LATEST DEVELOPMENT OF CFB BOILERS IN CHINA
- 格式:pdf
- 大小:868.85 KB
- 文档页数:10
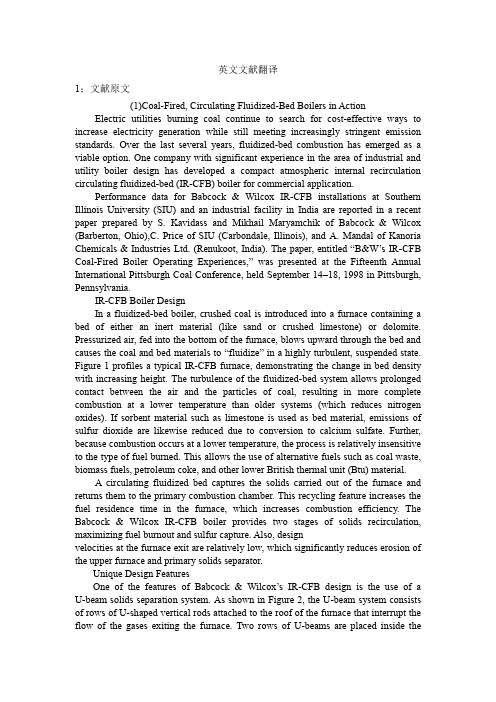
英文文献翻译1;文献原文(1)Coal-Fired, Circulating Fluidized-Bed Boilers in ActionElectric utilities burning coal continueto search for cost-effective ways toincrease electricity generation whilestill meeting increasingly stringent emissionstandards. Over the last several years,fluidized-bed combustion has emerged as aviable option. One company with significant experience in the area of industrial andutility boiler design has developed a compact atmospheric internal recirculation circulating fluidized-bed (IR-CFB) boiler forcommercial application.Performance data for Babcock & WilcoxIR-CFB installations at Southern IllinoisUniversity (SIU) and an industrial facility inIndia are reported in a recent paper preparedby S. Kavidass and Mikhail Maryamchik ofBabcock & Wilcox (Barberton, Ohio),C. Price of SIU (Carbondale, Illinois), andA. Mandal of Kanoria Chemicals & Industries Ltd. (Renukoot, India). The paper, entitled ―B&W’s IR-CFB Coal-Fired BoilerOpe rating Experiences,‖ was presented atthe Fifteenth Annual International Pittsburgh Coal Conference, held September 14–18, 1998 inPittsburgh, Pennsylvania.IR-CFB Boiler DesignIn a fluidized-bed boiler, crushed coal isintroduced into a furnace containing a bedof either an inert material (like sand orcrushed limestone) or dolomite. Pressurizedair, fed into the bottom of the furnace, blowsupward through the bed and causes the coaland bed materials to ―fluidize‖ in a highlyturbulent, suspended state. Figure 1 profilesa typical IR-CFB furnace, demonstrating thechange in bed density with increasingheight. The turbulence of the fluidized-bedsystem allows prolonged contact betweenthe air and the particles of coal, resulting inmore complete combustion at a lower temperature than older systems (which reducesnitrogen oxides). If sorbent material such aslimestone is used as bed material, emissionsof sulfur dioxide are likewise reduced due toconversion to calcium sulfate. Further, because combustion occurs at a lower temperature, the process is relatively insensitiveto the type of fuel burned. This allows theuse of alternative fuels such as coal waste,biomass fuels, petroleum coke, and otherlower British thermal unit (Btu) material.A circulating fluidized bed captures thesolids carried out of the furnace and returnsthem to the primary combustion chamber.This recycling feature increases the fuel residence time in the furnace, which increasescombustion efficiency. The Babcock &Wilcox IR-CFB boiler provides two stagesof solids recirculation, maximizing fuelburnout and sulfur capture. Also, designvelocities at the furnace exit are relativelylow, which significantly reduces erosion ofthe upper furnace and primary solids separator.Unique Design FeaturesOne of the features of Babcock & Wilcox’s IR-CFB design is the use of a U-beamsolids separation system. As shown in Figure 2, the U-beam system consists of rowsof U-shaped vertical rods attached to theroof of the furnace that interrupt the flow ofthe gases exiting the furnace. Two rows ofU-beams are placed inside the furnace itself,and four rows of U-beams are installed behind the furnace rear wallplane. The in-furnace U-beams capture about 75% of thesolids, which slide down the length of thebeams back into the combustion chamber.The remaining solid particles captured in theexternal U-beams are collected in a particlestorage hopper, which is periodically emptied back into the furnace forreburning.Theflue gas velocity across the U-beams isaround 8 meters/second (26.5 ft/sec) or less,producing a relatively low gas-side pressuredrop (less than 1 inch of water column) ascompared to conventional cyclone-typeseparators (6 to 10 inches of water column).The IR-CFB furnace is made of gas-tightmembrane enclosure water-cooled wallswith studded tubing spaced every fourinches. The lower furnace walls (up to aheight of 7.3 meters [24 ft]) are protectedwith an ultra high-strength, abrasion-resistant, low-cement refractory material lessthan 1 inch in thickness, which is placedover the studs protruding from the coolingtubes. A band of metal spray is typicallyapplied to further protect against erosion atthe point where the refractory material ends.The very thin application of refractory material means faster startup and less maintenance cost.Other beneficial characteristics of the IR-CFB boiler design include:* Use of in-furnace surfaces (division andwing walls) for furnace temperature control;* Gravity fuel feed and simplified secondary ash recycle system;* Absence of hot expansion joints, allowingsignificantly reduced maintenance;* Smaller footprint, which allows retrofitinside existing structural steel.Operating Experience at Two InstallationsThe IR-CFB design has been installed attwo locations—one at SIU in Carbondale, Illinois, and the second at the KanoriaChemicals & Industries Ltd. (Kanoria) sitein Renukoot, India. The SIU installation is a35-megawatt (MW) boiler that burns high-sulfur, low-ash Illinois coal, while the 81-MW Kanoria unit uses low-sulfur, high-ashcoal. The SIU boiler has a crushed limestonebed to combat the higher sulfur content ofthe fuel, while the Kanoria boiler uses a sandbed.SIU Unit dataThe SIU boiler is located close to the OldBen II coal mine in southern Illinois. Theplant was completed in 1996 and startedoperation in mid-1997. Performance testingwas completed in September 1997. Table 1shows the design and performance data forthe SIU boiler.Raw coal, delivered by truck, is movedby drag chain conveyor to a crusher. A24-hour capacity silo stores the pulverizedcoal. The coal is introduced into the furnaceby one gravimetric feeder through the sidewall. Two 60-MMBtu/hr gas-fired, over-bed burners and two 25-MMBtu/hr gas-fired, in-bed lances provide heat for startup.A multi-cyclone dust collector is used as asecondary solids separator (downstreamfrom the U-beams). The overall solids collection efficiency exceeds 90% and solidscollected in the cyclone are returned to thefurnace via an air fluidized conveyor. Abaghouse provides final particulate control.The bed material is periodically drainedfrom the furnace to control bed solids build-up and to remove any oversized material.The SIU unit has a single 8-inchdiameterdrain pipe to remove the bed, which iscooled with a screw ash cooler using recirculated plant water