撬装管系图纸设计及识图
- 格式:docx
- 大小:351.16 KB
- 文档页数:15
撬装管系安装方案一、一般步骤1. 领出安装需要的管系安装图、开孔图、零件图、支架图、托盘管理表、合拢管水压验收表 等生产设计资料。
2. 按托盘管理表领取管子、支架、管夹、阀件、管附件、支架复板、螺栓、螺母和垫片。
3. 对与管子安装有关的机械设备、基座,与轮机方面联系领出。
4. 带好必备工具和用品:板手、榔头、锉刀、凿子、卷尺、直尺、线垂、粉线袋、风磨轮、 割刀、电焊龙头等工具和砂纸、石笔、电焊条、富锌底漆等用品。
5. 折开管子、阀件封口,检查内部质量,有未磨尽的飞溅、焊渣应去除,对镀锌层缺陷予以 修补,喷富锌底漆和面漆。
对液压、主机滑油等清洁度要求高的系统,由质管员认可。
6. 按开孔图在分段上划出开孔线。
对于主甲板、内底板、外板、油水舱柜上的管孔经技术员 校对认可。
7. 开孔并打磨。
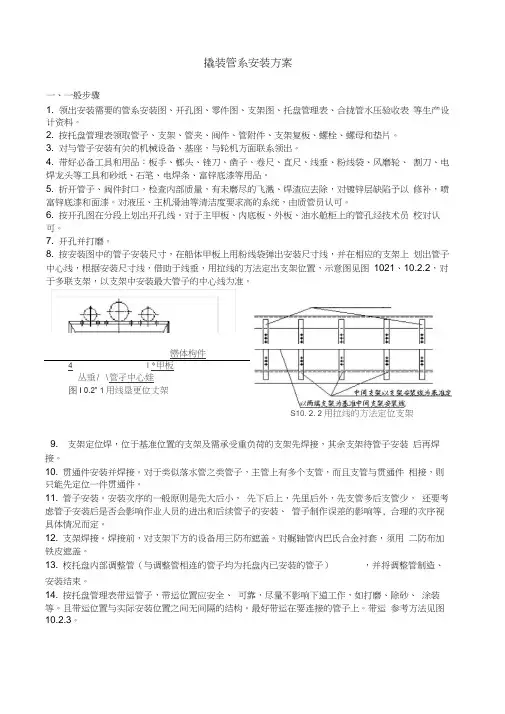
8. 按安装图中的管子安装尺寸,在船体甲板上用粉线袋弹出安装尺寸线,并在相应的支架上 划出管子中心线,根据安装尺寸线,借助于线垂,用拉线的方法定出支架位置,示意图见图 1021、10.2.2,对于多联支架,以支架中安装最大管子的中心线为准。
巒体枸件4I *甲板丛垂/ \管孑中心娃图I 0.2” 1用线垦更位丈架9. 支架定位焊,位于基准位置的支架及需承受重负荷的支架先焊接,其余支架待管子安装 后再焊接。
10. 贯通件安装并焊接。
对于类似落水管之类管子,主管上有多个支管,而且支管与贯通件 相接,则只能先定位一件贯通件。
11. 管子安装。
安装次序的一般原则是先大后小, 先下后上,先里后外,先支管多后支管少, 还要考虑管子安装后是否会影响作业人员的进出和后续管子的安装、 管子制作误差的影响等, 合理的次序视具体情况而定。
12. 支架焊接。
焊接前,对支架下方的设备用三防布遮盖。
对艉轴管内巴氏合金衬套,须用 二防布加铁皮遮盖。
13. 校托盘内部调整管(与调整管相连的管子均为托盘内已安装的管子),并将调整管制造、安装结束。
14. 按托盘管理表带运管子,带运位置应安全、 可靠,尽量不影响下道工作,如打磨、除砂、 涂装等。
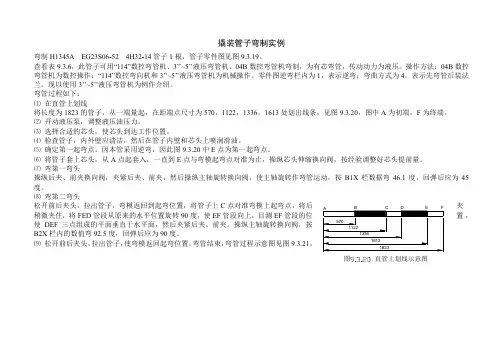
撬装管子弯制实例弯制H1345A EG23S06-52 4H32-14管子1根,管子零件图见图9.3.19。
查看表9.3.6,此管子可用“114”数控弯管机、3’’~5’’液压弯管机、04B 数控弯管机弯制,为有芯弯管,传动动力为液压。
操作方法:04B 数控弯管机为数控操作;“114”数控弯向机和3’’~5’’液压弯管机为机械操作。
零件图逆弯栏内为1,表示逆弯;弯曲方式为4,表示先弯管后装法兰。
现以使用3’’~5’’液压弯管机为例作介绍。
弯管过程如下: ⑴在直管上划线将长度为1823的管子,从一端量起,在距端点尺寸为570,1122,1336,1613处划出线条,见图9.3.20,图中A 为初端,F 为终端。
⑵开动液压泵,调整液压油压力。
⑶选择合适的芯头,使芯头到达工作位置。
⑷检查管子,内外壁应清洁,然后在管子内壁和芯头上喷润滑油。
⑸确定第一起弯点。
