氨分解工艺升温及使用基本知识
- 格式:doc
- 大小:49.50 KB
- 文档页数:1
第一部分氨分解部分一、化工原理:1摩尔氨气在一定的压力和温度及镍触媒催化作用下可分解为摩尔的氢气和摩尔的氮气并吸收一定的热量。
气化学方程式如下。
2NH3→3H2+N2-Q二、氨分解制氢的优点:用此法制得的气体是一种良好的保护气,可以广泛的应用于半导体工业,冶金工业及需要保护气氛的其他工业中。
氨分解制取保护气体在工业上是很容易实现的,这是因为1、氨易分解,压力不高,在触媒催化作用下,温度控制在800~850度时,氨可大部分分解。
2、气体精炼容易:作为原料的液态氨纯度很高,其中挥发性杂质只有溶解在液氨中的少量惰性气体和水分,几乎不含氧,同时,在此条件下,氨分解是不可逆的,由此可见,氨分解后采取适当的方法就可除去少量水分得到精制的氢氮混合气。
3、在我国,原料氨容易得到。
价位低廉,而且分解氨耗电比较少。
三、工艺流程:氨瓶中氨经过氨阀控制后通过气化器气化,进入热交换器与分解气进行热交换后送入分解炉,分解炉内装有活化过的镍触媒,在800~850度下氨分解成氢,氮混合气体,分解后的高温混合气体进入热交换器内与气态氨进行热交换,此时分解气降温,同时气态氨回收热量并升温,热交换后的分解气经冷凝器冷却后送往干燥气四、技术指标:1、额定产气量: 50立方米/小时2、气体纯度露点≤-103、分解炉操作温度 800~850C4、分解炉额定功率 45kw5、额定氨耗 20kg/h6、冷却耗量立方米/小时7、电源 50Hz 380V8、设备总重 3500kg五、操作方法:1 、原始开车:1)仔细阅读使用说明书,熟悉设备的原理和构造。
2)检查气,电各系统是否通畅,消除泡,冒,点,漏,并接通电源。
3)镍触媒的活化:分解炉内装的镍触媒在出厂时已经还原,但因设备在运输,库存期间总有水分,氧气等介入,触媒活性略有下降,因此原始开车时要进行触媒的活化。
触媒活化操作如下:接通电源,设备开始升温,此时打开放空阀并检查设备内气体因受热膨胀有否放空,升温至500~600C时,通入少量气氨进行充压,置换,并进行不完全氨分解,因氨分解是吸热反应,从而达到控制分解炉的升温速度,防止因升温速度过快而损坏设备,在活化过程中,通氨量与升温过程如下:4)样气检验:可用化学分析或经验方法,其中经验方法为:从放空口嗅不到明显的氨臭味或观察分解气燃烧时火焰呈橙色,若符合上述现象则分解气合格,活化完成,设备就可以正常使用了。
氨分解安全操作规程(3篇范文)第1篇氨分解安全操作规程1、氢气是一种易燃易爆气体,因此必须绝对防止氢气泄漏在室内和接触明火,必须使操作环境通风良好。
2、制氢站严禁烟火,设置禁火标志。
3、原料液氨应防止泄漏,如发生泄漏时,处理人员处理时应戴防毒面具,同时应避免液氨的随意排放。
4、制氢站内所有设备均应可靠接地,并定期检查。
5、原料氨通入分解炉,分解出的气体未经纯化或纯化不合格时,不可送入生产线,以免影响生产及产品质量。
6、必须随时注意各电器及加热控制温开关工作是否正常,以免烧坏设备,影响生产。
设备停机时间较长或需检修时,应经氮气吹扫,使全系统中的残氢量《0.5%为止,保证设备的安全及避免着火或爆炸。
第2篇氨分解炉安全操作规程1.由液氨瓶把液氨注入蒸发器内,注意观察液面位置高低,使其保持在规定的高度范围内。
2.氨分解炉炉温应控制在800-850度,并应随时注意炉温变化情况,经常检查分解炉的流量、压力以及电器、仪表运转等是否正常,并半小时记录一次,核对使用氨分解气的各个热处理炉流量的大小是否正确,应保证气体的正常供应。
3.液氨输入蒸发器压力应控制在0.2-0.4mpa,分解炉内压力控制在0.5mpa左右。
4.遇到临时停电或电气故障,应密切注意氨分解炉炉温,当发现炉温下降到750度一下时,用气的退火炉应停止使用氨分解气体(此时可采用氢气瓶或氮气瓶的措施)。
5.氨分解炉停炉时,应先关闭液氨,待蒸发器内液氨逐步蒸发完以后,再关闭电闸。
6.液氨瓶、氮气瓶或是氢气瓶在使用时注意不要全部用尽,应剩余少量气体。
7.氨分解设备的各种装置应定期检查。
8.氨分解房内如遇液氨大量溢出,操作人员必须戴上防毒面具(注意应先拉出去活性炭容器底部的橡胶塞)和防护服,再进行紧急处理(如关闭液氨瓶、堵塞漏气部位等)。
