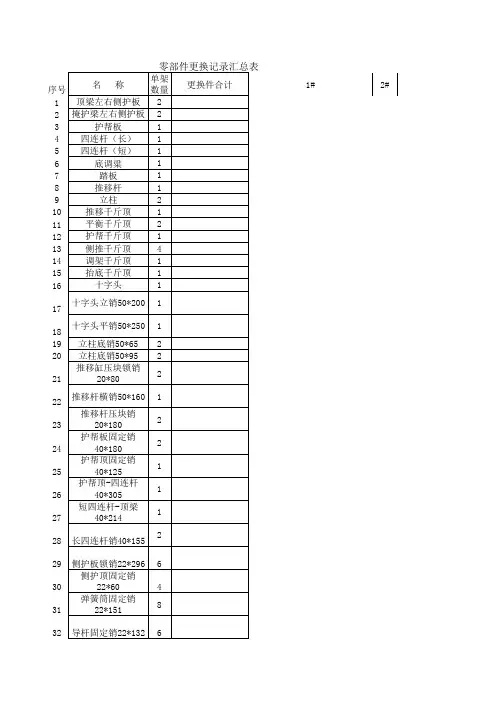
夹具定位销更换记录表
- 格式:xlsx
- 大小:48.01 KB
- 文档页数:1

![移印车间夹具每月维护记录表[空白模板]](https://uimg.taocdn.com/f23781d8915f804d2a16c1e3.webp)
文件版本
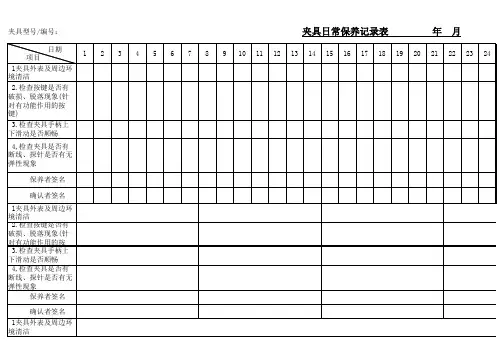
班录由喷涂维护内容: 1.生产结束后检查夹具是否损坏?如损坏用原子灰及时修复.2.生产结束后检查有无油墨残留?如发现有残留油墨及时清洁干净.以上步骤结束后按标识放入夹具柜中.
注意事项: 1.项目每次生产前检查夹具情况,确认OK 方可用入生产. 2.每班生产结束检查夹具状况,发现问题及时向上级汇报并做好记录. 3.生产计划完成后拆下夹具维护好放置夹具柜中.如正常生产时请用"√"标识. 异常生产时请用"×".未生产时请用"/"标识.喷漆部移印车间夹具 ( )月维护记录表
月份:。
夹具日常管理规定1 目的为了正确使用、保养、维护、管理好焊接夹具;使焊接夹具满足生产节拍需求,避免发生停线、停产的生产事故,并符合安全生产和环境保护要求;使所制作产品零部件的质量稳定,符合设计、工艺的要求;满足精益生产的有效运行,生产成本低廉。
2适用范围本规定适用于各车型SOP之后的所有自制件的夹具。
3 术语及定义3.1 夹具:是制造产业当中作为一种生产的辅助工具,指把加工及安装对象迅速、准确的定位和固定,可应用在工艺过程中的任何工序,用来迅速、方便、安全的安装工件,一般包括工件的定位、支撑、夹紧的装置,还有实际工作中工具导向机构的一体化设备。
3.2 A类夹具:拼焊结果直接影响车身主定位和车身尺寸,并对车身整体外观尺寸和下道工序重要装配有影响的夹具,如发动机舱总成夹具、地板骨架总成夹具、车身下部总成夹具、车身骨架总成主拼夹具等。
3.3 B类夹具:对白车身总成件起主要定位作用,影响其尺寸较大的分总成夹具。
3.4 C类夹具:辅助定位,没有严格精度要求的补焊夹具、涂胶夹具等。
4 职责4.1 工艺技术部4.1.1 负责组织由设计/过程变更引起的夹具调整、维修、改造的评审;4.1.2 焊装A、B、C类夹具清单的分类、编制及发布;4.2装备动力部4.2.1负责对工装日常管理工作的监控;4.2.2 负责对日常监控过程中发现的问题进行跟踪解决;4.2.3参与夹具日常的调整、维修、改造的评审;4.3 焊装厂4.3.1负责夹具的日常的维护、保养和工装的日常管理工作;4.3.2 参与对夹具调整、改造的过程评估;4.3.3参与夹具日常的调整、维修、改造的评审;4.3.4 参与焊装A、B、C类夹具分类的会签;4.3.5 夹具定位销测量周期发布、夹具三坐标检测周期发布;4.3.6 根据夹具定位销测量周期,对夹具定位销尺寸进行测量。
4.4 过程质量管理部4.4.1夹具周期检测计划编制及发布;4.4.2 根据夹具测量计划,按期对夹具进行检测,并发布夹具测量数据;4.4.3 根据相关部门临时测量需求,对夹具进行检测,并发布夹具测量数据;5 工作内容5.1 夹具定位销检测、更换:5.1.1 对A/B/C类夹具的定位销检测周期:a) A类夹具定位销每周检测一次;b) B类夹具定位销每两周检测一次;c) C类夹具定位销每月检测一次;5.1.2 对各车型夹具的A/B/C分类由工艺技术部焊装工艺科编制,并与焊装厂质技科进行评审、确认。
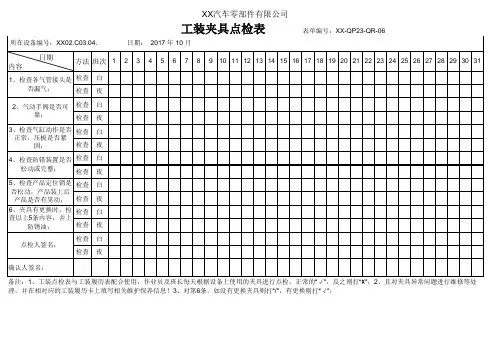
工装夹具点检维护保养内容目视1.定位销无磨损现象(一般磨损为0.2MM需更换),磨损时应及时报告工装管理员。