因本管采用逆弯,因此图9.3.20中E 点为第一起弯点。
⑹将管子套上芯头,从A 点起套入,一直到E 点与弯模起弯点对准为止,操纵芯头伸缩换向阀,按经验调整好芯头提前量。
⑺弯第一弯头操纵后夹、前夹换向阀,夹紧后夹、前夹,然后操纵主轴旋转换向阀,使主轴旋转作弯管运动,按B1X 栏数据弯46.1度,回弹后应为45度。
⑻弯第二弯头松开前后夹头,拉出管子,弯模返回到起弯位置,将管子上C 点对准弯模上起弯点,将后夹稍微夹住,将FED 管段从原来的水平位置旋转90度,使EF 管段向上,目测EF 管段的位置,使DEF 三点组成的平面垂直于水平面,然后夹紧后夹、前夹。
操纵主轴旋转换向阀,按B2X 栏内的数值弯92.5度,回弹后应为90度。
⑼松开前后夹头,拉出管子,使弯模返回起弯位置,弯管结束,弯管过程示意图见图9.3.21。
图直管上划线示意图图9.3.19 4H32-52数值管子零件图第二弯头起弯前第二弯头弯曲后管一弯头起弯前图9.3.21 弯管过程示意图。
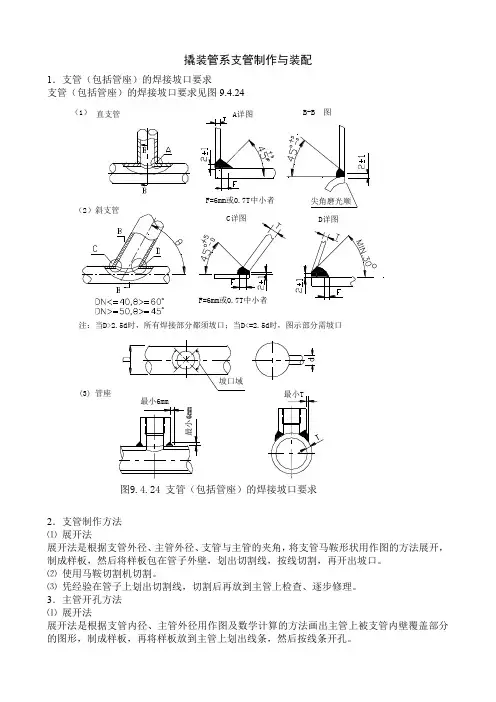
撬装管系支管制作与装配1.支管(包括管座)的焊接坡口要求支管(包括管座)的焊接坡口要求见图9.4.24直支管(1)F=6mm或0.7T中小者图9.4.24 支管(包括管座)的焊接坡口要求F=6mm或0.7T中小者B-B 图D详图注:当D>2.5d时,所有焊接部分都须坡口;当D<=2.5d时,图示部分需坡口(3) 管座2.支管制作方法 ⑴展开法展开法是根据支管外径、主管外径、支管与主管的夹角,将支管马鞍形状用作图的方法展开,制成样板,然后将样板包在管子外壁,划出切割线,按线切割,再开出坡口。
⑵使用马鞍切割机切割。
⑶凭经验在管子上划出切割线,切割后再放到主管上检查、逐步修理。
3.主管开孔方法 ⑴展开法展开法是根据支管内径、主管外径用作图及数学计算的方法画出主管上被支管内壁覆盖部分的图形,制成样板,再将样板放到主管上划出线条,然后按线条开孔。
⑵利用马鞍切割机切割。
⑶利用标准马鞍划线的方法。
这种方法是将支管马鞍按常用的规格制成标准件,用作划线的靠模,使用时根据支管和主管的外径,选用相应的支管标准件,在主管外壁划出线条,然后再根据支管的壁厚在线条内侧再划出一根线条,这根线条就是切割线,切割线与原来用靠模划出的线条之间的在支管向主管子投影方向的距离与支管壁厚相同。
4.支管制作介绍支管制作以直支管使用展开法为例。
⑴支管制作支管制作示意图见图9.4.25。
制作步骤:①根据主管及支管的规格,制作支管马鞍样板,并在样板上标出周长的四等分线,四等分线应处于样板的最长和最短位置,如图9.4.31中AA 、BB 、CC 、DD (EE 与AA 重合)。
②在管子上用样板划出切割线及圆周四等分线,圆周四等分线段上用洋冲打上标记,划出切割线时要考虑好支管长度。
③切割马鞍,开好坡口,磨去毛刺。
④法兰定位。
定位时要注意法兰螺孔与支管圆周四等分线的相对位置之间的关系。
支管螺孔符合SF —1管子数值零件图规定时,支管法兰两螺孔平分线与主管轴线平行,因此,支管圆周四等分线与法兰孔的关系如图9.4.31④所示(AC 平分二螺孔间距)。
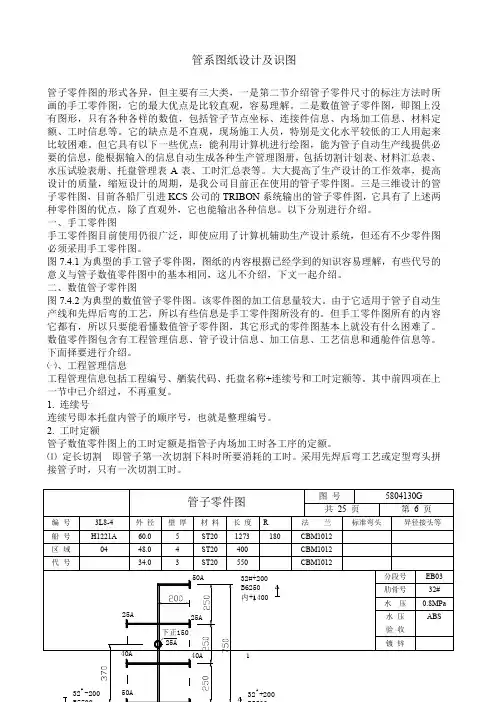