9.操作人员如因氨气兴奋而发生昏倒现象,应立即抢救并离开现场,同时必须用清水不断洗其眼部。
第3篇氨分解制氢系统生产安全操作规程1、开机检查(1)检查设备气、电各系统是否畅通或是否漏气,电气接触不良或仪表失灵等现象,发现问题及时修复。
精心整理第一部分氨分解部分一、化工原理:1摩尔氨气在一定的压力和温度及镍触媒催化作用下可分解为1.5摩尔的氢气和0.5摩尔的氮气并吸收一定的热量。
气化学方程式如下。
2NH3→3H2+N2-Q1231、额定产气量:50立方米/小时2、气体纯度露点≤-103、分解炉操作温度800~850?C4、分解炉额定功率45kw5、额定氨耗20kg/h6、冷却耗量2.5立方米/小时7、电源50Hz380V8、设备总重3500kg五、操作方法:1、原始开车:1)仔细阅读使用说明书,熟悉设备的原理和构造。
2)检查气,电各系统是否通畅,消除泡,冒,点,漏,并接通电源。
3)镍触媒的活化:分解炉内装的镍触媒在出厂时已经还原,但因设备在运输,库存期间总有水分,氧气等介入,触媒活性略有下降,因此原始开车时要进行触媒的活化。
421)接通电源,温度在800~850?C为操作温度,温度已处于自动控制。
2)通氨放空:打开放空阀,然后慢慢打开进氨阀,使氨进入分解炉,约放空半小时。
3)正常送气:约放空半小时后,经样气检验合格后,即可打开分解气阀,向使用点送出合格分解气,并关闭放空阀,分解炉进入稳定运转状态。
4)停车:切断电源后先关进氨阀后再关分解气阀。
2日常维护:1)经常检查并消除泡,冒,点,漏,使设备处于完好状态。
2)经常检查自动温度控制仪,严防温控仪失灵。
一旦发生温控仪及热电偶测量失灵,应立即停车检修。
3)注意:严防有毒气体(如SPH2S极大量水气和氧气)进入分解炉,分解炉温度不能升的过高(一般不超过850?C),否则触媒活性很容易降低,甚至完全失去活性。
4)当分解炉短期停车(不通氨,不往外送分解气)需要保温时,温控仪温度设定在400?C以下,否则将使局部触媒因过热而烧坏。
5)触媒使用一段时间后,由于衰老而引起破碎现象,这种现象在气氨进口处尤为明显,它会6)2、保持装置气路系统的气密性,氨气有刺激性臭味,并且分解气有百分之七十五的氢气,氢气无色无味,却是易燃气体。
氨分解炉的工作原理
氨分解炉是一种用于将氨气(NH3)分解为氢气(H2)和氮
气(N2)的装置。
其工作原理基于氨气在高温下的热分解反应,反应方程式如下:
2NH3 → 3H2 + N2
具体的工作过程如下:
1. 氨气进入分解炉:氨气通常由外部供应源输送到分解炉中。
进入分解炉的氨气需要经过预处理,如除去杂质或调整温度和压力等。
2. 加热至高温:进入分解炉的氨气被加热至高温状态,通常在600-900摄氏度之间。
加热的目的是为了提供足够的能量以促
使氨气的分子间键断裂。
3. 分解反应发生:在高温下,氨气分子发生热分解反应,分子间键断裂,生成氢气和氮气。
这是一个放热反应,因此释放大量的热量。
4. 氢气和氮气分离:反应生成的氢气和氮气需要被分离和收集。
通常使用分离器来完成氢气和氮气的分离,因为它们在物理性质上有明显的差异。
5. 尾气处理:分解炉的尾气可能还含有未完全分解的氨气、氨气的衍生物、水蒸气和其他杂质。
这些尾气需要经过处理,如
冷凝、吸收、过滤等去除杂质,以保证对环境的排放符合相应的标准。
总的来说,氨分解炉通过加热氨气至高温,触发氨气的热分解反应,最终产生氢气和氮气。
该分解过程需要严格控制温度、压力和物料输送等参数,以确保高效、安全地进行分解反应。
氨分解炉操作规程
注意事项:
1.氨是一种具有剌激臭味的有毒气体,对人的眼睛和呼吸器官有伤害,
应防止泄漏,特别要防止人体与液氨接触,否则会使皮肤灼伤。
2.经常检查和保持装置气路系统气密性,氨气泄漏有剌激臭味,而分解气体无色无味,
却是易燃易爆气体。
因此要防止泄漏以免发生事故,不合格气和废气放空必须排至室外。
3.严格控制温度对氨气的充分分解是必不可少的条件,所以必须注意控温仪是否正常工作,若控温仪失灵或热电偶接触不良,易造成指示温度与实际温度的不一致,以至温度过高烧坏分解炉及触媒,一旦发现应立即切断电源检修。
分解炉在升温过程中决不能超过
850℃。
4.手、胳膊及身体不要触及高温表面等部件。
开机检查
1.检查设备气、电各系统是否畅通或是否有漏气,电气接触不良或仪表失灵等现象,发现问题及时修复。
