尾板铸造工艺设计说明书
- 格式:doc
- 大小:11.00 MB
- 文档页数:25
“永冠杯”第二届中国大学生铸造工艺设计大赛 参赛作品
铸件名称:E件—尾板 自编代码:BE092174 方案编号: 目 录 1 零件结构特点及铸造工艺分析 ..................................................................................... 1 2 铸型种类、造型及造芯方法选择 ................................................................................. 4 3 浇注位置选择 ................................................................................................................. 4 4 分型面选择 ..................................................................................................................... 5 5 砂箱中铸件数目的确定 ................................................................................................. 6 6 工艺参数确定 ................................................................................................................. 6 6.1 尺寸公差 .............................................................................................................. 6 6.2 铸件收缩率 .......................................................................................................... 6 6.3 机械加工余量 ...................................................................................................... 7 6.4 最小铸出孔及槽 .................................................................................................. 7 6.5 拔模斜度 .............................................................................................................. 7 7 砂芯设计 ......................................................................................................................... 7 8 冒口设计 ......................................................................................................................... 9 9 浇注系统设计 ............................................................................................................... 10 9.1 内浇口位置选择 ................................................................................................ 10 9.2 浇注系统形式的选择 ........................................................................................ 11 9.3 浇注系统计算 .................................................................................................... 11 10 冷铁设计 ..................................................................................................................... 14 11 气孔的设计 ................................................................................................................. 15 12工艺验证 ...................................................................................................................... 17 12.1 冒口补缩能力 .................................................................................................. 17 12.2 工艺出品率 ...................................................................................................... 19 12.3 工艺软件模拟验证 .......................................................................................... 20 参考文献 ........................................................................................................................... 22 附图 ................................................................................................................................... 23 “永冠杯”第二届中国大学生铸造工艺设计大赛
1 尾板工艺设计说明书 材料:球墨铸铁FCD450 ; 铸件净重: 4142kg ; 造型材料:呋喃树脂砂
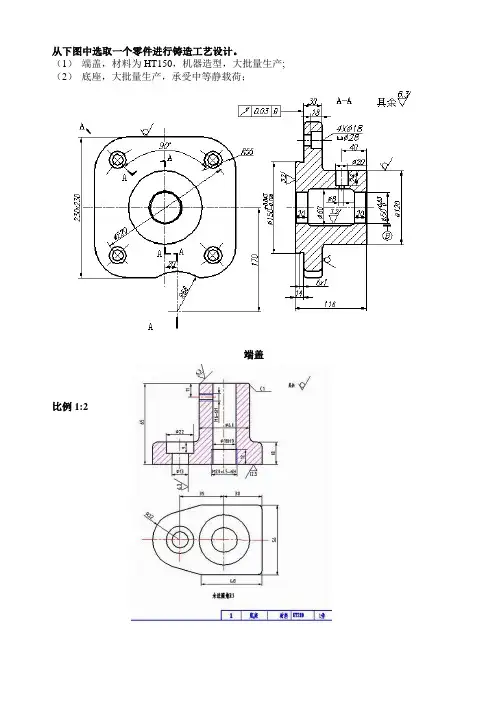
1 零件结构特点及铸造工艺分析 由零件图可知:尾板轮廓尺寸为:1615mm×1350mm×1260mm ;净重4142 kg(零件图纸),为大型铸件。根据零件图建立尾板Pro/E实体模型如图1.1。
图1.1 尾板零件模型 (1)造型制芯 尾板整体结构为横竖的板相交,并有凸台和筋板,形成了复杂的内腔,故铸件的砂芯复杂,其铸造过程为组合造芯。铸件的孔内外侧均有圆角,不容易做芯头,芯定位难,需要用芯撑。芯的长度较大,要用芯骨增加强度。铸件的外轮廓不完全对称,且侧面多凸台及圆孔,不 “永冠杯”第二届中国大学生铸造工艺设计大赛 2 利于起模。
(2)壁厚 尾板壁厚整体上比较均匀,最大壁厚为120mm,最薄为60mm,大部分壁厚为90mm。在不加工艺措施条件下,铸件尺寸过大容易产生浇不足等缺陷;铸件壁厚过大(>30mm),凝固后内部组织疏松,力学性能不好[1]。
(3)壁过渡形式 在铸件中,壁相交或拐弯的地方存在热节,冷却后易产生缩松,缩孔和铸造应力。在尾板中,壁相交形成的热节多,且分散,但在壁相交或者拐弯的地方均为圆角过渡,不易产生铸造应力。 (4)尾板铸造材料为球墨铸铁即QT450,流动性好,但铸件形状较大且复杂,应仔细审查零件结构实现顺序凝固的可能性,使之便于安放冒口、冷铁,以避免缩孔、缩松缺陷。 为明确热节位置,采用Z-Cast铸造数值模拟软件对尾板零件铸造工艺性进行分析,模拟结果如图1.2所示。
a)凝固时间100s b)凝固时间1216s “永冠杯”第二届中国大学生铸造工艺设计大赛
3 图1.2 尾板凝固顺序模拟结果 图1.2为尾板的凝固模拟结果,从图中可以看出,尾板大部分区域为同时凝固,不会产生缩孔缩松。但是在图b)和 d)中,凝固1216s时候尾板的筋板处出现了孤立的凝固区域(红色圈),为保证这部分铸件不至产生铸造缺陷,保证铸件的顺序凝固,故加设气孔保证其更好的凝固。在图e)中尾板存在2个较大的液固混合区,凸台两端的A区和B区。在固液混合区,
c)凝固时间4864s d)凝固时间6080s e)凝固时间8512s f)凝固时间7296s g)凝固时间12160s h)凝固时间14500s A B “永冠杯”第二届中国大学生铸造工艺设计大赛
4 铸件枝晶骨架还未连成整体,金属仍然具有一定的流动性,但是流动性降
低。如果这种固液混合区形成孤立的区域,则只能靠本身进行补缩,其室温组织必然疏松,甚至形成缩孔或缩松。故开设冒口保证铸件的补缩和凝固。 综合,图1.1、图1.2可以知道,要保证尾板的质量,必须对尾板底部及壁相交处采取周密的工艺措施,改变其凝固顺序,以期获得合格铸件。
2 铸型种类、造型及造芯方法选择 尾板尺寸较大,选用强度较高的呋喃树脂砂造型和制芯,均采用手工完成。
3 浇注位置选择 为了使铸件充型平稳,容易充满且充满程度高,铸件应该选封闭式浇注系统,浇注系统内浇道在铸件上的浇注位置有图3.1中A和B 两种方案。在方案A中金属液从底座向下流入筋板,但铸件较高(1260mm),金属液流入筋板处的紊流较大,筋板处易产生缺陷,且筋板处壁厚不均匀,下部较小金属液流动性较差,故方案A不如方案B好。因方案B中内浇口位置选在筋板的下端,金属液从底端筋板开始注入(即底注式),充型过程平稳,金属液对型、芯冲击力小,有利于腔内气体排出,适用于形状复杂及大型的铸件。且浇注系统也起到了对筋板的补缩作用,省去了开设新的冒口来对筋板处的热节进行补缩。