管系图纸设计及识图管子零件图的形式各异,但主要有三大类,一是第二节介绍管子零件尺寸的标注方法时所画的手工零件图,它的最大优点是比较直观,容易理解。
二是数值管子零件图,即图上没有图形,只有各种各样的数值,包括管子节点坐标、连接件信息、内场加工信息、材料定额、工时信息等。
它的缺点是不直观,现场施工人员,特别是文化水平较低的工人用起来比较困难。
但它具有以下一些优点:能利用计算机进行绘图,能为管子自动生产线提供必要的信息,能根据输入的信息自动生成各种生产管理图册,包括切割计划表、材料汇总表、水压试验表册、托盘管理表A表、工时汇总表等。
大大提高了生产设计的工作效率,提高设计的质量,缩短设计的周期,是我公司目前正在使用的管子零件图。
三是三维设计的管子零件图,目前各船厂引进KCS公司的TRIBON系统输出的管子零件图,它具有了上述两种零件图的优点,除了直观外,它也能输出各种信息。
以下分别进行介绍。
一、手工零件图手工零件图目前使用仍很广泛,即使应用了计算机辅助生产设计系统,但还有不少零件图必须采用手工零件图。
图7.4.1为典型的手工管子零件图,图纸的内容根据已经学到的知识容易理解,有些代号的意义与管子数值零件图中的基本相同,这儿不介绍,下文一起介绍。
二、数值管子零件图图7.4.2为典型的数值管子零件图。
该零件图的加工信息量较大。
由于它适用于管子自动生产线和先焊后弯的工艺,所以有些信息是手工零件图所没有的。
但手工零件图所有的内容它都有,所以只要能看懂数值管子零件图,其它形式的零件图基本上就没有什么困难了。
数值零件图包含有工程管理信息、管子设计信息、加工信息、工艺信息和通舱件信息等。
下面择要进行介绍。
㈠、工程管理信息工程管理信息包括工程编号、舾装代码、托盘名称+连续号和工时定额等。
其中前四项在上一节中已介绍过,不再重复。
1. 连续号连续号即本托盘内管子的顺序号,也就是整理编号。
2. 工时定额管子数值零件图上的工时定额是指管子内场加工时各工序的定额。

撬装管系图纸设计及识图在工业领域中,撬装管系的应用十分广泛,从石油化工到制药,从能源到环保,几乎无处不在。
而撬装管系图纸的设计与识图则是确保撬装设备能够正常运行、高效工作的关键环节。
撬装管系图纸设计是一个复杂而精细的过程,需要综合考虑多个因素。
首先,设计师要明确撬装设备的工艺需求。
这包括了解介质的性质,如温度、压力、腐蚀性等,以及流量、流速等参数。
这些信息将直接影响管材的选择、管径的确定以及阀门、管件等附件的配置。
在管材的选择上,要根据介质的特性和工作条件来决定。
例如,对于高温高压、腐蚀性强的介质,可能需要选用不锈钢、合金钢等特殊材质的管材;而对于一般的常温常压、非腐蚀性介质,普通碳钢管材就能够满足要求。
同时,还要考虑管材的强度、密封性和可加工性等因素。
管径的确定则需要依据流量和流速的计算。
如果管径过小,会导致流体阻力增大,压力损失增加,甚至可能影响系统的正常运行;而管径过大,则会增加成本,造成浪费。
因此,通过精确的计算来确定合适的管径是至关重要的。
阀门和管件在撬装管系中起着控制和连接的作用。
设计师需要根据工艺要求合理选择阀门的类型,如截止阀、球阀、蝶阀等,并确定其规格和安装位置。
管件的选择也要考虑到流体的流动特性和连接的可靠性。
除了上述硬件的选择和设计,管道的布局也是一个重要的方面。