2.气路系统各阀门应处于关闭状态。
3.接通外部电源。
4.有氨瓶的时是否连接好。
5.电接点温度计或电接点压力表是否设定好。
开机顺序
1.管路吹扫用氮气吹扫分解炉和气体管路,以置换系统中的空气,吹扫时间
2~4小时。
2.接通电源,打开电控箱电源开关,温控仪指示灯亮,分解炉加温指示灯亮,观察电流表,工作是否正常,设备开始加热升温。
升温前,应详细阅读温控仪的使用说明书。
监控温度设置应比温控设置高20~50℃。
3.开减压阀、排污阀,使设备内的残余气体在升温过程中放空至室外。

氨合成升温还原操作要点①还原条件采用“三高三低法”,即高氢、高循环量、高电炉功率(中、低下部触媒还原而言),低水汽浓度、低还原温度、低氨冷温度。
②还原应在尽可能低的温度下进行,以确保触媒的低温活性,还原主期控制在430—460℃,最高还原温度控制不超过495℃,并稳定6小时以上,以确保触媒达到较高的还原度。
在还原末期触媒层底部温度尽可能达到475℃以上。
③还原过程中,采取尽可能大的空速,以确保水汽浓度还超过2.5g/m3。
④整个还原过程中,要尽可能地降低氨冷器温度,即降低入塔气的水汽浓度和氨含量,减少已还原的触媒因被反复氧化还原而活性下降,同时又可利用反应热,用以加大循环量。
⑤操作中应尽可能控制平面温差<5℃。
⑥用层间冷凝阀或冷管束调节阀控制顶底温差,以达到分层还原的目的。
⑦在升温还原中,精炼气要根据H2含量和惰性气的高低视情况补气或排放。
⑧在具体操作中应在保证还原条件的前提下,对触媒进行分层还原。
A、在分层还原中,可以保证第一段触媒各点在其所要求的最高还原温度下还原彻底,提高一段触媒的利用率。
B、分层还原不强调缩小顶底温差,反而要适当拉开层与层之间的温差,当上层触媒正在大量出水时,下段触媒还未或刚进入还原初期,这样可使下层触媒不致反复氧化还原,影响还原后的活性,因此分层还原更能有效地确保触媒还原的质量。
C、利用上层己还原触媒的合成氨反应热、弥补电炉功率的不足,完成下部触媒的升温还原。
6、触媒的分层还原操作①升温期(常温~380℃)此阶段触媒热点由室温升至380℃,升温速率40~45℃/h,热点控制在一层,底部温度<280℃,触媒热点温度达到350℃时,升温速率降至20~30℃/h。
当水冷器出口气体温度达40℃开冷却水。
压力控制在5.0MPa,循环量不宜太大,应根据触媒层顶底温差调整循环量,冷激阀和冷管阀关闭。
热点300℃左右,排放物理水(作好记录,不计入出水总量中),当触媒温度升至350℃以上时,开始还原出水,此时要及时降低氨冷温度,排放出水。
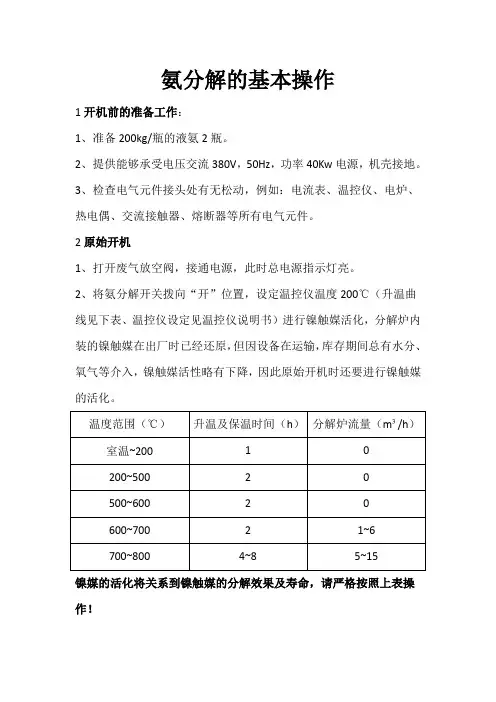
氨分解的基本操作1开机前的准备工作:1、准备200kg/瓶的液氨2瓶。
2、提供能够承受电压交流380V,50Hz,功率40Kw电源,机壳接地。
3、检查电气元件接头处有无松动,例如:电流表、温控仪、电炉、热电偶、交流接触器、熔断器等所有电气元件。
2原始开机1、打开废气放空阀,接通电源,此时总电源指示灯亮。
2、将氨分解开关拨向“开”位置,设定温控仪温度200℃(升温曲线见下表、温控仪设定见温控仪说明书)进行镍触媒活化,分解炉内装的镍触媒在出厂时已经还原,但因设备在运输,库存期间总有水分、氧气等介入,镍触媒活性略有下降,因此原始开机时还要进行镍触媒的活化。
镍媒的活化将关系到镍触媒的分解效果及寿命,请严格按照上表操作!样气检验:可用化学分析或经验方法,其中经验方法是从放空口嗅不到明显的氨臭味或观察分解气燃烧时,火焰呈橙色,若符合上述现象则分解气合格。
3、干燥器内5A分子筛活化再生:氨分解开车正常后,取小部分合格的氢、氮混合气送入干燥器Ⅱ,吸附干燥其中的水分、残氨(处低负荷工作),利用这部分气体来加热冲洗干燥器Ⅰ中的5A分子筛,此时干燥器升温选择开关拨向Ⅰ组,这部分气体经“再生Ⅰ出”阀放空。
具体操作如下:打开阀“工作Ⅱ进”、“工作Ⅱ出”、“再生Ⅰ进”、“再生Ⅰ出”,并调节再生流量处于3m³/h。
将干燥器升温选择开关拨向Ⅰ组,其升温过程如下。
4、干燥器Ⅰ活化(再生)结束后,所有阀门不变,只需关掉Ⅰ组的加热开关,就可继续用干燥器Ⅱ纯化的小气量吹冷干燥器Ⅰ至室温(也可让Ⅰ组干燥器自然冷却至室温):然后关闭“工作Ⅱ进”、“工作Ⅱ出”、“再生Ⅰ进”、“再生Ⅰ出”,Ⅰ组干燥器即可正常工作。
