齐鲁第四硫磺装置开工运行总结
- 格式:pdf
- 大小:178.54 KB
- 文档页数:9
技术总结论文尊敬的领导;我叫谢升,1993年6月1日进厂,现在是润泽化工硫磺车间的职工。
在工作岗位干过外操和内操,自参加工作以来,无论在哪个岗位,我一直都是兢兢业业,任劳任怨,尽到了一个职工的本分,为公司的发展壮大做出了应有的努力和贡献。
一.以往所有的主要工作:1.我一直积极主动的学习和传达集团及公司各种会议精神,在“感恩,忠诚,进取,提高,奉献”和“学齐鲁,看行动”教育的基础上,大力开展“我的职业梦”大讨论活动,用身边和现实中的事对员工进行“现身说法”起到了比较好的效果。
2.操作方面(1)精心组织,积极解决装置实际问题。
做好安全生产的保障工作,确保装置平稳生产。
润泽硫磺制硫鼓风机是装置的主要设备之一,润泽开工期间电机轴承温度经常超过设计指标,影响装置的正常安全平稳运行,经过车间联系厂家和厂家的现场确定为电机问题,并积极协调厂家返厂维修,对电机做出更换处理,解决了困扰车间正常的难题。
润泽硫磺车间开工初期酸性水汽提老是不稳,在经过车间领导与洛阳设计院的沟通,和以往实际操作经验判断是现场除油器排油不畅,导致轻污油进入汽提塔,造成酸性水汽提冲塔,经过把除油器自动切除技改为手动除油后解决了操作的技术难题。
对润泽开工初期处理的工作中如联系机修维修几泵18台次,联系维修仪表23次。
火炬施工中存在漏项,火炬点火器电缆线烧坏,联系厂家维修,更换新电缆线及绝缘端子。
气柜压缩机老是自停,由于设计缺陷已现场技改处理等等…….(2)日常积极主动做好设备维护,保养工作①.对装置区所以运转机泵全面置换润滑油2次,四台风机置换润滑油2次,气柜压缩机多次置换柴油和润滑油。
②机泵切换操作3次,定在每月的1号进行切换。
抽检压力表3块,更换新仪表5块。
③对易腐蚀泄漏的管线定期巡检,并处理酸性气漏点几次,④对四台风机入口过滤网分别进行清理,解决风机不上量的问题。
⑤制硫炉局部过热点加强测温,并采取蒸汽降温措施,每班测温两次分别做好记录,看好温度变化情况,温度过高及时通知车间,用蒸汽吹扫降温。
加氢装置开车工作总结按照公司油化工开车计划安排,加氢预处理车间加氢装置和污水汽提装置于9 月 4 日投料开车,在公司各级领导的科学指导下,在车间精心组织下,在全体员工共同努力下,到目前以运行半个月,实现本次开车一次成功和安全零事故目标。
通过这次开车,不但提升了公司的盈利能力,使油化工有望成为集团公司新的经济增长亮点,而且使员工,对装置的认识理解有了质的飞跃,实践操作能力了有效的提高,对操作中如何准确的判断存在的问题,及时的处理,积累了大量的操作经验。
但是装置运行还存在着不少的差距,也暴露了许多的不足之处。
针对此次开工,结合实际,进行总结,对进一步积累经验,优化操作,力争实现效益最大化都具有重要作用。
现将开车以来装置运行情况总结如下:1、装置运行的基本情况:加氢装置自9 月 4 日引氢、引油投料,9 月 5 日23:23分产出合格柴油,截止9 月18 日共处理原料油17004 吨,产精制柴油12858 吨,精制石脑油2762 吨,轻污油137.37吨,装置液体收率92.6%;各类消耗:新鲜水362.4 吨,单耗0.021吨/吨,I.OMPa蒸汽1143.8吨,单耗0.067吨/吨,电耗726085KWh,单耗42.7KWh/吨,燃料气247834NM3,单耗14.58NM3/吨,氢气1799926NM3单耗105.85 NM 3/吨。