supply.Cold startup to 100% maximum continuous rating (MCR) can be achieved withinfive hours and the observed boiler dynamicload response is 5%–6% per minute. Aboiler turndown of 5:1 has been achievedwithout auxiliary fuel (a turndown ratio of3.5:1 to 4:1 is guaranteed). Further, all majorequipment has performed reliably whilemeeting or surpassing permitted emissions.A soot blower installed at the horizontalconvection pass floor has experienced plugging with ash and residual moisture. Whilethe boiler can operate successfully withoutthe soot blower, more investigation isneeded to overcome this operational glitch.Kanoria Unit DataThe Kanoria facility is located within thestate of Utter Pradesh, India, in close proximity to the Singaroli coal mine. The boilerwas constructed in 1996 and began commercial operation in February 1997. Performance testing continued until September1997. Design and performance data for theKanoria boiler are also shown in Table 1.In contrast to the Illinois coal, the Kanoriafuel is erosive, low in sulfur, and high in ash.Crushed coal is introduced via two volumetric drag chain feeders through the front wallof the furnace. Two 60-MMBtu/hr oil-firedover-bed burners provide heat for startup.Solids collected by the U-beams are reinjected by gravity into the furnace at fourlocations. The Kanoria unit uses an electro-static precipitator for final particulate control. Bed draining is accomplished throughtwo bed drain pipes and ash coolers; finematerial is returned to the furnace, whileoversize particles are diverted to the ashdisposal system.The observed boiler efficiency of 88.8%is higher than originally anticipated andcombustion efficiency has exceeded 99%,due to very low unburned carbon and lowflue gas outlet temperatures. However, theerosive nature of the fuel initially causedtubing leaks in the water-cooled furnacewall, which have been remedied by applyingadditional metal spray at the refractory interface and adjusting the interface angle.Also, furnace temperature exceeded designvalue on several occasions due to insufficient upper furnace inventory caused by failures of the first fields of the electrostaticprecipitator and the ash conveying system.Adjustments to the precipitator rectifier andthe ash silo backpressure have solved theseproblems.In summary, two examples of IR-CFBboilers are successfully operating at 100%MCR with varying fuel types. IR-CFB appears reliable and incorporates several verylow-maintenance features that reduce operating costs.(2)Why Build a Circulating Fluidized Bed Boilerto Generate Steam and Electric PowerAbstractIn Asia, demand for electric power continues to rise steeplydue to population growth, economic development, and progres-sive substitution of alternate technologywith clean forms ofenergy generation. Atmospheric circulating fluidized bed (CFB)echnology has emerged as an environmentally acceptable technology for burning a wide range of solid fuels to generate steamand electricity power. CFB, although less than 20 years old, is amature technology with more than 400 CFB boilers in operation worldwide, ranging from 5 MW e to 250 MW e.Electric utilities and Independent Power Producers must nowselect a technology that will utilize a wide range of low-costsolid fuels, reduce emissions, reduce life cycle costs, and provide reliable steam generation for electric power generation.Therefore, CFB is often the preferred technology. Even thoughpulverized coal (PC) fired boilers continue to play a major roleworldwide, they have inherent issues such as fuel inflexibility,environmental concerns and higher maintenance costs.This paper discusses the benefits of CFB boilers for utilityand industrial applications. Specific emphasis is given to B&W’snternal Recirculation CFB (IR-CFB) technology, CFB technology comparisons, PC vs. CFB technology, emissions benefits,and economics including maintenance cost and boiler reliabilty. IntroductionBabcock & Wilcox (B&W) is a leading global supplier ofindustrial/utility boilers and has supplied more than 700 unitstotaling more than 270,000 MW e. Many of B&W’s CFB boilerdesign features have been adapted from vast experience designing and building boilers of all types and sizes for industrial andelectric utility applications. B&W’s design is an inherently compact, distinctive internal recirculation fluidized bed (IR-CFB)boiler featuring U-Beam solids separators. The furnace and convection pass of the IR-CFB boiler are within a single, gas–tightmembrane enclosure as commonly found in Pulverized Coal(PC) fired boilers. This CFB technology has been successfullyintroduced in the global market.To date, B&W, including B&W joint ventures and licenseecompanies, has sold 16 CFB boilers worldwide, shown in Table 1.B&W offers IR-CFB boilers up to 175 MWe, both reheat andnon-reheat, with full commercial guarantees and warranties. TheIR-CFB boiler is simple in configuration and compact, requiresa smaller boiler foot print, has minimal refractory, requires lowmaintenance, features quick startup, and provides high avail-ability.The modern way of burning solid fuels requires fuel flex-ibility and reliable technology, plus good combustion efficiencywith low emissions. CFB technology is well suited for a widerange of sold fuels. CFB technology is proven, mature and competitive.What is CFB technology?CFB technology utilizes the fluidized bed principle in whichcrushed (6 –12 mm x 0 size) fuel and limestone are injectedinto the furnace or combustor. The particles are suspended in astream of upwardly flowing air (60-70% of the total air) whichenters the bottom of the furnace through air distribution nozzles.The balance of combustion air is admitted above the bottom ofthe furnace as secondary air. While combustion takes place at840-900 C, the fine particles (<450 microns) are elutriated outof the furnace with flue gas velocity of 4-6 m/s. The particlesare then collected by the solidsseparators and circulated back into the furnace. This combustion process is called circulatingfluidized bed (CFB). The particles’ circulation provides efficient heat transfer to the furnace walls and longer residence timefor carbon and limestone utilization. Similar to PC firing, thecontrolling parameters in the CFB combustion process are temperature, residence time and turbulence.Designers and power plant operators have vast experience in PC-fired boiler design and operations. Adapting