5、Ⅱ组干燥器再生活化步骤与Ⅰ组相同,但阀门相应变为“工作Ⅰ进”、“工作Ⅰ出”、“再生Ⅱ进”、“再生Ⅱ出”。
3正常开机:氨分解部分:1、打开废气放空阀,接通电源,此时总电源指示灯亮。
2、将氨分解开关拨向“开”位置,设定温度仪温度200℃,分解炉自动升温,待温度升至200℃时,保温1小时,再设定温控仪温度400℃,分解炉自动升温,待温度升至400℃时,保温1小时,再设定温控仪温度600℃,分解炉自动升温,待温度升至600℃时,保温1小时,再设定温控仪温度800℃,分解炉自动升温,待温度升至800℃时,保温半小时,打开进氨阀,调节减压阀压力,略开打压力阀(减压阀逆时针减下,顺时针增大),观察废气放空口,有气流出,将该放空口的放空管放入水中,注意水泡产生现象,此时,温控仪的温度会慢慢下降,为正常现象。
氨分解说明书第一部分氨分解部分一、化工原理:1摩尔氨气在一定的压力和温度及镍触媒催化作用下可分解为1.5摩尔的氢气和0.5摩尔的氮气并吸收一定的热量。
气化学方程式如下。
2NH3→3H2+N2-Q二、氨分解制氢的优点:用此法制得的气体是一种良好的保护气,可以广泛的应用于半导体工业,冶金工业及需要保护气氛的其他工业中。
氨分解制取保护气体在工业上是很容易实现的,这是因为1、氨易分解,压力不高,在触媒催化作用下,温度控制在800~850度时,氨可大部分分解。
2、气体精炼容易:作为原料的液态氨纯度很高,其中挥发性杂质只有溶解在液氨中的少量惰性气体和水分,几乎不含氧,同时,在此条件下,氨分解是不可逆的,由此可见,氨分解后采取适当的方法就可除去少量水分得到精制的氢氮混合气。
3、在我国,原料氨容易得到。
价位低廉,而且分解氨耗电比较少。
三、工艺流程:氨瓶中氨经过氨阀控制后通过气化器气化,进入热交换器与分解气进行热交换后送入分解炉,分解炉内装有活化过的镍触媒,在800~850度下氨分解成氢,氮混合气体,分解后的高温混合气体进入热交换器内与气态氨进行热交换,此时分解气降温,同时气态氨回收热量并升温,热交换后的分解气经冷凝器冷却后送往干燥气四、技术指标:1、额定产气量:50立方米/小时2、气体纯度露点≤-103、分解炉操作温度800~850˚C4、分解炉额定功率45kw1)2)格,活化完成,设备就可以正常使用了。
2、正常运转:1)接通电源,温度在800~850˚C为操作温度,温度已处于自动控制。
2)通氨放空:打开放空阀,然后慢慢打开进氨阀,使氨进入分解炉,约放空半小时。
3)正常送气:约放空半小时后,经样气检验合格后,即可打开分解气阀,向使用点送出合格分解气,并关闭放空阀,分解炉进入稳定运转状态。
4)停车:切断电源后先关进氨阀后再关分解气阀。
2日常维护:1)经常检查并消除泡,冒,点,漏,使设备处于完好状态。
2)经常检查自动温度控制仪,严防温控仪失灵。
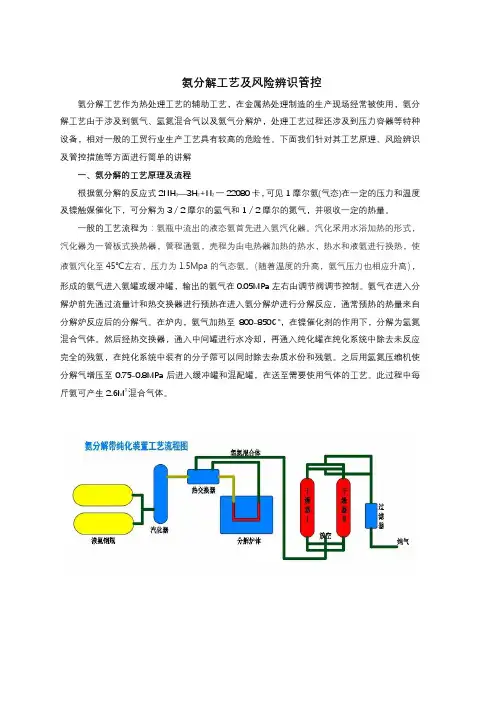
氨分解工艺及风险辨识管控氨分解工艺作为热处理工艺的辅助工艺,在金属热处理制造的生产现场经常被使用,氨分解工艺由于涉及到氨气、氢氮混合气以及氨气分解炉,处理工艺过程还涉及到压力容器等特种设备,相对一般的工贸行业生产工艺具有较高的危险性。
下面我们针对其工艺原理、风险辨识及管控措施等方面进行简单的讲解一、氨分解的工艺原理及流程根据氨分解的反应式2NH3—3H2+N2一22080卡,可见1摩尔氨(气态)在一定的压力和温度及镍触媒催化下,可分解为3/2摩尔的氢气和1/2摩尔的氮气,并吸收一定的热量。
一般的工艺流程为:氨瓶中流出的液态氨首先进入氨汽化器。
汽化采用水浴加热的形式,汽化器为一管板式换热器,管程通氨,壳程为由电热器加热的热水,热水和液氨进行换热,使液氨汽化至45℃左右,压力为1.5Mpa的气态氨。
(随着温度的升高,氨气压力也相应升高),形成的氨气进入氨罐或缓冲罐,输出的氨气在0.05MPa左右由调节阀调节控制。
氨气在进入分解炉前先通过流量计和热交换器进行预热在进入氨分解炉进行分解反应,通常预热的热量来自分解炉反应后的分解气。
在炉内,氨气加热至800-850℃,在镍催化剂的作用下,分解为氢氮混合气体。
然后经热交换器,通入中间罐进行水冷却,再通入纯化罐在纯化系统中除去未反应完全的残氨,在纯化系统中装有的分子筛可以同时除去杂质水份和残氨。