可分为三个阶段,其中9 月4 日到9 月6 日为装置开车阶段,顺利开车并生产出合格产品;9 月8 日至9 月10 日因原料油、燃料供应不足装置装置轻负荷运行,并于9 月8 日改循环,9 月9 日6:00 停车,17:10 分馏短循环, 1 9:40加热炉点火,23:00 系统改不合格线。
9 月10 日以后装置生产逐步转入正常,装置最高日处理量 2 1 1 8吨,最高小时处理量90 吨,分别达到设计能力的88.25%和90%。
2、扎实做好开车前的组织、技术准备工作车间成立了开工领导小组,编制开工操作规程,制定开工操作票,并多次组织员工进行讨论学习,不断地完善,使每个员工都能懂得车间的开车思路,在交流中相互的提高;多次的进行开工前的全面大检查工作,对工艺管线、设备、安全、环保、各系统的联锁等进行三查四定,对前段时间加氢装置预硫化过程中存在的问题,进行技改,同时,对加氢装置高压临氢系统探伤出现问题部位进行修复,装置的本质安全得到了进一步提高;强化员工的业务知识培训,熟练掌握开车方案,岗位操作法等基本操作技能,特别是针对年前加热炉的烘炉、催化剂的干燥及预硫化过程中积累的经验进行交流,实践操作存在的问题再次的进行学习,班组之间达成的共识,规范操作行为,以利于提高员工的操作技能,使员工能够规范、稳定、快速、高效的处理操作中的问题;强化安全教育提高员工安全意识与安全技能,每天早来迟走学习炼化安全知识,以班组为单位,进行多轮次事故预案的演练。
40万吨/年汽油加氢脱硫装置开工运行总结张超群崔昕宇重整加氢车间一、装置概况中国石油玉门油田公司炼油化工总厂40万吨/年汽油加氢装置,采用中国石油化工研究院研发的DSO技术,运用低压固定床工艺,以催化汽油为原料,对催化汽油进行预加氢、加氢精制和加氢改质,以改善汽油产品质量,满足全厂调和生产国Ⅳ汽油产品的需求,并为满足全厂调和生产国Ⅴ汽油产品打下基础。
根据玉门炼化总厂催化汽油的生产情况,本装置预加氢部分设计规模为40万吨/年,操作弹性为60%~110%,设计年开工时间8400h。
玉门炼化总厂40万吨/年汽油加氢装置由中国石油华东勘察设计院EPC项目总承包,于2013年9月28日装置建成中交,炼化总厂从9月29日开始组织装置投料试车。
二、开工情况1、非临氢系统主要开工过程:9月29日至10月4日进行分馏、稳定系统吹扫;10月5日至7日原料脱砷、分馏、稳定系统试压;10月8日至9日单机试运后水联运;10月10日至11日冷油联运;10月12日热油联运,带分馏塔底循环加热炉烘炉。
10月16日分馏系统冲压至操作压力0.7MPa、稳定系统冲压至操作压力0.9MPa,气密结束。
10月18日E-1205密封面整改完毕,稳定塔冲压做气密。
10月19日分馏塔底再沸炉烘炉完毕。
10月22日18:00装置广播对讲系统调试完毕。
10月23日至30日进行非临氢系统检查,并对发现问题及时整改。
2、临氢系统主要开工过程:9月28日至10月2日临氢系统爆破吹扫;10月3日至5日临氢氮气置换,系统1.0MPa氮气气密、试压、整改漏点,并进行新氢压缩机、循环氢压缩机试运;10月6日至9日临氢系统2.2MPa 氮气气密、试压、整改漏点;10月9日至13日加氢脱硫产物加热炉烘炉、反应系统升温干燥;10月13日至15日,各反应器催化剂的装填完毕;10月16日脱砷剂装填完毕。