and under-standing CFB technology by those familiar with the PC environment requires time. CFB technology brings the capability ofdesigns for a wide range of fuels from low quality to high quality fuels, lower emissions, elimination of high maintenance pulverizers, low auxiliary fuel support and reduced life cycle costs.A PC vs. IR-CFB comparison is given in Table 2.The combustion temperature of a CFB (840-900 C) is muchlower than PC (1350-1500 C) which results in lower Nox for-mation and the ability to capture SO2with limestone injectionin the furnace. Even though the combustion temperature of CFBis low, the fuel residence time is higher than PC, which resultsin good combustion efficiencies comparable to PC. The PC pulverizers, which grind the coal to 70% less than 75 microns, require significant maintenance expenses. These costs are virtually eliminated in CFB because the coal is crushed to 12 - 6 mmx 0 size. Even though CFB boiler equipment is designed forrelatively lower flue gas velocities, the heat transfer coefficientof the CFB furnace is nearly double that of PC which makes thefurnace compact. In an IR-CFB, auxiliary fuel support is neededfor cold startup and operation below 25% versus 40-60% MCRwith PC. One of the most important aspects is that CFB boilers release very low levels of SO2 and NO x pollutants compared to PC, as shown in Table 2. PC units need a scrubber system, whichrequires additional maintenance.CFB is a fuel-driven and flexible technologyCFB can be the technology of choice for several reasons.The CFB can handle a wide range of fuels such as coal, wastecoal, anthracite, lignite, petroleum coke and agricultural waste,with low heating value (>1500 kcal/kg), high moisture content(< 55%), and high ash content (< 60%). The fuel flexibility provides use of opportunity fuels where uncertainty of fuel supplyexists and economics are an issue. If a CFB boiler is designedfor coal, the same boiler can be used to burn lignite or petroleum coke or anthracite. The material handling and feeding system should be properly designed to meet these fuel variations.Such fuel flexibility is not available in the competing conventional PC-fired boiler technologies. This is one of the importantfeatures of CFB that the customer needs to analyze carefullybefore selecting a technology.Environmental benefits of CFB technologyThe CFB combustion process facilitates steam generationfiring a wide range of fuels while meeting the required emissions such as sulfur dioxide (SO2 ) and nitrogen oxides (NO x)even more effectively than World Bank guidelines, as shown inTable 3.The major environmental benefit of selecting CFB technology is the removal of SO2(90-95%) and NO x(emission is lessthan 100 ppm) in the combustion process without adding postcombustion cleaning equipment such as wet or dry flue gasdesulfurization (FGD) systems and selective catalytic reduction(SCR) systems. When the limestone is injected into the furnace,the following reactions occur.* Oxidation of sulfurS+O2 --> SO2* Limestone is calcined to form calcium oxideCaCO3--> CaO + CO2–425 kcal/kg (of CaCO3 )* Sulfur dioxide gas reacts with solid CaOSO2+ 1/2 O2 + CaO --> CaSO4 (Solid) +3740 kcal/kg (of S) The resulting calcium-sulfate-based ashes are chemicallystable and are easily disposed. This ash can be used as raw material for cement manufacturing, soil stabilization, concreteblocks, road base, structural fills, etc. Limestone injection isrequired for fuels with sulfur greater than >0.5%. Lime (CaO)and unburned carbon content must be considered in re-use applications, depending on the fuel being fired.NO x present in flue gas generally comes from two sources:the oxidation of nitrogen compounds in the fuel (fuel NO x) andreaction between the nitrogen and oxygen in the combustionair (thermal NO x). With low temperature and staged combustion,the oxidation of fuel nitrogen is suppressed resulting in verylow NO x emissions. NO x emissions are <100 ppm with CFB.CO and hydrocarbon emissions in the CFB boiler are wellcontrolled. In recent years, financial institutions have pushedthe power project developers to meet the World Bank emissionsrequirements. Therefore obtaining the project permit is less difficult with CFB technology.Design features of B&W IR-CFB Boiler technologyB&W IR-CFB technology is very comparable to PC-firedboilers in arrangement. The IR-CFB boiler design consists ofthe following major systems, shown in Fig. 1. The main CFBboiler components are:* Boiler furnace* Furnace bottom air distributor and nozzles* Primary solids separators and recirculation system* Secondary solids separators and recirculation system* Pendant superheater / reheater* Economizer and horizontal tubular air heater* Air assisted gravity fuel /limestone feed systemBoiler FurnaceThe furnace cross section is selected based on flue gas superficial velocity. B&W typically uses furnace depths of 3.7 m,4.6 m and 5.4 m, depending on the unit size. The furnace enclosure is made of gas-tight membrane water-cooled walls having63.5 mm or 76 mm tube diameters on 102 mm centers. The furnace primary zone is reduced in plan area cross section to provide good mixing and promote solids entrainment at low load.The auxiliary startup burners, fuel feed points and secondaryash re-injection (multicyclone/MDC) points are located in thisregion.A thin layer of refractory is applied on all lower furnace walls,including the lower portion of the division walls and wing wallnose to protect against corrosion and erosion. An ultra highstrength abrasion-resistant low cement alumina refractory 16-25 mm thick is applied over a dense pin studded pattern. B&Whas patented aRDZ TM reduced diameter zone feature that elimihas nates erosion concern at the furnace interface. The furnace temperature is precisely controlled by maintaining proper inventory and thus the combustion efficiency and the limestone utili-zation are maximized.Air Distrbutors and NozzlesThe furnace bottom air plenum or wind box is made of water-cooled panels or casing depending on startup air temperature. Bubble caps are fitted on the water-cooled distributor floorpanels as shown in Fig. 2. The bubble caps are designed to distribute air uniformly, prevent the back sifting of solids at lowload operation, and create good turbulence for fuel /sorbentmixing in the primary zone. The bubble caps are spaced 102mm x 117 mm with 60-70% of