管道的布置要尽量简洁、紧凑,减少弯头和三通的数量,以降低阻力和压力损失。
同时,还要考虑管道的支撑和固定,确保管道在运行过程中的稳定性和安全性。
在设计过程中,遵循相关的标准和规范是必不可少的。
这些标准和规范涵盖了管材的选用、管径的计算、阀门和管件的标准、管道的布置和安装等方面,为设计提供了统一的准则和要求,保证了设计的质量和安全性。
接下来,我们谈谈撬装管系图纸的识图。
识图是理解和解读撬装管系图纸的过程,它要求我们具备一定的专业知识和识图能力。
拿到一张撬装管系图纸,首先要查看图纸的标题栏,了解图纸的名称、编号、比例、设计单位等基本信息。

学习管道与管配件展开图识读及制图这一期我们学习了AUTO CAD的制图,让我深刻体会到计算机绘图与手绘的区别以及计算机绘图给我们带来的实用性以及便捷性。
我通过网上学习教程以及查看AUTO CAD有关的书籍,已经基本上能够绘制一些简单的工程图。
但是我觉得自己还是有很多的地方有待提高。
下面讲下我学习CAD的一些心得。
首先不得不说它的实用性,以前我们都是手工绘图,绘完一张完整大图要好几个小时有时甚至一天的时间,但是就算是花费了这么的心血和时间,做出的效果却不尽人意,因为大量的涂改,图纸变得不清楚,线条的粗实线与细实线不能够区分开,而且有的同学的字体也不够美观,现在使用CAD绘图就完全没有这些方面的问题了,CAD使用计算机绘图,在修改过程中不留“痕迹”,不会弄脏图纸,并且它对粗细有一个标准,没有手绘那么粗糙,字体上也弥补了手写字潦草的不足。
当我们能够熟练的操作CAD的时候,可以给我们节约大量的时间,以前一天才能完成的图纸,现在只要一两个小时。
总之,CAD带给我的感觉可以归纳为三个字:快、准、美。
结合自身的情况,我会继续练习使用CAD,做到能够把它应用的得心应手、挥洒自如,使它成为我以后工作和学习的助手。
下面我给出我的一些学习经验。
(1)基础很重要实践证明,手绘是为了更好的利用计算机绘图,学习计算机绘图需要一定的画法几何的知识和能力,需要一定的识图能力,尤其是作图能力。
(2)学以致用学习CAD不能只去钻研那些命令,而是要在实践中掌握这些命令的用处,这样能够在脑海里有个更加形象具体的概念,可以让我们更快的熟悉CAD制图。
(3)熟能生巧学习CAD不能光学不去练,我们应该多找图纸去画,这样可以让我们熟练的绘制工程图纸,为将来的工作和学习做准备。
下面着重说下学习管道与管配件展开图后的心得。
管道平面图式施工图中的重要图样,也是施工时的重要依据,与其他图样有着十分紧密的联系,绘制管道剖面图,必须在平面图上找出切符号,识读管道剖面图,又要对应平面图样去看,才能准确找出管路、管路与其他阀件、设备之间的关系。
撬装管系图纸设计及识图管子零件图的形式各异,但主要有三大类,一是第二节介绍管子零件尺寸的标注方法时所画的手工零件图,它的最大优点是比较直观,容易理解。
二是数值管子零件图,即图上没有图形,只有各种各样的数值,包括管子节点坐标、连接件信息、内场加工信息、材料定额、工时信息等。
它的缺点是不直观,现场施工人员,特别是文化水平较低的工人用起来比较困难。
但它具有以下一些优点:能利用计算机进行绘图,能为管子自动生产线提供必要的信息,能根据输入的信息自动生成各种生产管理图册,包括切割计划表、材料汇总表、水压试验表册、托盘管理表A表、工时汇总表等。