10月17日20:00启动循环氢压缩机,预加氢催化剂、加氢脱硫催化剂开始干燥;10月20日19:50,预加氢催化剂和加氢脱硫催化剂干燥结束;10月21日8:20,开始干燥后处理催化剂;10月22日22:30,后处理催化剂干燥结束;10月23日8:30,开始脱砷剂干燥;10月24日15:30 脱砷剂干燥结束;10月25日至28日,装置所有工艺联锁逻辑回路调试完毕。
齐鲁石化硫化氢中毒事件反思齐鲁石化公司从今年3月份起,开始加工来自胜利油田的高硫高酸原油,日加工量达到1万吨以上。
胜利孤岛高硫高酸原油是世界上最差的原油品种之一,高酸、高硫造成设备腐蚀加剧,炼油流程中硫化氢含量大幅增加,防止有毒气体泄漏、中毒事故使安全生产难度大大增加。
为此,齐鲁石化在不断优化炼油生产的过程中,重点对硫化氢进行安全监控,确保万无一失。
加强防范,提高应对硫化氢中毒事故能力。
齐鲁石化针对加工高硫高酸原油的情况,修订完善了《加工高硫高酸原油安全管理规定》和《防止硫化氢中毒安全管理规定》,绘制出硫化氢浓度现场分布图,加大了对含硫污水、气体以及易腐蚀设备的监控频率。
为确保现场操作人员的人身安全,齐鲁炼油厂增加了现场置放硫化氢报警仪器装备数量,目前有固定式硫化氢报警器109台,便携式硫化氢报警器和复合式气体报警器36台,要求工艺操作和设备维护人员进入生产现场必须佩带便携式硫化氢报警器,并做到至少两人同行。
同时在职工中进行全方位的硫化氢中毒教育培训,制定了切实可行的事故应急预案,组织职工认真进行演练,增强了安全防护意识和防护能力。
加大科技攻关和设备管理力度,从源头上制止硫化氢中毒事故的发生。
一是在600万吨高硫高酸原油技术改造初步设计中,提出了硫化氢在工艺处理、环境保护、安全检测、安全防护等方面的解决方案,其中富含硫化氢的溶剂集中再生方案已经通过论证,即将分步组织实施。
二是加强工艺防腐和设备防腐的技术管理力度,每月组织召开一次全厂的防腐工作会议,及时总结防腐工作的经验,找出存在的问题,制定对策措施。
同时加大了防腐监测力度,组织开展了有计划的腐蚀研究、测厚检查工作,基本完成了所有硫化氢管线的检测工作。
三是搞好设备完整性安全研究,实施预知检测,科学检修。
齐鲁炼油厂与青岛安全工程研究院共同开展了“加氢裂化装置设备完整性管理技术研究”的科研项目。
目前,该项目已完成设备项划分、物流分析、腐蚀机理分析和初步的计算工作。
硫回收优化运行改造总结针对克劳斯硫回收尾气中含硫量大、克劳斯反应器转化率低、后系统带硫严重等问题,制定了专门的改造方案并实施了改造,對改造时间节点和改造内容进行了详细地阐述。
通过改造前后的一些相关数据对比,确定此次改造达到了预期的目的。
标签:硫回收;克劳斯;捕集器;预热器;改造;出口总硫1 前言兖矿鲁南化工有限公司有两套硫回收装置,东西厂区各一套,均为克劳斯法硫回收装置。
由于克劳斯装置本身的转化率有限,加之普通捕集器及分离器捕集或分离效果不好,很容易导致液硫带入后系统,增加后系统负荷的同时,也造成了硫磺的浪费。
2 改造前的状况改造前硫回收后系统带硫严重,正常生产时,一、二、三级冷凝器西侧捕集器捕集效果不好,导致液硫带入后系统,造成克劳斯转化率降低、烟囱内部堆积硫磺、烟囱尾气中二氧化硫含量较高等问题。
另外,二级克劳斯反应器入口温度控制是酸性气炉分流部分高温高硫气体控制温度,该高温气体中硫含量高,影响克劳斯反应器的转化率,增大了烟囱尾气中二氧化硫含量。
3 改造时间2016年7月召开硫回收优化运行相关会议,7月8日完成硫回收优化运行改造方案的编制并通过签字审批。