total combustion air admittedthrough the bottom. The balance 30-40% of total air is admittedthrough overfire nozzles (high velocity) in the front and rearfurnace walls.Primary Solids SeparatorsThe solids separation system is a key element of any CFBboiler design. The B&W separation system is designed for thelife of the unit without replacement, influencing life cycle costs.The B&W IR-CFB has a two stage primary solids separator asshown in Fig. 3, comprised of in-furnace U-Beam separatorsand external U-Beam separators. The in-furnace U-Beams (tworows) are able to collect nearly 75% of the solids. The remaining solids are collected by the four rows of external U-Beamsand are discharged from the hopper directly into the furnace throughthe transfer hopper located beneath the external U-Beams (See Fig.4). The flue gas velocity across the U-Beams is approximately 8-10 m/s, limiting the gas-side pressure drop to 0.25 kPa as compared with a typical cyclone separator’s pressure drop of 1.5 to 2.0kPa. A commercially available, high-grade stainless steel materialis used for the U-Beam separators.Secondary Solids SeparatorThe multicyclone dust collector (MDC) is located in the convective pass either upstream or downstream of the economizer.The MDC typically has a top inlet and top outlet as shown inFig. 5. The MDC tube diameter is normally 229 mm arrangedover the second pass entire cross section. The MDC providesoutstanding retainment of fine particles up to 50 microns. TheMDC collection tubes and spin vanes have high hardness (550BHN), designed for longer life and easy replacement duringplanned outages.The small quantities of fines which escape from the externalU-Beams are collected by the MDC. The collected fines arestored in the MDC hopper. Variable speed rotary feeders or inclinedscrews are used to control the ash recycle flow rate fromthe hopper. Precise furnace temperature control is achieved byadjusting the speed of the rotary feeders or inclined screws, taking the temperature signal from the furnace.The superheater may consist of vertical pendant type primary and secondary banks, located in the convection pass, aswell as surface in the furnace in the form of superheater wingwalls. An attemperator is used to control the final steam temperature over the design load range. The flue gas velocities arerelatively low and selected byconsidering the dust loading andash erosivity of the fuel. When required, the reheater is locatedin the convection pass, and steam bypass is recommended tocontrol the final reheater temperature.Economizer and Horizontal Tubular air heaterThe economizer is designed with tubes running front to backin an in-line arrangement. Flue gas velocities used consider thedust loading and ash erosivity of the fuel. If the MDC is locatedupstream of the economizer, higher velocities are used and boththe economizer and the air heater are located in an in-line arrangement to minimize ash fouling. The air heater is locatedafter the MDC and the economizer. The flue gas is outside thetubes and air is passed through the tubes. A hopper is providedat the bottom of the air heater and the ash collected in the hopper is purged to the ash disposal system. The tube material andflue gas velocities are selected by considering the dust loadingand the ash erosivity of the fuel. A steam coil air heater (SCAH)is used to protect the cold end of the air heater if required.Air-Assisted Gravity Fuel/Limestone Feed SystemFuel handling and feeding is one of the major challenges inCFB boiler operation, especially with waste fuels because ofhigh fines and moisture content. The crushed fuel (6-12 mm x0) is stored in the silo, usually located in front of the boiler asshown in Fig. 6. Fuel is fed to the boiler via down spout fromsilo discharge to feeder and a series of feeders and gravity feedchutes. The fuel chute will have at least a 65 degree angle fromhorizontal. Primary air is used to sweep the fuel into the furnace and as seal air to the feeders. The number of feed points isset to achieve even fuel distribution in the furnace.The limestone handling and feeding system is relativelysimple compared to the fuel feed system. Limestone is fed either pneumatically or mechanically into the CFB boiler. Thepneumatic system feeds the limestone directly into the furnacethrough furnace openings in the front and rear walls. In themechanical system, the limestone is fed into the discharge endof the fuel feeders via rotary feeders. The limestone falls bygravity down the fuel feed chute with the fuel into the furnace,and is a function of fuel velocity and required emissions.CFB Technology ComparisonVirtually all major boiler manufacturers are involved inCFB technology. Two distinct types of solids separation systems are used. One type is cyclone–based, which provides singlestage solids collection systems, and the second type is impactseparator-based, which provides a two-stage solids separationsystem. A comparison of B&W IR-CFB technology features withthose of other major commercial CFB technologies is given inTable 4.Advantages of the B&W IR-CFB Boiler technology*Boiler is compact with primary U-Beam separators andprovides internal solids recycle.* Boiler has a smaller foot print (up to 20 to 30% less building volume compared to a hot cyclone-based CFB boiler)* Boiler design is especially suitable for retrofitting of olderPC-fired boilers within the existing support steel.* Two-stage solids separation efficiency (>99.7%) provideshigher carbon efficiencies and better limestone utilization through higher solids residence time.* Wide turndown ratio (4:1) without auxiliary fuel is possible due to the selection of furnace velocity and control-lable solids recycle.* Less refractory in the boiler allows for quicker startupand lower maintenance costs.Economics of CFB TechnologyCFB technology can burn a wide range of low cost solidfuels and competes well with oil/gas fired plants. The decision-makers often ask, ―What are capital and operating costs andbenefits of a CFB boiler?