之后用氢氮压缩机使分解气增压至0.75-0.8MPa后进入缓冲罐和混配罐,在送至需要使用气体的工艺。
此过程中每斤氨可产生2.6M3混合气体。
二、氨分解风险辨识1、物料的风险液氨、氨气:氨气是一种无色透明而具有刺激性气味的气体。
极易溶于水,水溶液呈碱性。
相对密度0.60(空气=1)。
气氨加压到0.7~0.8MPa时就变成液氨,同时放出大量的热,相反液态氨蒸发时要吸收大量的热,所以氨可作制冷剂,接触液氨可引起严重冻伤。
氨与空气混合到一定比例时,遇明火能引起爆炸,其爆炸极限为15.7%~27.4%。
氨分解炉基本知识1、氨分解炉工艺氨槽--过滤器--汽化器(电加热)--中间缓冲罐--减压系统(有美国进口减压阀,调节压力)--氨分解炉(氨阀--热交换器《套管》--炉胆--热交换器《套管》--水冷却器)--氨分解炉纯化。
2、分解炉是什么形状炉胆250立方是圆形梅花状炉胆,直径108不锈钢管材质是Cr25Ni20(310S 也俗称2520)直径108毫米的管子1.5米可以产10立方氨分解气,内装四川西南化工院的Z204型号镍触媒(形状圆柱体直径19*高19*内径9毫米)250立方炉胆一般装250*1.2=300公斤镍触媒 500立方纯化一般装500*1.2*2=600公斤分子筛镍触媒一般市场价格120元/公斤分子筛(进口美国UOP)45元/公斤3、镍触媒分子筛一般多久更换镍触媒一般3年以上分子筛一般2。
5年以上。
氨分解炉部分露点-10度残氨0.1%纯化后露点 -60度残氨3ppm4、炉子是几区加热250立方氨分解炉可控硅控制双区加热电阻丝是扁带材质Cr20Ni80(俗称2080)上海合金厂的电阻丝盘绕在圆形炉体四周5、炉子功率多少氨分解炉额定功率250KW 氨分解炉工作温度800-850度之间一般调在820度6、纯化怎么工作纯化我们是1和2组切换工作,工作温度常温,一般我们建议厂家24小时切换一次切换后把另一组塔再生(意思是加热,加热温度350度 8-10小时再生流量计开到总气量的10% 时间到后关闭电源和再生阀门, 500立方需要开到50立方,所以一般500立方氨分解炉实际只能用到450立方)备注:如果氨分解炉保温的时候一定要把排污阀打开。
不打开炉子里面的压力会升高。
有安全隐患,这部分你可以说我们调试人员在调试的时候会详细给你们培训。
氨分解操作规程一、氨分解工艺流程从洗蒸氨工段送来的氨气,由氨分解炉顶部进入炉内,在高温状态下,通过分解炉催化层,分解为N2和H2。
炉内温度由燃烧煤气来实现,从回炉煤气送来的煤气经煤气鼓风机加压后送至分解炉顶部。
空气经空气鼓风机加压,并在空气预热器用蒸汽预热至约130℃后入分解炉顶部与煤气混合燃烧,放出热量,同时产生燃烧废气。
分解炉产生的约1100℃的高温尾气首先通过废热锅炉冷却到约280℃,回收的热量产生0.5Mpa蒸汽,尾气由废热锅炉出来后,经锅炉水预热器、分解气冷却器进一步冷却,冷却后的气体并入回炉煤气管网。
二、工艺参数指标温度:1.氨分解炉炉膛温度:1100℃(设计最大值)2.出炉膛分解气温度:1000℃(设计最大值)3.出界区分解气温度:36℃压力:1.空气压力:10.8Kpa(暂定)2.煤气压力:10.8 Kpa(暂定)3.氨气压力:10 Kpa4.汽包压力:0.5 MPa流量:1.空气流量:750m3/h(暂定)2.煤气流量:150 m3/h(暂定)报警参数:1.可对煤气压力低于1Kpa时进行报警(第一个报警灯)2.可监视火焰状况(第2、3、4个报警灯其中一个灯亮则火焰着)熄火连锁:煤气压力低于1Kpa,火焰灭则煤气自动放散。
三、岗位职责1、负责锅炉槽软水泵的生产操作,与中控室配合,保证废热锅炉汽包液位正常。
2、负责煤气风机和空气风机的正常操作,如有异常,及时排出并向领导汇报。
3、负责备用煤气、空气风机的盘车,检查备用风机的情况,做到随时可以启动,有问题及时汇报。
4、负责各工艺参数符合技术要求,及时正常调节。
5、负责锅炉水槽的生产正常操作,保证水处理槽液位正常。
6、负责本岗位所属设备的维护保养和环境卫生。
四、岗位操作(一)开车1、接到试车指令后,关废热锅炉尾气电动调节阀DN200,打开尾气放散阀DN200.2、打开现场煤气管道上排液管,放掉冷凝液,然后关闭。
3、听从指挥,按规程启动空气风机及其预热器。
氨分解原理
