及反向 目視檢驗 短路、錫渣、錫洞
每批
組長 DIP首(末)件檢查表 隔離並維修/提列 報表月會檢討改善
11 ICT測試
ICT
31 量測設備作業指導書 ◎確認ICT測試程式版本
與治具
C 程式版本與測試治具必需 ICT 符合產品測試要求
每片 測試員 ICT作業檢查表
修正/再檢驗
12 OQC抽驗
IQC進料檢驗作業規範 ○客戶進料檢驗OK
特 性
防呆 等
級
產品/製程/ 規格/公差
C 規格與數量正確
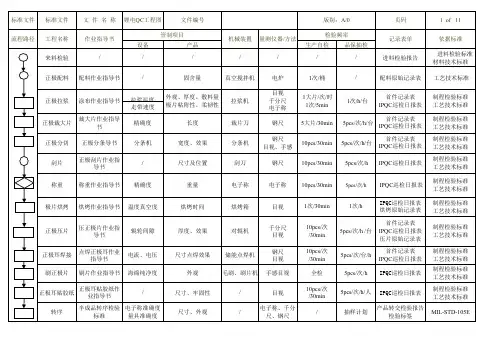
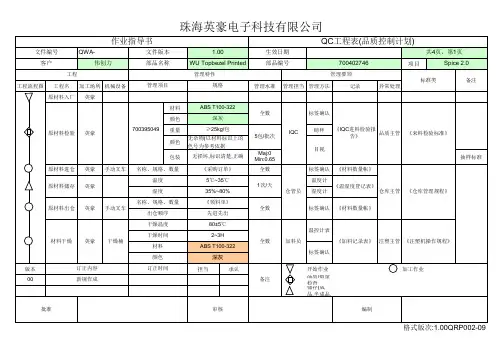
QC工程表
(CONTROL PLAN)
制訂日期
客(如需要)
其他核准/日期(如需要)
修訂日期
方 量測技術/儀器
核對BOM及領料單 目視檢驗
抽 頻率
n=1,1次/每批
□ 試作(原型)
█ 量試
管制計畫編號
機種名稱/最後設變版次
供方/工廠
□ 量產 供方代碼
主要聯絡人/電話: 核心小組 產品名稱/描述
供方工廠核准/日期
工 工程名稱 序 (作業描述)
1 進料檢驗所有零件物料
生產
設備/治工具
編 號
特 作業條件/標準
性 品質特性 ○產品 / ◎製程
18 WI-20-01
○廠牌外觀標識
作業員 DIP生產報表
反應/矯正 計劃
隔離/烙鐵溫度 及作業方式確認
9 銅箔面錫點檢查 放大鏡 29 客供作業SOP
◎銅箔面焊錫點確認
C 不可空焊、假焊、短路 目視檢驗
每片 檢驗員 DIP生產報表
通知停線/要求立 即改善並再確認
10 首件覆核
放大鏡
30 客供作業SOP 工程資料BOM
◎外觀及錫面狀態抽驗 ◎零件極性方向確認
溫度 自動 偵測
B 預熱區及錫爐溫度正確 測溫棒
C 不可有過長、太短、 100%目視檢驗
錫裂現象
游標卡尺
每批
作業員 波焊錫爐管理週報表 重測/爐溫再確認 組長
每片
作業員 FP-24-04DIP生產報表 隔離/比對Sample 及SOP作業
版本:A2
第1頁/共2頁
表單編號:FP-22-01
QC工程表
(CONTROL PLAN)
□ 試作(原型)
█ 量試
管制計畫編號
機種名稱/最後設變版次
供方/工廠
□ 量產 供方代碼
主要聯絡人/電話: 核心小組 產品名稱/描述
供方工廠核准/日期
制訂日期
客戶工程核准/日期(如需要) 客戶品質核准/日期(如需要)
其他核准/日期(如需要)
修訂日期
工 工程名稱 序 (作業描述)
整腳設備 20 客供作業SOP
◎插件零件腳高度確認
C 板下高度1.5~2mm 游標卡尺
n=1,1次/每批 整料員 DIP生產聯絡單
停止作業/整腳 條件再確認
3 鎖付螺絲端子座
電動起子 21 客供作業SOP
◎端子座焊腳平整插入確認 ◎銅箔面螺絲處點上可撥膠
C 電動起子鎖付扭力2±0.5㎏ 扭力計
不可漏鎖.鬆脫.歪斜.滑牙
每箱
OQC 出貨檢驗報告
重工/再檢驗 及重新包裝
版本:A2
第2頁/共2頁
表單編號:FP-22-01