‖ The experience in Europe and NorthAmerica suggests that for a sulfur fuel (>0.5%S) and less than150 MW, a CFB boiler has 8-15 percent lower capital costs aswell as 5-10% lower operating costs than a PC-fired boiler because of the FGD system. In general, CFB-based power plantsprovide low emissions control costs and low O&M costs, whichlead to lower life cycle costs. In the end, owner profit marginincreases and payback period improves as shown in Table 5.Costs not included in Table 5 are items such as land, projectdevelopment, permitting, escalation, taxes and owner’s costs,since these costs are common for both PC and CFB-based powerplants.Reliability of CFB TechnologyCFB boiler design is simple and proven, compared to othertechnologies. Experience indicates that operating and maintenance costs are relatively lower than PC-fired boilers becauseof the ability to burn lower rank fuels, thus reducing fuel costescalation uncertainty. Since maintenance areas are very minimal in the CFB boiler, the availability of the boiler is relativelyhigher. The CFB design allows emissions reduction without significant capital cost, since SO2 and NO x removal are inherentwithin the combustion process.ConculusionEven though a number of competing technologies areavailable in the market for steam and electric power generation, CFB is an excellent choice due to its fuel flexibility, widerturndown without support oil/gas, superior environmental performance, lower operating and maintenance costs, and safe, reliable and simple boiler operation. The B&W IR-CFB boilerdesign offers compact, superior performance due to two-stagesolids separation, and is cost effective for multiple fuel firingin both PC retrofit and greenfield applications.2;译文(1)燃煤循环流化床锅炉运行情况燃煤发电行业继续搜寻成本效益的方式,以增加发电量,同时达到日益严格的排放标准. 过去几年,流化床燃烧已成为一种可行的选择. 一个公司有重大领域的经验,工业及电站锅炉设计开发了紧凑型大气内部循环流化床(红外CFB )锅炉投入商业应用.Babcock & Wilcox的红外流化床装置, 最近在南伊利诺伊大学和印度的一个工业设施中,在一份由S.kavidass和米哈伊尔Maryamchik的Babcock &Wilcox (巴伯顿,俄亥俄州) , C.SIU(代尔,伊利诺州) ,和A的[27]卡诺里亚&化学工业有限公司( renukoot ,印度) 被报道 . 这份文件题为"巴威的红外循环流化床燃煤锅炉的操作经验" ,并提交于15年度国际匹兹堡煤炭会议于9月14-18 , 1998年在匹兹堡,宾夕法尼亚州.红外型循环流化床锅炉设计在循环流化床锅炉,煤粉被引入炉膛内的床上,其中包含或惰性物质(如砂或粉碎石灰石)或白云石。
---------------------------------------------------------------最新资料推荐------------------------------------------------------ 外文翻译--稻草到能源--它可能是个有价值的尝试一项华盛顿州立大学的研究已经发现华盛顿东部的小麦、大麦和草生产的播种栽培者依靠农作物残渣每年可以激发电力的大约400-425个百万瓦电力; 比Snake River上的任何一个大坝的能量都要多。
但是来自稻草生产的能源比水电和核子更贵,不过综合考虑所制定的价格、环境的利益和不稳定的电力市场,显然稻草能源更具有吸引力。
长久以来,世界各个区域的研究人员都在寻找一种能替代野外燃烧稻草的处理方法来减少污染。
尽管有许多种可供选择的使用方法,但是能源部门对于潜在的能够消耗大量的稻草这个市场表现的非常可观。
在一些区域,比如说加利福尼亚州,现存的产生能源的设备是随着稻子的生产而产生的,使他们吸引人利用稻草。
不幸的是,当谷粒收获时的稻草如果在传统的发电厂点燃将会产生一种含有矽石和钾的的渣,稻草中的氯进入火炉和煮器也会加速腐蚀。
钾和氯会迅速的和来自包括稻草在内的生物中的水一起被过滤。
当稻草被暴露在雨水中时,这种过滤自然就发生了。
过滤也能通过各种机械的处理方法产生。
1 / 16无论如何,对于能够得出在燃烧中能导致的较高的灰熔性温度和较低的碱和卤素的挥发,这一结果本身就是一个显著的进步。
通过过滤燃烧稻草这种进步已经成功的在实验室里得到证明。
华盛顿东部的栽培者生产小麦、大麦和草种子等丰富农作物。
依照这样下来,他们生产了数以百万计的大量的稻草。
多余的农作物残渣能导致农作物产量减少,繁殖更多对农作物有害之物, 而且为种植下一轮农作物形成一个障碍。
多余的农作物残渣的处理, 尤其在田地最多的乡村中,确实是一个问题。
秸秆焚烧, 过去大多数的解决方法, 不再被社会所接受。

热点时文03 中国制茶申遗成功备战2023年中考英语热点时文书面表达专项训练【热点材料】北京时间11月29日晚,我国申报的“中国传统制茶技艺及其相关习俗”项目,经联合国教科文组织保护非物质文化遗产政府间委员会评审通过,列入联合国教科文组织人类非物质文化遗产代表作名录。
“中国传统制茶技艺及其相关习俗”是有关茶园管理、茶叶采摘、茶的手工制作,以及茶的饮用和分享的知识、技艺和实践。
制茶师根据当地风土,使用炒锅、竹匾、烘笼等工具,运用杀青、闷黄、渥堆、萎凋、做青、发酵、窨制等核心技艺,发展出绿茶、黄茶、黑茶、白茶、乌龙茶、红茶六大茶类及花茶等再加工茶,2000多种茶品,以不同的色、香、味、形满足着民众的多种需求。
饮茶和品茶贯穿于中国人的日常生活。
人们采取泡、煮等方式,在家庭、工作场所、茶馆、餐厅、寺院等场所饮用茶与分享茶。
在交友、婚礼、拜师、祭祀等活动中,饮茶都是重要的沟通媒介。
以茶敬客、以茶敦亲、以茶睦邻、以茶结友为多民族共享,为相关社区、群体和个人提供认同感和持续感。
“归来何事添幽致,小灶灯前自煮茶”“最爱晚凉佳客至,一壶新茗泡松萝”……在我国古代文人墨客的笔下,与茶有关的诗词不胜枚举。
该项目世代传承,形成了系统完整的知识体系、广泛深入的社会实践、成熟发达的传统技艺、种类丰富的手工制品,体现了中国人所秉持的谦、和、礼、敬的价值观,对道德修养和人格塑造产生了深远影响,并通过丝绸之路促进了世界文明交流互鉴,在人类社会可持续发展中发挥着重要作用。
中国传统制茶工艺被纳入UNESC 图源:新华社【典型范文】中国是茶的故乡,也是茶文化的发源地。
中国茶的发现和利用已有四五千年历史,且长盛不衰,传遍全球。
请你以Chinese Tea 为题,写一篇文章向外国友人介绍中国茶。
内容要求:1. 参考图示,至少选3 个方面来介绍中国茶2.向友人介绍你喜欢茶或茶文化的原因3. 不少于80 词,内容丰富,句型多样。
____________________________________________________________________________________________ ____________________________________________________________________________________________ ____________________________________________________________________________________________ ____________________________________________________________________________________________ ____________________________________________________________________________________________ ____________________________________________________________________________________________ ____________________________________________________________________________________________【拓展训练】A第三次法国国际友好交流学校线上论坛拟于下周五举行。

第 38 卷电力学报3.4 修正计算范例 以某350 MW 等级超临界燃煤发电机组为例,对其煤耗进行修正,该机组2022年的部分运行数据见表3,所用燃煤主要成分及修正系数见表4。
根据《火力发电厂技术经济指标计算方法》(DL/T 904),可以计算出该机组2022年度供电煤耗的平均值为295.66 g/(kW ·h );根据机组供热平均抽汽压力值0.35 MPa ,可以计算出折算系数为0.213,利用式(22)可以计算出供热修正煤耗为301.53 g/(kW ·h );由于该机组年均负荷率为73.00%,根据图3,可取负荷修正系数为1.02;根据表4中计算结果,可以计算出煤质修正系为1.003 24,因此对供热修正煤耗做进一步修正后可得该机组参与对标的煤耗值为301.53÷1.02÷1.003 24=294.67,g/(kW ·h )。
4 结论本文提出了适合燃煤发电机组的一套全新综合对标方法,该方法可以更加真实地反映出机组实际技术与管理水平,能够用来进行机组的综合对标及评价工作,也能够为其他类型发电机组开展综合对标提供很好的技术参考。
该方法可大力推进我国发电企业开展对标活动,有利于找出燃煤发电机组在日常运行管理中的差距与不足,能够有效指导发电企业进一步提高管理理念与管理措施,不断提高电厂的精细化管理水平,促进发电企业提高设备的安全性、可靠性与经济性。
这不仅有利于我国发电企业全面提升管理水平及经济效益,同时对提升我国发电相关的规划设计、设备制造及建设安装等相关企业全球竞争力,提高我国发电行业在世界发电领域的地位乃至提升我国的国际影响力都有着重要作用。
参考文献:[1] 李润国,李静.对标管理在铁路运输行业的应用研究[J ].管理现代化,2014,34(6):52-54.[2] 陈廉,陈强.基于VRS 包络模型的工业企业对标实证研究[J ].工业技术经济,2017,36(10):108-116.CHEN Lian ,CHEN Qiang.Empirical Study on Industrial Enterprises Based on VRS Envelopment Model [J ].Journal of In⁃dustrial Technological & Economics ,2017,36(10):108-116.[3] 黄岗,董发俊,赵凯,等.对标管理在库什塔依水电站工程管理中的应用[J ].水力发电,2012,38(4):79-81.HUANG Gang ,DONG Fajun ,ZHAO Kai ,et al.Application of Benchmarking Management in the Construction of Kushi⁃tayi Hydropower Station [J ].Water Power ,2012,38(4):79-81.[4] 于菲菲,田文浩,王廷春.石油化工企业过程安全管理评估系统的设计与应用研究[J ].中国安全生产科学技术,2015,11(4):112-115.YU Feifei ,TIAN Wenhao ,WANG Tingchun.Design and Application of Assessment System for Process Safety Manage⁃ment in Petrochemical Enterprises [J ].Journal of Safety Science and Technology ,2015,11(4):112-115.[5] 梅杰,刘成刚,苗雨阳.企业能效对标系统的设计与实现[J ].计算机应用与软件,2018,35(1):137-141.表3 机组部分运行数据Tab.3 Partial unit operation data项目机组平均负荷率/%标准煤消耗/万t机组供电量/(亿kW⋅h )数值73.0052.1716.89项目供热量/万GJ 供热比平均抽汽压力/MPa 数值61.100.040.35表4 主要煤质参数与修正系数Tab.4 Main coal quality parameters and correction factors项目干燥无灰基挥发分V daf /%收到基灰分A ar /%含量20.9832.88修正系数1.0001.002 88项目收到基硫分w (S )ar /%收到基全水分M ar /%含量1.0913.55修正系数1.000 361.000496497第 6 期李建锋:燃煤发电机组综合对标方法研究MEI Jie,LIU Chenggang,MIAO Yuyang.Design and Implementation of Enterprise Energy Efficiency Benchmarking Sys⁃tem[J].Computer Applications and Software,2018,35(1):137-141.[6]黄新,王健,兰吉勇.火电机组节能对标管理系统的研究与开发[J].华东电力,2011,39(10):1733-1736.HUANG Xin,WANG Jian,LAN Jiyong.Research and Development on Energy Saving Benchmarking Management for Thermal Power Generation Units[J].East China Electric Power,2011,39(10):1733-1736.