氨分解是指将氨气(NH3)分解为氮气(N2)和水蒸气
(H2O)的化学反应。
这个反应通常通过通过加热或使用催化剂来促进。
一般来说,氨分解是一个放热反应,需要提供能量来启动反应。
在氨分解中,氨气分子发生分裂,生成两个氨基自由基
(NH2)。
这些自由基通常会进一步与另一个氨分子反应,形成氨气和氮气。
反应的化学方程式可以表示为:
2NH3 -> N2 + 3H2
氨分解反应的温度通常在400到900摄氏度之间。
较高的温度可以加快反应速度,但同时也会增加能量的消耗。
一些催化剂,如钼、铁、镍等,可以降低反应的活化能,使反应在较低的温度下进行。
氨分解有许多应用,其中最重要的是生产氢气。
氢气是一种重要的工业原料,被广泛用于氨合成、加氢裂化和氢化反应等化学过程。
因此,氨分解是制备氢气的重要方法之一。
总结起来,氨分解是将氨气分解为氮气和水蒸气的化学反应。
它需要提供能量来启动反应,并通过加热或使用催化剂来促进。
氨分解是制备氢气的重要方法之一。
氨气热解还原法氨气热解还原法,是一种重要的化学工艺,广泛应用于工业领域。
该法通过在高温条件下将氨气分解,产生氮气和氢气,具有广泛的应用,尤其是在氢气生产和氮气获取领域。
本文将探讨氨气热解还原法的原理、工艺流程、应用领域以及环境影响。
**原理**氨气热解还原法的原理基于氨气(NH3)分子的分解反应。
这个反应可以用以下方程式表示:NH3 → 1/2N2 + 3/2H2这个反应表明,当氨气在高温条件下分解时,生成氮气和氢气。
这是一种高度放热的反应,需要提供足够的能量以维持反应的进行。
通常,这种能量是通过高温加热来提供的。
**工艺流程**氨气热解还原法的工艺流程通常包括以下步骤:1. *氨气供应*:纯度高的氨气被输送到反应器中。
2. *高温反应*:氨气在高温下进入反应器,通过加热触发气体的分解反应。
3. *分离和回收*:生成的氮气和氢气分离并回收。
这可以通过冷却和压缩来实现。
4. *废气处理*:废气中可能包含一些未反应的氨气和其他杂质。
这些废气需要进行处理,以确保环保和安全。
**应用领域**氨气热解还原法在许多工业领域都有广泛的应用,包括:1. *氢气生产*:氢气是一种重要的工业气体,用于许多化学过程和能源生产。
氨气热解还原法是一种重要的氢气生产方法之一。
2. *氮气获取*:氮气在食品包装、半导体制造和许多其他应用中都有重要作用。
通过氨气热解还原法,可以获得高纯度的氮气。
3. *铁矿石还原*:氨气热解还原法还可以用于铁矿石还原,产生高纯度的铁。
4. *氢能源生产*:氢能源作为清洁能源的重要代表,氨气热解还原法有望在未来的氢能源生产中发挥更大的作用。
**环境影响**尽管氨气热解还原法在工业领域有广泛应用,但它也伴随着一些环境影响。
这些影响包括:1. *废气排放*:废气中可能包含未反应的氨气和其他污染物,需要经过处理以符合环保标准。
2. *能源消耗*:高温反应需要大量能量供应,这可能涉及燃煤或其他化石燃料,导致二氧化碳排放。
氨分解的基本操作1开机前的准备工作:1、准备200kg/瓶的液氨2瓶。
2、提供能够承受电压交流380V,50Hz,功率40Kw电源,机壳接地。
3、检查电气元件接头处有无松动,例如:电流表、温控仪、电炉、热电偶、交流接触器、熔断器等所有电气元件。
2原始开机1、打开废气放空阀,接通电源,此时总电源指示灯亮。
2、将氨分解开关拨向“开”位置,设定温控仪温度200℃(升温曲线见下表、温控仪设定见温控仪说明书)进行镍触媒活化,分解炉内装的镍触媒在出厂时已经还原,但因设备在运输,库存期间总有水分、氧气等介入,镍触媒活性略有下降,因此原始开机时还要进行镍触媒的活化。
镍媒的活化将关系到镍触媒的分解效果及寿命,请严格按照上表操作!样气检验:可用化学分析或经验方法,其中经验方法是从放空口嗅不到明显的氨臭味或观察分解气燃烧时,火焰呈橙色,若符合上述现象则分解气合格。
3、干燥器内5A分子筛活化再生:氨分解开车正常后,取小部分合格的氢、氮混合气送入干燥器Ⅱ,吸附干燥其中的水分、残氨(处低负荷工作),利用这部分气体来加热冲洗干燥器Ⅰ中的5A分子筛,此时干燥器升温选择开关拨向Ⅰ组,这部分气体经“再生Ⅰ出”阀放空。
具体操作如下:打开阀“工作Ⅱ进”、“工作Ⅱ出”、“再生Ⅰ进”、“再生Ⅰ出”,并调节再生流量处于3m³/h。