2.定位面无松动、凹坑、过度划伤等,如有此现象,及时报告班组长,再由工装管理员处理。
3.基准面(BASE)板表面光滑,无明显凹坑和裂纹。
手动1.夹爪有效夹紧、无松动、晃动,定位销无脱落、松动,轴承无异响,各单元润滑良好;2.打开气源检查气缸活动自如,活塞杆无打火、气缸表面无磨损现象;3.打开气源检查各快速接头、气管无老化、松动、漏气现象;保养1.工装夹具现场按要求规定区域水平平稳放置。
2.夹具表面清洁,无灰尘、杂物、焊渣等,夹具上各按钮无损坏、残缺及凸凹槽的清洁。
3.各单元齐全,夹具编号与铭牌清楚完好。
4.各附属装置(气管、三联件等)表面无灰尘、油污;气路完好,无老化、泄漏现象。
5.气压表正常(工作气压0.4MP~0.6MP),气动三连件完好,油杯中油量在正常指示范围内,油质(气动油)正常,调压自如,滤清器无堵塞,每日上下班及时清除过滤杯中的水和对夹具加油。
6.夹具上各定位销、夹头、夹块、铜块完整,且润滑良好,无异常7.各移动部件导轨间无异物,表面无研伤,且润滑良好,无异响8.减震器工作正常,油量充足,无异响;各气缸、气阀等固定点无松动、串气现象。
9.焊接辅具上没有焊渣、油污及其他对焊接质量有害的杂质。
各装配夹具、样板定位准确,无变形且夹紧装置状态良好。
10.夹具上定位块无变形,非金属压块无磨损、老化、变形。
11.各气动及手动夹紧点在夹紧时必须在死点位置,并且无松动。
12.夹具上的电极板无变形、坑包,厚度高度应符合工艺要求。
13.夹具上不允许放劳保用品和过多板件。
14.不允许工件摆放不到位或使用变形产品,强制加紧造成工装损坏。
15.不允许随意敲打、撞击夹具或夹具带“病”工作。
一、维护频次二、维护标准要点1.定位销⑴、夹具上各部位定位销,要求定位销一定在位,如果缺失必须补充完好;⑵、各部位定位销必须均未磨损过度。
与零件接触的定位销,接触部位必须用游标卡尺进行尺寸测量,当测量尺寸与定位销原设计尺寸差大于时,该定位销必须更换。
⑶、夹具上各镶块、压头等处定位销必须稳定性良好,无松动,能起到准确良好的定位作用;⑷定位销上无飞溅物,不引起焊接电流的分流。
2. 定位块⑴、夹具上各部位定位块,要求定位块一定在位,如果缺失必须补充完好;定位块无松动,能起到准确良好的定位作用;⑵、各部位定位块必须均未磨损过度,无明显拉伤。
与零件接触的定位块,接触部位必须用游标卡尺进行尺寸测量,当测量尺寸与定位块原设计尺寸差大于时,该定位块必须更换。
3. 压头压块⑴旋转式压头、压块的铰轴处必须紧固良好⑵压头、压块工作稳定性良好,润滑良好⑶压头、压块工作表面未磨损过度,如果磨损严重必须记录并通知工艺人员调整⑷手动压头扳手顶紧后能保证一定的预紧力,且压头上附属橡胶头完整、无破损,否则必须更换。
4. 限位块支撑块⑴限位块、支撑块必须紧固良好⑵限位块支撑块工作表面未磨损过度,如果磨损严重必须记录并通知工艺人员调整或者更换。
5. 夹具零件⑴夹具上的螺母、铰轴处的卡子等附属配件必须完整,如果缺失或损坏必须更换⑵夹具上的螺栓、螺钉等必须保证能正常拆装,如果滑丝或螺栓端头磨损以及碰撞损坏,必须更换。
6.夹具绝缘连接零件⑴夹具绝缘连接零件上干净,无飞溅物等干扰绝缘的杂物⑵夹具绝缘连接零件无破损、无缺失,保证绝缘良好,无分流。
7.气控系统⑴、气缸接头的联接紧密,无漏气;气管无破裂漏气;⑵、气控阀站清洁无飞溅物等,操作准确、灵活可靠;⑶气缸气密性好,活塞润滑良好,移动灵活。
8.夹具螺旋支撑脚⑴支撑脚完整,无缺失,无偏斜,垂直度良好⑵支撑脚未磨损过度,无严重锈蚀,易于调整,能保证夹具放置的平稳性。