[7]王长庚.以对标管理促发电企业全面提质增效[J].企业管理,2017(S1):342-343.[8]张玫.大型发电集团全方位对标管理实践[J].企业管理,2017(S2):582-583.[9]李斌,李建锋,盛建华,等.300 MW级循环流化床锅炉机组运行分析[J].中国电力,2012,45(2):35-39.LI Bin,LI Jianfeng,SHENG Jianhua,et al.Status of 300 MW Circulating Fluidized Bed Boiler Unit Operation[J].Electric Power,2012,45(2):35-39.[10]李斌,李建锋,吕俊复,等.我国大型循环流化床锅炉机组运行现状[J].锅炉技术,2012,43(1):22-28.LI Bin,LI Jianfeng,LYU Junfu,et al.Status of Large Scale Circulating Fluidized Bed Boiler Operation in China[J].Boiler Technology,2012,43(1):22-28.[11]张家宽,张友辉,程东涛.引风机驱动汽轮机排汽压力高原因分析[J].发电设备,2021,35(6):446-449.ZHANG Jiakuan,ZHANG Youhui,CHENG Dongtao.Cause Analysis of High Exhaust Steam Pressure of Driving Steam Turbine of Induced Draft Fan[J].Power Equipment,2021,35(6):446-449.[12]李建锋,李斌,吕俊复.涡扇发动机技术用于降低火电机组厂用电分析[J].机械工程学报,2012,48(18):137-143.LI Jianfeng,LI Bin,LYU Junfu.Analysis of Transplanting Turbofan Engine Technology to Reducing Power Consumption Rate of Thermal Power Unit[J].Journal of Mechanical Engineering,2012,48(18):137-143.[13]李斌,李建锋,高志宏,等.260 t/h循环流化床锅炉秸秆混烧试验[J].中国电力,2012,45(6):35-38.LI Bin,LI Jianfeng,GAO Zhihong,et al.Straw Co-Combustion Experiment in a 260 t/h Circulating Fluidized Bed Boiler [J].Electric Power,2012,45(6):35-38.[14]王爽奇,田宇,龚迎莉,等.330 MW煤粉锅炉掺烧生物质气化气对锅炉性能的影响分析[J].电力学报,2021,36(5):397-403.WANG Shuangqi,TIAN Yu,GONG Yingli,et al.Analysis on Effect of Boiler Performance of Mixed Burning Biomass Gasification Gas in a 330 MW Pulverized Coal Boiler[J].Journal of Electric Power,2021,36(5):397-403.[15]张荔,汪靖,汪旭宁,等.330 MW太阳能协同燃煤发电机组的性能分析[J].电力学报,2022,37(4):343-350.ZHANG Li,WANG Jing,WANG Xuning,et al.Performance Analysis of 330 MW Solar Cooperative Coal-Fired Genera⁃tor Unit[J].Journal of Electric Power,2022,37(4):343-350.[16]BANDYOPADHYAY S,BERA N C,BHATTACHARYYA S.Thermoeconomic Optimization of Combined Cycle Power Plants[J].Energy Conversion and Management,2001,42(3):359-371.[17]张东.热电联产机组供热煤耗计算方法分析[J].华电技术,2013,35(7):44-46,78.ZHANG Dong.Analysis on Calculation Method of Coal Consumption for Heat Supply of Cogeneration Unit[J].Huadian Technology,2013,35(7):44-46,78.[18]MORAN A L,MAGO P J,CHAMRA L M.Thermoeconomic Modeling of Micro-CHP (Micro-Cooling,Heating,and Power) for Small Commercial Applications[J].International Journal of Energy Research,2008,32(9):808-823.[19]李建锋,吕俊复,论立勇,等.燃煤热电联产机组性能评价方法研究[J].中国科学:技术科学,2017,47(1):60-70.LI Jianfeng,LYU Junfu,LUN Liyong,et al.Calculation Method Research of Power Supply Coal Consumption of Coal-Fired Cogeneration Unit[J].Scientia Sinica (Technologica),2017,47(1):60-70.[20]李斌,金昱,肖显斌.多变量煤质特性对循环流化床锅炉效率的影响[J].电力科技与环保,2019,35(2):23-27.LI Bin,JIN Yu,XIAO Xianbin.Effect of Multivariable Coal Quality Characteristics on Efficiency of CFB Boilers[J].Elec⁃tric Power Technology and Environmental Protection,2019,35(2):23-27.[21]于婷俐,李伟伟,张立栋.600 MW超临界锅炉煤质变化对锅炉效率的影响[J].应用能源技术,2019(2):30-34.YU Tingli,LI Weiwei,ZHANG Lidong.Effect of Coal Quality Change for 600 MW Supercritical Boiler on Boiler Efficien⁃cy[J].Applied Energy Technology,2019(2):30-34.[责任编辑:常建峰]第 38 卷第 6 期2023 年 12 月Vol.38 No.6Dec. 2023电力学报JOURNAL OF ELECTRIC POWER文章编号:1005-6548(2023)06-0498-10 中图分类号:TM621 文献标识码:A 学科分类号:47040 DOI:10.13357/j.dlxb.2023.053开放科学(资源服务)标识码(OSID):W火焰锅炉氮氧化物排放特性数值模拟研究杨希刚1,2,陈辉2,王圣2,赖金平2,黄林滨2,李朝兵2,戴维葆2(1.东南大学能源与环境学院,南京 210096;2.国家能源集团科学技术研究院有限公司,南京 210031)摘要:W火焰锅炉将面临NO x超低排放改造的要求,需要在现有的SCR脱硝系统上增加炉膛SNCR脱硝技术,而炉内NO x浓度分布对SNCR脱硝效率有影响。

食品风味化学重要性英语作文The science of flavor chemistry is a cornerstone of the culinary arts, allowing us to understand how different ingredients interact to create the tastes we savor.It's not just about the ingredients themselves, but the chemical reactions that occur when they are combined, which can transform a simple dish into a culinary masterpiece.Understanding these reactions can also help in the development of new food products, ensuring that they are not only safe but also appealing to our senses.Moreover, flavor chemistry plays a crucial role in food preservation, as it can influence the shelf life of products and their resistance to spoilage.The study of flavor chemistry is also essential in the creation of dietary substitutes, such as sugar-free or low-sodium options, which cater to specific health needs.Furthermore, it helps in the development of sustainable food practices, by optimizing the use of natural resources and reducing waste through efficient flavor enhancement.In the global food market, flavor chemistry aids in the customization of products to meet the diverse tastes and preferences of different cultures.Lastly, the importance of flavor chemistry cannot be overstated in the realm of food safety, where it helps in identifying and mitigating potential risks associated with food consumption.。

循环流化床锅炉的污染物排放与控制[摘要]随着社会的发展,我国的现代化建设的发展也有了很大的进步,科学技术的发展也突飞猛进。
循环流化床煤燃烧技术作为一种洁净燃烧技术,通过在其中添加石灰石就可以在炉内完成脱硫工作,从而有效降低脱硫成本。
这种低成本污染控制技术,可以推动循环流化床锅炉的全面推广应用。
近年来新建的设备机组,在脱硫方面运行较为规范,可以在钙硫比较低的情况下达到最佳的脱硫效率。
[关键词]循环流化床锅炉污染物排放控制Pollutant emission and control of circulating fluidized bed boilerTaotao(CNSIC Inner Mongolia Chemical Co., Ltd. . Thermal power plant,Inner Mongolia Alashan 750336)[Abstract]With the development of society, China's modernization has also made great progress in the development of science and technology. As a kind of clean combustion technology, cfb coal combustion technology can reduce the cost of desulfurization by adding limestone to it. This low-cost pollution control technology can promote the comprehensive application of circulating fluidized bed boilers. In recent years, the newly-built equipment unit, in the desulphurization aspect operation quite standard, may achieve the best desulphurization efficiency under the calcium sulfur ratio low situation.[Keywords] Circulating fluidized bed boiler Pollutant discharge Control引言关于开展火电、造纸行业和京津冀试点城市高架源排污许可管理工作的通知》要求在2017年6月底前,完成全国火电(和造纸)行业企业排污许可证申请与核发,火电的烟气排污依据《火电厂大气污染物排放标准》(GB13223—2011)。
第52卷第1期2021年1月中南大学学报(自然科学版)Journal of Central South University (Science and Technology)V ol.52No.1Jan.2021水煤浆循环流化床锅炉物料平衡特性模型柯希玮1,张缦1,杨海瑞1,吕俊复1,张建春2,刘爱成2,郭学茂2,翟永军2,赵晓星2(1.清华大学能源与动力工程系,北京,100084;2.太原锅炉集团有限公司,山西太原,030000)摘要:为了解水煤浆循环流化床(CFB)锅炉的物料平衡特性,建立一维CFB 锅炉模型进行模拟研究,并重点探究分离器效率和水煤浆入炉粒度的影响规律。
研究结果表明:当分离器效率低时,炉内平均床料粒度较大,即床质量较低,循环量较小,锅炉整体物料循环性能较差,此时,尽管存在最优水煤浆粒度分布使当前条件下的物料循环性能达到相对最佳,但总体上看水煤浆粒度的影响较小,工程上应更专注于改善分离器性能;而当分离器效率提高时,水煤浆粒度的影响逐渐变得显著,且最优水煤浆粒径分布往细颗粒方向偏移。
因此,当分离器效率足够时,可考虑适当降低水煤浆粒度,以进一步提高床质量和循环量。
