游标卡尺的使用方法全
- 格式:ppt
- 大小:4.45 MB
- 文档页数:27
游标卡尺的使用方法
游标卡尺的使用方法和注意事项,教你如何使用卡尺。
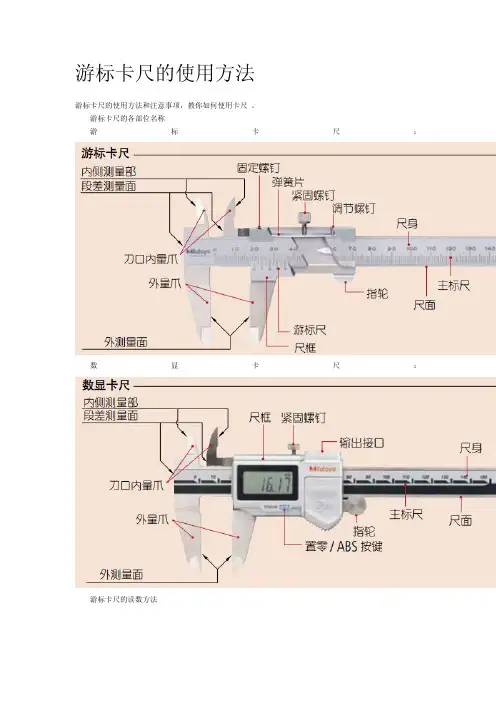
游标卡尺的各部位名称
游标卡尺:
数显卡尺:
游标卡尺的读数方法
游标卡尺(分度值0.01mm)
:
(1)主标尺度数4.00mm
(2)游标尺度数0.75mm
读数值:4.75mm
带表卡尺(分度值0.05mm)
:
(1)主标尺度数16mm
(2)标尺度数0.13mm
读数值:16.13mm
注意:主标尺刻度线与游标尺刻度线一致的位置时,读取左上的0.75毫米(2)。
特殊用途游标卡尺的应用:
1.尖爪型游标卡尺:不规则位置的尺寸测量。
2.偏置爪型游标卡尺:不等高区域尺寸测量。
3.深度测量型游标卡尺:深度测量。
4.薄爪型游标卡尺:窄槽直径测量。
5.外凹槽测量型游标卡尺:诸如凹处厚度的外径测量。
6.管壁厚测量型游标卡尺:测量管道厚度。
游标刻度
游标刻度有顺向游标刻度和逆向游标刻度之分。一般来说,顺向游标刻度使用比较广泛。而顺向游标
刻度中又有普通游标刻度和长游标刻度两种。普通游标刻度用的最多,这是将主刻度尺的(n-1)刻度n等分
而成的。例如,主刻度尺的一个格的长度为1mm,将主刻度尺9个刻度10等分后,游标刻度可以读取的最小
值即为0.1mm。一般来说,卡尺可以读取的游标刻度的最小值是0.05mm。另外,近来,将游标刻度的一个刻
度格的间隔扩大,更加易于读取的长游标刻度得到了广泛的使用。
使用游标卡尺的一般注意事项
1.误差的潜在原因
用游标卡尺测量,存在多种因素可能会导致误差产生。主要因素包括视差、游标卡尺不符合阿贝原理
引起的误差、游标卡尺和工件之间的温度差异引起的不同热膨胀,以及刀刃爪的厚度和在测量小孔直径的
过程中的爪子之间的间隙所带来的影响。
虽然也有其他误差因素,如刻度的准确性、参考边缘垂直度、主叶片的刻度平整度、爪子的方形度,
这些因素都包含在仪器的误差公差里。因此,只要游标卡尺在仪器的误差公差范围内,这些因素都不会造成
问题。
JIS已经注明了处理时的注意事项,所以在使用前用户能够考虑游标卡尺结构所造成的误差因素。这

机械式游标卡尺的使用方法
制作人:江老师
1、机械游标卡尺的简介
游标卡尺是精密的长度测量仪器,常见的机械游标卡尺如下图所示。它的量程为0~110mm,分
度值为0.1mm,由内测量爪、外测量爪、紧固螺钉、微调装置、主尺、游标尺、深度尺组成。
0~200mm以下规格的卡尺具有测量外径、内径、深度三种功能:
2、 游标卡尺的零位校准:
步骤一:使用前,松开尺框上坚固螺钉,将尺框平稳拉开,用布将测量面、导向面擦干净;
步骤二:检查“零”位:轻推尺框,使卡尺两个量爪测量面合并,观察游标“零”刻线与尺身“零”
刻线应对齐,游标尾刻线与尺身相应刻线应对齐。否则,应送计量室或有关部门调整。
3、 游标卡尺的测量方法:(外径)
步骤一:将被测物擦干净,使用时轻拿轻放;
步骤二:松开千分尺的固紧镙钉,校准零位,向后移动外测量爪,使两个外测量爪之间距离略大于被测物体;
步骤三:一只手拿住游标卡尺的尺架,将待测物置于两个外测量爪之间,另一手向前推动活动外
测量尺,至活动外测量尺与被测物接触为止。
步骤四:读数。
注意:1)测量内孔尺寸时,量爪应在孔的直径方向上测量。
2)测量深度尺寸时,应使深度尺杆与被测工件底面相垂直。
4、 游标卡尺的读数:
游标卡尺的读数主要分为三步:
1) 看清楚游标卡尺的分度。10分度的精度是0.1mm,20分度的精度是0.05mm,50分度的精度
是0.02mm;
2) 为了避免出错,要用毫米而不是厘米做单位;
3) 看游标卡尺的零刻度线与主尺的哪条刻度线对准,或比它稍微偏右一点,以此读出毫米的整
数值;
4) 再看与主尺刻度线重合的那条游标刻度线的数值n,则小数部分是nX精度,两者相加就是测量值;