8月份:硫回收优化改造项目所需的设备已完成招标,材料已进行采购,钢材、法兰、弯头等部分材料已到货。
9月份:硫回收优化改造项目中,除所需的设备厂家正在制造,其余所需的材料均已到货。
10月底,硫回收优化改造项目中所需的三个捕集器、高效分离器以及预热器已制造完成并运至硫回收现场,10月31日,施工单位开始在硫回收界区外进行管道预制和预热器浇注料的铺设。
11月4日9:10硫回收切气开始热态运行,11月7日9:00系统开始加盲板进行改造施工。
11月11日15:00改造项目完成施工,开始抽盲板。
11月12日12:00硫回收点炉升温。
11月14日16:10硫回收系统接气,改造项目投入使用。
4 改造内容为增强液流捕集效果,一、二、三级冷凝器捕集器有卧式改为立式。
1 实习车间概况1.1 概述化工作为工业发展的前提产业,随着经济全球化的发展,与中国面临的压力与挑战的日益增大,化工的发展与清洁化工越来越重要。
作为21世纪的建设者,我们积极参加去中国石化集团齐鲁石化公司胜利炼油厂的实习,以实现理论与实际得结合。
齐鲁石化公司胜利炼油厂连续重整装置采用连续重整工艺,通过原料预处理、重整反应及催化剂连续再生三个工序,把低辛烷值的石脑油变成富含芳烃的高辛烷值汽油组分,重整反应部分采用法国IFP二代超低压连续重整专利技术,只购买专利使用权,由中石化石油化工科学研究院提供设计基础数据,北京设计院作基础设计(工艺包)和工程设计。
采用国产重整催化剂RC-011和国产预加氢催化剂RS-1。
1.2 加氢预处理装置1.2.1装置概况齐鲁石化公司胜利炼油厂加氢裂化装置,装置建设规模为140万t/a (175t/h),装置设计运转周期为8000h(11个月)。
装置由反应、分馏、吸收稳定、气体脱硫及溶剂再生和氢气提纯(PSA)等部分组成。
主要产品是液化气、石脑油、航煤、柴油和尾油,同时副产部分气体。
设计的轻质油品转化率为60%,其中尾油用做蒸汽裂解制乙烯的原料。
随着世界重质原油与含硫(高硫)原油产量增大,炼油厂加工重质、高硫原油的比例越来越大,石油化工原料需求增长强劲,低硫、超低硫清洁燃料生产进程加快,推动了炼油企业装置结构的调整步伐,加氢裂化工艺原料适用性强,生产方案灵活,液体产品收率高,产品质量好,已经成为炼油企业原油二次加工、重油轻质化最重要的加工手段之一。
中国石化齐鲁分公司胜利炼油厂(简称胜炼)1.4 Mt/a加氢裂化装置由中国石化北京设计院设计,属齐鲁乙烯二轮改造重点配套项目,装置采用国产单段双剂串联一次通过工艺,包括反应、分馏、吸收稳定、气体脱硫、溶剂再生及PSA 氢提浓单元。
装置以直馏减压蜡油和焦化蜡油为原料,主要生产石脑油、航煤、柴油和尾油,2001年3月装置一次开车成功。
LS系列催化剂在湛江东兴硫磺回收装置工业应用总结吴潮汉(中国石化湛江东兴石油化工有限公司,广东省湛江市524012)摘要:介绍了LS系列催化剂在中国石化湛江东兴石油化工有限公司20kt/a硫磺回收装置上的工业应用情况。
2021年3月进行了工业标定,标定期间硫磺回收装置整体运行良好。
标定结果表明:在100%运行负荷下,装置各项操作参数均处于技术指标范围内;吸收塔顶净化气中H2S和COS质量浓度均小于20mg/m3;LS系列催化剂活性高,级配合理,克劳斯单元单程总硫转化率均大于97%,总硫回收率达99.99%;所得液体硫磺产品各项指标均满足GB/T2449.2—2015《工业硫磺第2部分:液体产品》中优等品的指标要求;碱洗前烟气中SO2排放浓度均低于50mg/m3,碱洗后烟气中SO2排放浓度小于10mg/m3,均满足GB31570—2015《石油炼制工业污染物排放标准》大气污染物特别排放限值的要求。