高效分离器+细水煤浆的参数组合能够获得较好的物料循环性能,这为水煤浆CFB 锅炉的运行优化提供了方向。
关键词:水煤浆;循环流化床;模型;分离器效率;粒度中图分类号:TK229文献标志码:A开放科学(资源服务)标识码(OSID)文章编号:1672-7207(2021)01-0086-10Modeling of mass balance behavior in a coal water slurry firedcirculating fluidized bed boilerKE Xiwei 1,ZHANG Man 1,YANG Hairui 1,LÜJunfu 1,ZHANG Jianchun 2,LIU Aicheng 2,GUO Xuemao 2,ZHAI Yongjun 2,ZHAO Xiaoxing 2(1.Department of Energy and Power Engineering,Tsinghua University,Beijing 100084,China;2.Taiyuan Boiler Group Co.Ltd.,Taiyuan 030000,China)Abstract:In order to study the mass balance characteristics of the circulating fluidized bed(CFB)boiler burning coal water slurry(CWS),an efficient 1-dimensional CFB boiler model was developed.The effects of cyclone efficiency and particle size of injected CWS on the mass balance were emphatically discussed.The results show that when the cyclone efficiency is lower,the average size of bed materials inside furnace becomes larger,namely,the bed quality is lower,and the solid circulation rate decreases.For the CFB boiler equipped with low efficiency cyclones,though there exits an optimal CWS particle size distribution to reach the best performance of solidDOI:10.11817/j.issn.1672-7207.2021.01.008收稿日期:2020−07−13;修回日期:2020−10−10基金项目(Foundation item):山西省科技重大专项(20181102001)(Project(20181102001)supported by the Major Science andTechnology Program of Shanxi Province)通信作者:张缦,博士,副教授,从事循环流化床燃烧技术研究;E-mail :**********************引用格式:柯希玮,张缦,杨海瑞,等.水煤浆循环流化床锅炉物料平衡特性模型[J].中南大学学报(自然科学版),2021,52(1):86−95.Citation:KE Xiwei,ZHANG Man,YANG Hairui,et al.Modeling of mass balance behavior in a coal water slurry fired circulating fluidized bed boiler[J].Journal of Central South University(Science and Technology),2021,52(1):86−95.第1期柯希玮,等:水煤浆循环流化床锅炉物料平衡特性模型circulating loop,the influence of CWS particle size is relatively small,hence,the cyclone efficiency is the more important factor in engineering.However,when the cyclone efficiency increases,the influence of CWS particle size becomes more obvious,and the optimal CWS particle size can be smaller.Therefore,if the cyclone efficiency is enough,it can be considered to reduce the injected CWS particle size to further increase the bed quality and solid circulation rate.It indicates that applying high efficiency cyclones plus fine CWS particles can obtain satisfactory performance of solid circulating loop in engineering,which provides a solution to the operation optimization of the CWS-fired CFB boilers.Key words:coal water slurry;circulating fluidized bed;model;cyclone efficiency;particle size水煤浆具有流动性好、稳定性高、存储易、污染排放少等优点,是一种较为廉价的洁净煤燃烧技术原料。
食博会英语作文The Global Culinary Extravaganza: Exploring the Wonders of the Food ExpoThe air was thick with the tantalizing aromas of exotic spices, sizzling meats, and freshly baked pastries. Amidst the bustling crowds, the energy was palpable as people from all walks of life converged to indulge in a culinary adventure like no other. This was the scene at the annual Food Expo, a global celebration of the diverse and delectable world of gastronomy.As I stepped through the grand entrance, my senses were immediately overwhelmed by the sheer variety of sights, sounds, and flavors that surrounded me. Rows of vibrant, colorful stalls lined the expansive halls, each one offering a unique culinary experience. From the fragrant curries of India to the delicate sushi of Japan, the Food Expo was a veritable United Nations of cuisine, showcasing the rich cultural heritage and culinary traditions of nations from across the globe.One of the first things that caught my eye was the dazzling array of fresh produce on display. Towering pyramids of juicy, ripe tomatoes stood alongside baskets overflowing with crisp greens, vibrant berries, and exotic tropical fruits. The vendors, hailing from local farms and international suppliers, passionately shared the stories behind their offerings, highlighting the importance of sustainable agriculture and the pursuit of quality ingredients.As I meandered through the bustling aisles, I encountered a diverse array of food artisans, each one dedicated to the craft of creating exceptional culinary masterpieces. From the skilled sushi chefs meticulously assembling their delicate rolls to the master bakers kneading and shaping their dough with the utmost precision, the Food Expo was a celebration of the culinary arts in all their forms.One of the highlights of my visit was the live cooking demonstrations, where renowned chefs from around the world took to the stage to showcase their culinary prowess. I watched in awe as they effortlessly combined ingredients, skillfully wielding their knives and spatulas to create dishes that were not only visually stunning but also bursting with flavor. The chefs shared their techniques, recipes, and insights, inspiring the audience to venture beyond their comfort zones and explore the boundless possibilities of the culinary world.Interspersed among the food stalls were interactive exhibits andeducational displays that delved into the rich history and cultural significance of various cuisines. I learned about the ancient spice trade that connected the East and West, the evolution of traditional cooking methods, and the innovative technologies revolutionizing the food industry. These immersive experiences allowed me to gain a deeper appreciation for the global tapestry of gastronomy, and how food has the power to bridge cultures and foster cross-cultural understanding.One of the most captivating aspects of the Food Expo was the sheer diversity of the attendees. People from all walks of life – from seasoned foodies and celebrity chefs to curious families and adventurous millennials – came together to indulge in this culinary extravaganza. The atmosphere was electric, with lively conversations, enthusiastic laughter, and the occasional burst of applause as a particularly impressive dish was unveiled.As I wandered through the maze of stalls, I couldn't help but be struck by the sense of community and camaraderie that permeated the event. Strangers exchanged recommendations, shared samples, and engaged in animated discussions about their favorite flavors and culinary traditions. It was a testament to the universal language of food, a medium that transcends cultural boundaries and brings people together in a shared appreciation for the art of gastronomy.Towards the end of my visit, I stumbled upon a section dedicated to the latest