大大提高了生产设计的工作效率,提高设计的质量,缩短设计的周期,是我公司目前正在使用的管子零件图。
三是三维设计的管子零件图,目前各船厂引进KCS公司的TRIBON系统输出的管子零件图,它具有了上述两种零件图的优点,除了直观外,它也能输出各种信息。
以下分别进行介绍。
一、手工零件图手工零件图目前使用仍很广泛,即使应用了计算机辅助生产设计系统,但还有不少零件图必须采用手工零件图。
图7.4.1为典型的手工管子零件图,图纸的内容根据已经学到的知识容易理解,有些代号的意义与管子数值零件图中的基本相同,这儿不介绍,下文一起介绍。
二、数值管子零件图图7.4.2为典型的数值管子零件图。
该零件图的加工信息量较大。
由于它适用于管子自动生产线和先焊后弯的工艺,所以有些信息是手工零件图所没有的。
但手工零件图所有的内容它都有,所以只要能看懂数值管子零件图,其它形式的零件图基本上就没有什么困难了。
数值零件图包含有工程管理信息、管子设计信息、加工信息、工艺信息和通舱件信息等。
下面择要进行介绍。
㈠、工程管理信息工程管理信息包括工程编号、舾装代码、托盘名称+连续号和工时定额等。
其中前四项在上一节中已介绍过,不再重复。
1. 连续号连续号即本托盘内管子的顺序号,也就是整理编号。
2. 工时定额管子数值零件图上的工时定额是指管子内场加工时各工序的定额。
⑴定长切割即管子第一次切割下料时所要消耗的工时。
采用先焊后弯工艺或定型弯头拼接管子时,只有一次切割工时。
图7.4.1典型的手工管子零件图⑵弯管即管子弯曲所需的工时,采用定型弯头拼接管子时,没有弯管工时。
⑶划线管子弯曲后进行准确划线所消耗的工时,只有采用先弯后焊且有余量下料的加工工艺时才有划线工时。
⑷两次切割管子弯曲、经准确划线后的切割工时。
如没有划线工序,也就没有两次切割工序。
⑸校管校管工时分为采用先焊后弯加工工艺时,法兰定位机进行法兰定位所花工时(填入前面一格)和采用其它校管工艺所花的工时(填入后面一格)。
⑹焊接焊接工时按焊接的工艺分为三类,按次序分别代表半自动焊接机焊接工时、转胎焊接工时和手工焊接工时。
⑹修正管子经焊接后清除焊渣、飞溅及其它杂物的工序所消耗的工时。
⑺泵水即管子内场水压试验的工时。
⑻总计管子内场加工所消耗的总工时。
㈡、管子设计信息管子设计信息包括管子件号、附件标准、附件材料规格、管子材料规格、安装位置和管子几何尺寸等。
管子件号、安装位置上节已介绍过。
1. 附件标准附件标准表示管子两端连接件所采用的标准号(不带年份)。
2. 附件材料规格附件材料规格共占四行,前三行是连接件信息,后一行为异径接头信息。
其中标准图号、材质、压力、通径不再作介绍。
⑴连接件代号表示主管两端连接件的代号。
连接件的种类很多,这儿仅介绍常用的连接件的表示方法。
⑵表⑶ ① 螺孔角的定义 始端(或终端)管段与相邻管段组成的基准平面(□P1P2P3F’)和平分法兰相邻两螺孔的直线与始端(或终端)管段组成平面(□P1P2P3’F )之间的夹角称为法兰的螺孔角。
从法兰端看,基准平面向另一个平面转动,顺时针转为正,逆时针转为负。
见图7.4.3中的角α。
如果管子是直管时,螺孔角就是法兰相对转角。
图螺孔角的确定方法看的方向② 法兰相对转角 即采用先焊后弯工艺的管子,在弯曲前直管两端法兰螺孔的相对位置,表示方法是直管的某一端的法兰螺孔置于0位时,另一端法兰的螺孔角。