将干燥器升温选择开关拨向Ⅰ组,其升温过程如下。
4、干燥器Ⅰ活化(再生)结束后,所有阀门不变,只需关掉Ⅰ组的加热开关,就可继续用干燥器Ⅱ纯化的小气量吹冷干燥器Ⅰ至室温(也可让Ⅰ组干燥器自然冷却至室温):然后关闭“工作Ⅱ进”、“工作Ⅱ出”、“再生Ⅰ进”、“再生Ⅰ出”,Ⅰ组干燥器即可正常工作。
5、Ⅱ组干燥器再生活化步骤与Ⅰ组相同,但阀门相应变为“工作Ⅰ进”、“工作Ⅰ出”、“再生Ⅱ进”、“再生Ⅱ出”。
3正常开机:氨分解部分:1、打开废气放空阀,接通电源,此时总电源指示灯亮。
2、将氨分解开关拨向“开”位置,设定温度仪温度200℃,分解炉自动升温,待温度升至200℃时,保温1小时,再设定温控仪温度400℃,分解炉自动升温,待温度升至400℃时,保温1小时,再设定温控仪温度600℃,分解炉自动升温,待温度升至600℃时,保温1小时,再设定温控仪温度800℃,分解炉自动升温,待温度升至800℃时,保温半小时,打开进氨阀,调节减压阀压力,略开打压力阀(减压阀逆时针减下,顺时针增大),观察废气放空口,有气流出,将该放空口的放空管放入水中,注意水泡产生现象,此时,温控仪的温度会慢慢下降,为正常现象。
★★★★★>氨分解工作原理:1摩尔氨(气态)在一定的压力和温度及镣触媒催化作用下,可分解为3/2摩尔的氢气和1/2摩尔的氮气,并吸收一定的热量。
其化学方程式如下:2NH3JffiML3H2 +N2-Q分解后的氢、氮混合气利用变温吸附再生的原理,经13X分子筛床吸附其中的水分及残氨,并保持其性质不变,从而达到干燥纯化的目的,而13X分子筛经加热,用纯化气冲洗、解吸被分子筛吸附的水分、残氨,从而达到再生重复使用的目的。
>氨分解制氢的优点:用此法制得的气体是一种良好的保护气体,可以广泛地应用于半导体工业,冶金工业,以及需用保护气氛的其它工业和科学研究中。
氨分解制取保护气体,在工业上是很容易实现的,这是因为:1、氨易分解:分解压力不高,在催化剂作用下,温度控制在750-800°C时氨可大部分解,其分解率可达99. 9%。
2、气体精制容易:作为原料的液态氨,纯度是很高的,其中挥发性杂质只有溶解在液氨中的少量惰性气体和水分,儿乎不含氧,同时,在此条件下,氨分解是不可逆的。
由此可见,氨分解后气体经13X分子筛床吸附可除去其中的水分,其露点达-60°C,残氨小于5PPm 即为精制的氢氮混合气,这样可以实现半导体工业上所不希望存在的有害的非金属元素。
如:氯和氧。
3、在我国,原料液氨容易得到,价格低廉,而且原料消耗也比较少(每公斤氨可产生2.5皿3混合气体)。
氨分解工艺流程:液态氨经减压后经过汽化器汽化成气态氨(汽化器外层水套里有50°C循环水),汽化好的高压气氨再经过汽化器后级减压,然后送往热交换器进入分解炉,分解炉内装有活化过的镣触煤,在750°C~800°C温度下进行分解,分解后高温气体在热交换器内与气态氨进行热交换,此时分解气降温,气氨回收热量并升温后进入分解炉分解,热交换后的分解气进入除氧器进一步除掉微量氧,然后在冷却器内冷却后,进入干燥器(13X分子筛床)除去残余水分及其它杂质。
氨分解说明书第一部分氨分解部分化工原理:1摩尔氨气在一定的压力和温度及镍触媒催化作用下可分解为 1.5 摩尔的氢气和0.5 摩尔的氮气并吸收一定的热量。
气化学方程式如下。
2NH3—3H2+N2-Q二、氨分解制氢的优点:用此法制得的气体是一种良好的保护气,可以广泛的应用于半导体工业,冶金工业及需要保护气氛的其他工业中。
氨分解制取保护气体在工业上是很容易实现的,这是因为1、氨易分解,压力不高,在触媒催化作用下,温度控制在800~850 度时,氨可大部分分解。
2、气体精炼容易:作为原料的液态氨纯度很高,其中挥发性杂质只有溶解在液氨中的少量惰性气体和水分,几乎不含氧,同时,在此条件下,氨分解是不可逆的,由此可见,氨分解后采取适当的方法就可除去少量水分得到精制的氢氮混合气。
3、在我国,原料氨容易得到。
价位低廉,而且分解氨耗电比较少。
三、工艺流程:氨瓶中氨经过氨阀控制后通过气化器气化,进入热交换器与分解气进行热交换后送入分解炉,分解炉内装有活化过的镍触媒,在800~850 度下氨分解成氢,氮混合气体,分解后的高温混合气体进入热交换器内与气态氨进行热交换,此时分解气降温,同时气态氨回收热量并升温,热交换后的分解气经冷凝器冷却后送往干燥气四、技术指标:1、额定产气量:2、气体纯度3、分解炉操作温度4、分解炉额定功率50 立方米/小时露点<-10800~850?C5、 额定氨耗6、 冷却耗量7、 电源8>设备总重 五、操作方法:1、原始开车:1) 仔细阅读使用说明书,熟悉设备的原理和构造。