innovations in the food industry. Here, I encountered cutting-edge technologies, from robotic chefs and 3D-printed meals to sustainable food packaging and AI-powered recipe generators. These glimpses into the future of food left me both intrigued and inspired, as I contemplated the ways in which advancements in science and technology might shape the culinary landscape of tomorrow.As I reluctantly bid farewell to the Food Expo, I couldn't help but feel a sense of awe and wonder. This event had not only satisfied my taste buds but had also nourished my mind and spirit, exposing me to the rich tapestry of global cuisine and the passionate individuals who dedicate their lives to its creation. The Food Expo had become a testament to the power of food to bring people together, to celebrate diversity, and to ignite a sense of adventure and discovery.In the days that followed, the memories of the sights, sounds, and flavors of the Food Expo lingered, inspiring me to continue my culinary explorations and to share the wonders of this global celebration with friends and family. The Food Expo had not only been a feast for the senses but a true feast for the soul, a reminder of the transformative power of food in our lives and the endless possibilities that await those who are willing to embark on a culinary adventure.。
第36卷第6期2021年12月Vol.36No.6Dec.2021电力学报JOURNAL OF ELECTRIC POWER文章编号:1005-6548(2021)06-0587-07中图分类号:TM619文献标识码:B学科分类号:47040 DOI:10.13357/j.dlxb.2021.070开放科学(资源服务)标识码(OSID):135MW循环流化床锅炉的经济运行分析郑生斌1,苗锐2(1.山西国际能源有限责任公司,山西灵石031300;2.中煤大同能源有限责任公司,山西大同037001)摘要:循环流化床(CFB)技术是目前我国应用范围较广的洁净煤燃烧技术之一,在实际生产中CFB锅炉存在磨损严重、厂用电率偏高、机组效率偏低、飞灰可燃物含量(以下简称“飞灰含碳量”)偏高和污染物排放不达标等问题亟待解决。
以中煤大同能源有限公司2×135MW CFB锅炉为实例展开论述,仔细分析了该公司锅炉基本情况、入炉煤煤质和锅炉运行情况;提出了实现燃烧优化调整可采取的措施,包括低床压、低烟气含氧量、高炉膛压力、优化煤粒粒径级配措施等4项主要措施,此外,需根据煤质情况进行燃烧方式的调整。
通过实施所提的4项措施,降低了该135MW CFB锅炉的飞灰含碳量、炉渣可燃物含量(以下简称“炉渣含碳量”),在污染物达标排放的基础上,提高了锅炉运行的经济效益。
关键词:循环流化床(CFB)锅炉;燃烧优化调整;飞灰可燃物含量;炉渣可燃物含量;二次风量Economic Operation Analysis of135MW Circulating Fluidized Bed BoilerZHENG Sheng-bin1,MIAO Rui2(1.Shanxi International Energy Co.,Ltd.,Lingshi031300,China;2.China Coal Datong Energy Co.,Ltd.,Datong037001,China)Abstract:Circulating fluidized bed(CFB)technology is currently one of the most widely used clean coal com⁃bustion technologies in my country.In actual production,CFB boilers suffer from severe wear,high plant pow⁃er consumption,low unit efficiency,high unburned combustible in fly ash(hereinafter referred to as“unburned carbon in flyash”),and substandard emissions of pollutants need to be resolved urgently.Taking the2×135 MW CFB boiler of China Coal Datong Energy Co.,Ltd.,as an example,the basic situation of the company’s boiler,the quality of coal into the furnace and the operation of the boiler were carefully analyzed;Proposed mea⁃sures that could be taken to achieve combustion optimization and adjustment,including four main measures in⁃cluding low bed pressure,low flue gas oxygen content,blast furnace pressure and optimized coal particle size grading measures.In addition,the combustion method needs to be adjusted according to the coal quality. Through the implementation of the4proposed measures,the unburned carbon in flyash and unburned combusti⁃ble in slag(hereinafter referred to as“unburned carbon in slag”)of the135MW CFB boiler were reduced.On the basis of pollutant emission standards,the economic benefits of boiler operation were improved.*收稿日期:2021-09-25作者简介:郑生斌(1969—),男,工程师,厂长,负责天石电厂全面工作;苗锐(1967—),男,工程师,从事各种类型锅炉运行岗位工作29年,2004年开始从事流化床锅炉专工职务,参加过6台机组的整体调试工作,有丰富的理论和实际经验,为大同二电厂、同煤集团电厂、北京二热、吕梁中钰热电、中煤大同能源有限责任公司等单位进行过3年多的大型培训工作,1048326986@。
The discovery of coal marked a significant turning point in human history, particularly in the realm of energy production and industrial development.Coal,a fossil fuel formed from the remains of ancient plants,has been used by humans for thousands of years,but its widespread use as an energy source began during the Industrial Revolution.Early Uses of CoalInitially,coal was used for a variety of purposes.In ancient China,for instance,coal was discovered and utilized for its heatproducing properties as early as the4th century BCE. It was used for heating and cooking,but its potential as a fuel for largescale industrial processes was not fully realized until much later.The Industrial RevolutionThe18th and19th centuries saw the coal industry boom,especially in Britain,where vast deposits of coal were discovered.This period,known as the Industrial Revolution,was characterized by rapid industrialization and the development of machinery.Coal became the primary fuel for steam engines,which powered factories,mines,and eventually, locomotives.Environmental ImpactThe increased use of coal had profound environmental implications.The burning of coal releases carbon dioxide and other pollutants into the atmosphere,contributing to air pollution and climate change.Despite these concerns,the demand for coal continued to grow as it was cheaper and more abundant than other energy sources at the time. Technological AdvancementsOver time,technologies were developed to mitigate the environmental impact of coal use. For example,the invention of the steam turbine improved the efficiency of coalfired power plants,while scrubbers and filters were introduced to reduce emissions.Modern ChallengesIn the21st century,the world faces the challenge of reducing reliance on coal due to its environmental impact.There is a global push towards cleaner energy sources,such as solar,wind,and hydroelectric power.However,coal remains a significant part of the energy mix in many countries,particularly those with limited access to alternative energysources.Future ProspectsThe future of coal is uncertain.On one hand,advancements in clean coal technologies and carbon capture and storage offer hope for a more sustainable use of this resource.On the other hand,the increasing focus on renewable energy and the global commitment to reducing greenhouse gas emissions suggest a gradual decline in the role of coal in the worlds energy supply.In conclusion,the discovery and utilization of coal have had a lasting impact on human society,driving industrialization and economic growth,but also posing significant environmental challenges.As we move forward,the balance between energy needs and environmental sustainability will continue to be a critical issue in the global conversation about energy sources.。