关键词:LS系列催化剂 硫磺回收装置 单程总硫转化率 总硫收率 SO2排放浓度 中国石化湛江东兴石油化工有限公司(简称湛江东兴)2号硫磺回收装置设计硫磺产量为20kt/a,原装置的气体排放不能满足最新国家环保标准GB31570—2015《石油炼制工业污染物排放标准》的要求。
2015年,采用中国石油化工股份有限公司齐鲁分公司研究院(齐鲁分公司研究院)开发的LS DeGAS液硫脱气及其废气处理成套技术对该装置进行改造,同时进行优化操作。
改造后,烟气SO2排放浓度稳定在20~60mg/m3,满足GB31570—2015中规定的大气污染物特别排放限值要求。
2019年进一步对该硫磺回收装置进行了如下改造。
(1)针对硫磺回收装置生产波动和开停工过程出现外排烟气中SO2浓度超标情况,增设硫磺烟气深度脱硫设施。
将焚烧炉后烟气用30%NaOH溶液深度脱硫,以保证在各种工况下(包括开停工阶段)烟气中SO2排放均满足GB31570—2015大气污染物特别排放限值的要求。
在石化生产工作过程中,硫磺装置的主要工作任务是处理炼厂含硫化氢的酸性气,将酸性水汽提,溶剂再生等相关装置所生成的硫化氢气体有效转化成硫磺。
在具体的生产和加工过程中,酸性气具有较强的腐蚀性,同时产生的硫磺在环境温度为120摄氏度左右时容易产生凝固,进而会造成硫磺装置堵塞问题。
在我国各大石化生产工作中,硫磺装置堵塞问题是其中比较常见的故障表现形式,相关工作人员针对硫磺装置产生堵塞问题的原因,以及具体的位置进行了详细的分析和探索,并且采取了有针对性的解决措施来加以处理,有效保证硫磺装置的正常运行和稳定。
一、硫磺装置常见堵塞部位及其原因针对我国某石化单位的硫磺装置工作状况进行了一系列分析,通过现场的检查分析研究之后,发现硫磺装置常见的堵塞部位,包含了蒸汽夹套管系统、余热锅炉系统、冷凝设备、酸性气体预热设备、反应器以及仪表气缸阀等相关位置,经常产生硫磺堵塞问题需要进行重点处理。
1.夹套管伴热不到位夹套管产生硫磺堵塞问题,主要原因是因为管道伴热不到位产生堵塞现象,因为管道系统在工作过程中经常会使用到大小头、弯头以及相关的补偿器设备等,为了有效防止热影响区域和应力受力集中的情况,经常会形成一些伴热盲区,造成了不同程度的硫磺堵塞现象。
除此之外,在夹套管的施工过程中会存在大量的焊渣,同时还存在一部分铁锈没有进行彻底的清理,也会造成套管堵塞问题。
2.定位板因素夹套管内部的定位板没有依照正确的安装要求来进行施工,在具体的施工过程中,相关安装工作人员为了简化工作步骤,只在套管的两端安装了定位板,而中间区域没有进行架设,造成了定位板相互之间的间距较大,内管存在一定的挠度,形成了蒸汽分配不均匀问题,容易产生堵塞现象。
3.蒸汽不稳和氨含量高蒸汽的操作过程不稳定,很容易造成整个夹套系统产生堵塞问题,酸性气体的氨含量相对较大,氨含量过高很容易造成铵盐结晶堵塞问题,依照生产工作过程中的流程反应现象,酸性气的预热器管道和进出口管道在检修工作中都产生了不同程度的白色晶体,白色晶体聚集量过大会造成管道堵塞。
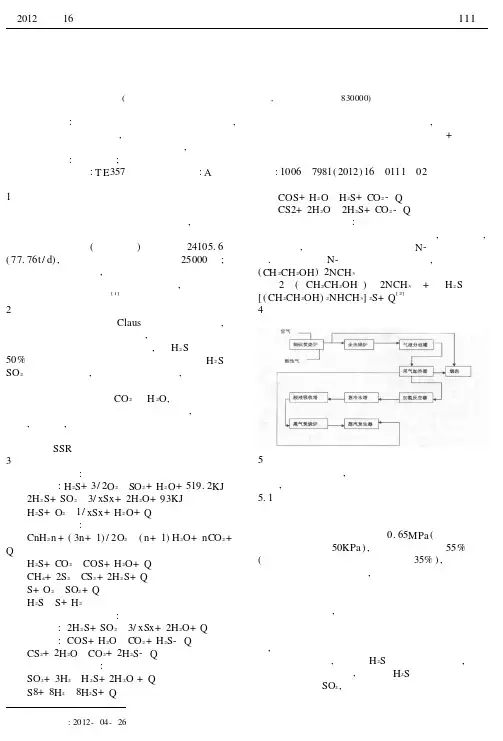