深度测量
深度测量深度测量
深度测量 3 / 3 机械式游标卡尺的使用方法
机械式游标卡尺的使用方法机械式游标卡尺的使用方法
---
专业提供SPC数据分析软件等机械测量解决方案
深度游标卡尺使用方法
---
专业提供SPC数据分析软件等机械测量解决方案 深度游标卡尺
深度游标卡尺用于测量凹槽或孔的深度、梯形工件的梯层高度、长度等尺寸,平
常被简称为“深度尺”。 是一种用游标读数的深度量尺。 深度游标卡尺使用注意事项
深度游标卡尺是比较精密的量具,使用是否合理,不但影响深度游标卡尺本身的
精度和使用寿命,而且对测量结果的准确性,也有直接影响。必须正确使用深度
游标卡尺。
1. 使用前,认真学习并熟练掌握深度游标卡尺的测量、读数方法。
2. 搞清楚所用深度游标卡尺的量程、精度是否符合被测零件的要求。
3. 使用前,检查深度游标卡尺应完整无任何损伤,移动尺框3时,活动要自如
不应有过松或过紧,更不能有晃动现象。
4. 使用前,用纱布将深度游标卡尺擦拭干净,检查尺身4和游标5的刻线是否
清晰,尺身有无弯曲变形、锈蚀等现象。校验零位、检查各部分作用是否正
常。
5. 使用深度游标卡尺时,要轻拿轻放,不得碰撞或跌落地下。使用时不要用来
测量粗糙的物体,以免过早损坏测量面。
6. 移动卡尺的尺框和微动装置时,不要忘记松开紧固螺钉4;但也不要松得过
量,以免螺钉脱落丢失。
7. 测量前,应将被测量表面擦干净,以免灰尘、杂质磨损量具。
8. 卡尺的测量基座和尺身端面应垂直于被测表面并贴合紧密,不得歪斜,否则
会造成测量结果不准。
9. 应在足够的光线下读数,两眼的视线与卡尺的刻线表面垂直,以减小读数误
差。
10. 在机床上测量零件时,要等零件完全停稳后进行,否则不但使量具的测量面
过早磨损而失去精度,且会造成事故。
11. 测量沟槽深度或当其他基准面是曲线时 ,测量基座的端面必须放在曲线的
最高点上,测量出的深度尺寸才是工件的实际尺寸,否则会出现测量误差。 ---
专业提供SPC数据分析软件等机械测量解决方案 12. 用深度游标卡尺测量零件时,不允许过分地施加压力,所用压力应使测量基

游标卡尺的介绍及使用方法
游标卡尺是工业上常用的测量长度的仪器,可直接用来测量精度较高的工件,如工件的长度、内径、外径以及深度等。
游标卡尺的概述
游标卡尺作为一种被广泛使用的高精度测量工具,它是由主尺和附在主尺上能滑动的游标两部分构成。如果按游标的刻度值来分,游标卡尺又分0.1、0.05、0.02mm三种。
游标卡尺的读数方法
以刻度值0.02mm的精密游标卡尺为例,读数方法,可分三步;
1)根据副尺零线以左的主尺上的最近刻度读出整毫米数;
2)根据副尺零线以右与主尺上的刻度对准的刻线数乘上0.02读出小数;
3)将上面整数和小数两部分加起来,即为总尺寸。
0.02mm游标卡尺的读数方法
如上图所示,副尺0线所对主尺前面的刻度64mm,副尺0线后的第9条线与主尺的一条刻线对齐。副尺0 线后的第9条线表示:
0.02x9= 0.18mm
所以被测工件的尺寸为:
64+0.18=64.18mm
游标卡尺的使用方法
将量爪并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这种规定方法与数轴的规定一致,原点以右为正,原点以左为负)。
测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数,如下图所示:
游标卡尺的应用
游标卡尺作为一种常用量具,其可具体应用在以下这四个方面:
1)测量工件宽度
2)测量工件外径
3)测量工件内径
4)测量工件深度
具体的这四个方面的测量方法请看下图:
使用注意事项
游标卡尺是比较精密的量具,使用时应注意如下事项:
1) 使用前,应先擦干净两卡脚测量面,合拢两卡脚,检查副尺0线与主尺0线是否对齐,若未对齐,应根据原始误差修正测量读数。