见图7.4.4。
③ 表示方法 螺孔角一栏中,前半部分为螺孔角,括号内为法兰相对转角。
⑷ 端距 即管子端部距离法兰密封面的尺寸。
⑸ 异径接头该行包括异径接头的型式、标准(图)号、材质、大小端通径或外径加壁厚。
例如:异径接头 REDUCE (C ) GB12459—90 ST20 8.0 / 6.0 168 / 114 其中(C) 表示为同心异径接头,如果写(E )则表示为偏心异径接头。
3. 管子材料规格管子材料规格中材质、通径、外径、壁厚不再介绍。
所谓壁厚等级即相同通径和外径的管子按壁厚分成不同的等级。
在第一章表1.2.1无缝钢管管子规格表中的A 、B 、C 、D 即为管子壁厚等级。
根据规格书的要求也可以有不同有分类方法。
4. 管子几何尺寸这儿的管子几何尺寸是指主管和支管的几何尺寸,均用坐标值来表示。
⑴ 主管坐标值管子的每个节点坐标占三个空格,从左至右分别填写它们的X 、Y 、Z 坐标值。
X 代表该节点从艉向艏方向上坐标值的变化,Y 代表该节点从右舷向左舷方向上坐标值的变化Z 代表该节点从下向上方向上坐标值的变化。
① 管子起始点的坐标值为(0,0,0),零件图中已省略;② 其后所有节点的坐标值都是以前一点为基准,即不是某一方向上的累计值; ③ 坐标值以mm 为单位,都为整数,零或空白表示无变化。
图图7.4.5手工管子零件图(1)(b)(a)⑵ 支管坐标值数值零件图只能表示直支管,所以支管坐标中每三格表示一只支管的坐标位置。
从左到右为第一支管、第二支管、第三支管等。
其端点的坐标值也是以所在主管管段的前端点为基准计算。
图7.4.2所示数值零件图的主管和支管转换成手工零件图如图7.4.6所示。
㈢、加工信息加工信息包括下料长度、弯管信息、附件安装信息、支管安装信息等。
1. 下料长度及弯管信息在主管和支管坐标行下面的四行均为下料信息行。
第一行为直管部分下料时应加的余量;第二行为划线尺寸;第三行为累计尺寸;第四行为弯曲角度和转角。
它所表示的内容举例⑴ 分的数值用负数表示。
⑵ 划线尺寸 表示各直管段长度和圆弧部分的弧长尺寸。
不包括应割去的工艺余量。
⑶ 累计尺寸 划线尺寸的累计数,也是弯曲部分的起弯点和落弯点的尺寸,包括工艺余量的长度。
⑷ 弯角及转角 同手工零件图的定义。
⑸ 弧长列中如出现“****”符号,表示使用定型弯头。
此时在弯角中除了弯曲角度外,括号中L 表示长弯头(1.5D );S 表示短弯头(1D );N 为带颈弯头,带颈弯头的安装方向规定是除第一只弯头向始端外,其余都向终端方向安装。
⑹时,表示管子切割后对接(钢管)。
表示支管;SOCKET 表示管座;STOP 表示止动⑵ 标准图号 指支管连接法兰及附件的标准图号。
⑶ 通径、材质和压力 仅指支管法兰的相关参数,其余附件为空白。
⑷ 边 指附件所在的主管的管段序号,编号从始端依次排序。
图7.4.6 手工管子零件图(2)⑸ 距离 即主管与支管(或其他附件)的交点到主管基准点之间距离。
所谓基准点即附件所在主管的端点,除附件在最后一管段上,它的终点为基准点外,其余均以管段的始点为基准点。
见图7.4.7。
⑹ 长度 对支管表示支管与主管的交点到支管法兰密封面之间的尺寸,其余附件一律以100表示。
⑺ 方向 表示附件安装的方向。