浅谈硫磺回收装置冒烟郭 勇(中国神华煤制油有限公司新疆分公司,新疆乌鲁木齐 830000) 摘 要:在全国环保要求日益严格的方针下,装置曾发生过几次尾气部分烟囱冒烟现象,污染了环境。
经过长时间的摸索,我们总结出一套比较完整并且切实可行的方法。
本文主要阐述了克劳斯+斯科特工艺中烟囱冒烟的成因和解决办法,对我们的实际操作具有指导意义。
关键词:硫磺回收;冒烟 中图分类号:T E 357 文献标识码:A 文章编号:1006—7981(2012)16—0111—021 装置概况神华煤制油鄂尔多斯分公司硫磺回收装置是由齐鲁石化胜利炼油设计院完成基础设计,东华工程公司作为总承包商完成详细设计和工程建设。
硫磺回收装置(先期工程)年产硫磺24105.6吨(77.76t/d),装置公称能力为年产硫磺25000吨;装置由一条生产线构成,主要处理来自煤制氢装置、脱硫装置和含硫污水汽提装置的酸性气,产出的液体硫磺均送往煤液化装置[1]。
2 工艺方法硫磺回收部分采用Claus 部分燃烧法工艺,即将全部原料气引入制硫燃烧炉,在制硫炉中按制硫所需的含氧量严格控制配风比,使H 2S 在炉中约50%发生高温反应生成气态硫磺。
未反应的H 2S 和SO 2再经过转化器,在催化剂的作用下,进一步完成制硫过程。
对于含有少量烃类的原料气用部分燃烧法可将烃类完全燃烧为CO 2和H 2O,使产品硫磺的质量得到保证。
部分燃烧法工艺成熟可靠,操作控制简单,能耗低,是目前国内外广泛采用的制硫方法。
尾气处理部分采用齐鲁石化胜利炼油设计院自主开发的“SSR ”加氢还原—吸收工艺。
3 反应原理在燃烧炉内:主反应:H 2S +3/2O 2→SO 2+H 2O +519.2KJ 2H 2S+SO 2→3/xSx+2H 2O+93KJ H 2S +O 2→1/xSx +H 2O +Q 主要副反应:CnH 2n +(3n+1)/2O 2→(n+1)H 2O+nCO 2+QH 2S+CO 2→COS+H 2O+Q CH 4+2S 2→CS 2+2H 2S+Q S+O 2→SO 2+Q H 2S →S +H 2在一、二级转化器内:主反应:2H 2S+SO 2→3/xSx+2H 2O+Q 副反应:COS+H 2O →CO 2+H 2S-Q CS 2+2H 2O →CO 2+2H 2S -Q 在加氢反应器内SO +3→S+O +Q S +→S +QCOS +H 2O →H 2S +CO 2-Q CS2+2H 2O →2H 2S+CO 2-Q 在尾气吸收塔内:工业上常用的醇胺溶剂有一乙醇胺,二乙醇胺,三乙醇胺,二异丙醇胺和二甘醇胺N -甲基二乙醇胺.本装置采用N-甲基二乙醇胺溶剂,其分子式为(CH 2CH 2OH )2NCH 32(CH 2CH 2OH )2NCH 3+H 2S →[(CH 2CH 2OH)2NHCH 3]2S+Q [2]4 工艺流程简图5 烟囱冒烟的成因以及解决手段由于成因不同,烟囱会产生以下两种不同颜色的烟,下面针对各自的成因进行详细的分析和说明。
硫磺车间参观学习新闻稿
7月23日上午,团队在工厂相关人员的带领下进入硫磺回收厂,与硫磺车间副主任王凯强进行短暂的交流。
负责人了解团队此次调研的目的,带领团队开始参观。
首先,团队成员近距离参观硫磺回收装置,了解硫磺回收车间的生产模式和过程之后,团队在王凯强的带领下整体上参观了硫磺回收设备的工作实况。
最后,本团队根据第一天去研究院讲解的关于硫磺处理的知识向负责人提出一些关于硫磺生产的问题,王凯强作出详细的解答。