2) 检査气,电各系统是否通畅,消除泡,冒,点,漏,并接通电源。
3) 银触媒的活化:分解炉内装的银触媒在出厂时己经还原,但因设备在运输, 库存期间总有水分,氧气等介入,触媒活性略有下降,因此原始开车时要进 行触媒的活化。
触媒活化操作如下:接通电源,设备开始升温,此时打开放空阀并检査设备内气体因受热膨胀有否放空,升温至500-600°C 时,通入少量气氨进行充压,置换,并进行不完全氨分解,因氨分解是吸热反应,从而达到控制分解炉的升温速度,防止因升温速度过快而损坏设备,在活化过程中,通氨量与升温过程如下:4)样气检验:可用化学分析或经验方法,其中经验方法为:从放空口嗅不到明 20kg/h 2.5立方米/小时 50Hz 380V显的氨臭味或观察分解气燃烧时火焰呈橙色,若符合上述现象则分解气合2)格,活化完成,设备就可以正常使用了。
氨的分解温度
氨是一种无色、有刺激性气味的气体,它可以通过热分解产生氮气和氢气。
氨的分解温度受到多种因素的影响,下面将对这些因素进行讨论。
首先,氨的分解温度与反应条件有关。
一般来说,在高温和高压的条件下,氨的分解温度会升高。
因此,如果想要降低氨的分解温度,可以采取降低反应温度和压力的方法。
其次,氨的分解温度还与催化剂的种类和使用方式有关。
在一些特定的催化剂的作用下,氨的分解温度可以明显降低。
此外,催化剂的使用方式也会影响氨的分解温度。
例如,将催化剂放置在氨反应的管道中,可以使氨分解的温度下降。
第三,氨的分解温度还与气体的组成有关。
通过向氨气体中加入其他气体,可以影响氨的分解温度。
例如,将一些与氮气和氢气相似的气体加入到氨气体中,可以降低氨的分解温度。
最后,氨的分解温度还与通过电解化学反应得到氢气的方式相关。
一些特定的电化学反应可以使氨的分解温度明显下降,从而提高氢气的生成效率。
总之,氨的分解温度是一个复杂且多因素的问题,需要综合考虑多种因素的影响。
通过采取不同的方法,可以有效地降低氨的分解温度,并提高氨的分解效率。
我们相信,随着科技的不断进步,氨的分解技术将会得到更加广泛的应用,为人类的发展和进步贡献更大的力量。
停机冲氮:在中短期停机时,可在设备降至常温时关闭放空口,打开氮气进口,将设 备进行氮气保压,保压压力约0.1Mpa 。
停机保温:在短暂停机时,可在设备温度降至500℃进行保温,缩短下次开机时间。
异常处理:氨分解炉胆腐蚀穿透,会出现炉顶部着火,此时首先断开电源并关闭出气口与进氨阀,然后开启放空口及氮气吹扫口,即可灭火。
初次使用、停机超过2周 氨分解开机之镍触媒活化程序---------26小时
炉膛温度变化区间
(℃) 温度设定(℃) 活化开机(小时)
进氨流量(额定气量%)
烘炉过程排水要求
镍触媒活化开机注意事
项
常温~100 100 1 0 每隔1小
时开启针
型阀排水
镍触媒初次活化对镍触
媒催化性能激活特别重
要,500~700℃通氨活化
是至为重要;快速升温以及
不通氨无法保证镍触媒完
全活化。
100~200 200 2 0 200~300 300 2.5 0 300~400 400 3 0 400~500 500 3.5 0
500~600 600 6 10% 每隔15分钟开启针型阀排水闻氨味
600~700 700 4 20% 700~750 750 2 40% 750~800
800
2
100%
短期停机(停机不超过2周) 氨分解开机之镍触媒活化程序--------18小时
炉膛温度变化区间
(℃) 温度设定(℃) 活化开机(小时)
进氨流量(额定气量%)
烘炉过程
排水检查
开机注意事项
常温~200 100 1 0
在升温和
通氨时,开
启针型阀发
现有水排
出,重新活
化开机
开机前检查氨分解加热
电流三相是否平衡,加热控制及温度是否正常 200~400 200 2 0
400~500 300 3 0
500~600 600 6 10%
600~700 700 3 20%
700~750 750 2 40% 750~800
800
1
100%。