① 支管及附件在最后一管段以外的管段上 从附件所在管段的始点看,用支管所在管段及后一管段组成的平面为基准面,支管及支管所在管段组成另一平面,这两个平面的夹角即表示附件的方向。
从基准面起,向支管所在平面转动,顺时针转为“+”,逆时针为“-”。
见图7.4.8(a )和(b )。
()支管中间管段上图7.4.8 支管方向的确定方法看的方向()支管在首段上()支管在尾段上② 支管及附件在最后一管段上从附件所在管段的终点看,用支管所在管段及前一管段组成的平面为基准面,支管及支管所在管段组成另一平面,这两个平面的夹角即表示附件的方向。
从基准面起,向支管所在平面转动,顺时针转为“+”,逆时针为“-”。
见图7.4.8(c )。
③ 支管及附件在直管上时 以始端法兰二只螺孔的平分线为基准线,基准线与支管中心线间的夹角表示它们的方向。
见图7.4.9。
⑻ 支管法兰螺孔的规定支管法兰二只螺孔的平分线在支管端点与所在主管管段组成的平面上。
⑼ 支管与主管的夹角规定一律为90°。
㈣、工艺信息工艺信息包括加工流程、弯曲方式、处理信息、涂装信息、检查信息、水压试验、绝缘信息等。
1. 加工流程(零件图中未表示出来)加工流程表示管子的加工工艺路线,用六位代号来表示,举例说明。
例: P -3SFE第一个字母P 代表管子的种类,分为完成管(P )和调整管(G )两种。
3表示管子加工流水线号,例如1表示DN ≤40的管子加工流水线;2表示100≤DN ≤50的管子加工流水线;3 表示DN ≥125的管子加工流水线。
SFE 表示管子加工路径,根据管子是直管还是弯管、弯管机弯管还是采用定型弯头、有支管还是无支管、连接件是法兰还是其他形式、先焊后图7.4.7 支管或附件的"距离"和"长度"的定义图支管在直管上时方向的确定方法(弯还是先弯后焊等区分。
一般字母S表示直管;B表示弯管;F代表法兰,当F在S、B后面时,表示法兰后装,当F在S、B前面时,表示法兰先装;最后一个字母A、C、E表示管子所带的附件,A表示支管、管座、止动块等至少有一样,C表示复板一定有,其它可有可无,E表示定型弯头一定有,其它可有可无。
SFE则表示法兰后装的直管,并带有定型弯头。
2. 弯曲方式⑴逆弯沿弯管顺序从左到右进行弯管,称为顺弯;反之称逆弯。
零件图中此项空白时,表示管子顺弯,有数字1时表示管子逆弯。
⑵弯曲方式表示管子弯曲时的状态及工艺,用数字1~4表示。
1 代表管子带两只法兰并采用先焊后弯工艺;2 代表管子仅始端带法兰并采用先焊后弯工艺;3 代表管子仅终端带法兰并采用先焊后弯工艺;4 代表采用先弯后焊工艺。
⑶弯曲半径以管子中心线为基准线的管子弯曲半径。
3. 处理、涂装、水压试验、检查、绝缘信息⑴处理表示管子加工结束后,表面处理的要求。
无处理为空白;镀锌为字母M;酸洗为字母N;磷化为字母R;镀铬为字母K;涂塑为字母L;喷砂为字母SB。
⑵涂装不涂装为空白;有涂装要求时用数字或字母表示,可以自行规定。
⑶水压验收表示水压试验的压力,以字母K或P表示kg/cm²。
例如5K表示水压试验压力为5 kg/cm²。
如果该管子的水压试验需船级社验收,则再加字母S。
⑷检查对于重要的管子,加工全部完成后对焊接部位需进行检查。
检查分为磁性探伤和X 射线检查两种,分别用字母NS(磁性探伤)和XR(X射线)表示。