队员们充分了解到工厂在硫磺回收领域做出的尝试和创新,例如在工厂在回收过程中应用高效高效脱硫剂,此脱硫剂在一定条件下可以把净化气中的硫化氢净化到低浓度。
工厂通过实施合理的催化剂级配,最挥催化反应的作用,降低烟气硫含量。
由于工艺改进,硫磺回收和生产成本降低,节省大量能源费,做到了绿色环保,实现了新旧动能转换。
结束采访后,团队成员与王凯强握手告别,在厂区门头合影留念,本次参观硫磺回收厂活动结束。
此次调研队员们将理论知识和实践行动相结合,从不同角度出发对齐鲁石化的硫磺回收处理有了较全面的认识。
齐鲁石化不仅在理论研究方面最先取得成果,而且在实践方面同样敢为人先,在实践中总结经验教训,不断优化硫磺回收技术,取得亮眼的成效,是新旧动能转换的典范,其创新和实践精神也值得团队成员认真研究。
第 27 卷第 4 期 Phosphate & C om pound Fert ilize r47◆硫酸◆120 kt/a 硫铁矿制酸装置试运行总结唐周弟 1,申屠华德 1,张志孝 1,印 杰 2,李 毅 2(1.中明 (湛江) 化机工程有限公司,广东 湛江 524031; 2.宁夏兴尔泰化工集团 中宁兴德化工有限公司,宁夏 中宁 755100)[摘 要] 介绍中明 (湛江) 化机工程有限公司承包的 120 kt/a 硫铁矿制酸装置的工艺过程、设备配置、主要 操作与控制指标,以及采用磁硫铁矿与采用硫铁矿尾砂生产硫酸的试车调整情况。
总体运行情况表明,该装置 SO 2 转化率达 99.7%,开工率达 96%以上,增产潜力达 20%,硫酸质量全部达到一级品标准,并可做到 100%产发烟硫 酸,污水、尾气也达国家排放标准。
[关键词] 120 kt/a 硫铁矿制酸装置;磁硫铁矿;硫铁矿尾砂;发烟硫酸;运行总结 [中图分类号] TQ 111.16[文献标志码] B[文章编号] 1007-6220 (2012) 04-0047 - 04Summary of trial operation of 120 kt/a sulfuric acid plant with pyrit e raw mate rialTANG Zhou-di 1,SHENTU Hua-de 1,ZHANG Zhi-xiao 1,YIN Jie 2,LI Yi 2(1. Zhongming (Zhanjiang ) Chemical Machinery Engineering Co., Ltd , Zhanjiang , Guangdong 524031, China ; 2.Zhongning Xingde Chemical Co.,Ltd ,Ningxia Xing Er Tai Chemical Group Co.,Ltd ,Zhongning ,Ningxia 755100,China )A b s tr ac t : The 120 kt/a sulfuric acid plant with pyrite raw material in Zhongming (Zhanjian g ) Chemical Machinery Engineering Co., Ltd. is introduced including process , equipment configuration , operation and control , trial operation and regulation of sulfuric acid major indexes of pyrite -melnikovite operating rate is production from rate is 99.7% , the standard of and pyrite tailings. The general operation shows that SO 2 conversion more than 96% , yield potential is 20% , the sulfuric acid can reach first grade product with that can produce the oleum , waste water and tail gas can meet the national discharge standard.K e y wo r d s :120 kt/a sulfuric acid plant with pyrite raw material ;pyrite-melnikovite ;tailings of pyrite ;oleum ;summary of trial operation宁夏兴尔泰集团中宁兴德化工有限公司 120 kt/a 硫铁矿制酸装置是由中明 (湛江) 化机工程有限公 司以总承包 (设计、制作、安装、调试) 的方式于 2008 年 5 月开工建设,2008 年 12 月竣工,2009 年 3 月进行了单体及联动试车。
炼化有限责任公司管理体系文件GBHLH-T4.21.07.013.2016 运行一部硫磺装置标定报告炼化有限责任公司硫磺装置标定报告前言炼化有限责任公司硫磺装置,于2010年3月3日开工建设,2011年9月完工,2012年1月1日正式投产。
该联合装置由溶剂再生、硫磺回收、酸性水汽提三部分组成。
其中溶剂再生原设计规模为处理富溶剂300吨/小时;硫磺回收原设计规模为年产硫磺6万吨,制硫部分为2×3万吨/年双系列、尾气处理部分单系列;酸性水汽提设计规模为处理酸性水110吨/小时。
该装置于2015年11月25日至2016年1月23日进行了装置停工大修及产品质量升级改造,更换了I、II列反应炉废热锅炉、尾气焚烧炉废热锅炉、中压蒸汽过热器,扩大了部分过程气管线,两列反应炉和尾气焚烧炉分别增加非净化风进炉管线,辅助配风;产品精制尾气和汽油加氢尾气、碱渣尾气一起进酸性气反应炉分解,进炉前增加洗涤、分离系统去除尾气中携带的碱液对装置造成的影响;尾气净化单元在原吸收塔前串联一台吸收塔,增加吸收效果减少去焚烧炉尾气中H2S的含量。
检修改造完成后溶剂再生能力达到处理富溶剂400吨/小时;硫磺生产能力达到8.5万吨/年。
为了考察装置整体性能,于2016年5月24日、25日对装置进行了扩能后的全面标定。
1 标定目的对装置的整体性能进行考察,摸清装置的生产处理能力、能耗水平,找出制约装置的瓶颈,暴露工艺、设备、仪表等方面存在的问题,为装置增产、节能、降耗和技术改造提供依据2 标定时间装置标定时间为2016年5月24日6:00至2016年5月26日6:00连续2天,共48小时。
3 标定原料溶剂集中再生以来自产品精制、柴油加氢、汽油加氢的富液为原料,富液量平均为409t/h。
硫磺装置以溶剂集中再生装置的高浓度清洁酸性气和酸性水汽提装置的含氨酸性气为标定原料,24日I列反应炉的酸性气量6012m3/h,25日II列反应炉的酸性气量6035m3/h,两天的酸性气总量平均为9123 m3/h。