泡罩包装机械中的冲切装置
- 格式:pdf
- 大小:957.41 KB
- 文档页数:5
7.4.3滚板式泡罩包装机滚板式泡罩包装机是综合了滚筒式和平板式包装机的优点,克服了2种机型的不足。
它采用平板式成型模具,压缩空气成型,使得成型泡罩的壁厚均匀、坚固,适合于各种药品包装。
滚筒式连续封合时PVC片和铝箔在封合处为线接触,在较低的压力下可以获得理想的封合效果。
有高速运转的打字、打孔(断裂线)和无横边废料冲裁机构。
因此,滚板泡罩包装机具有高效率、节省包装材料、泡罩质量好等特点。
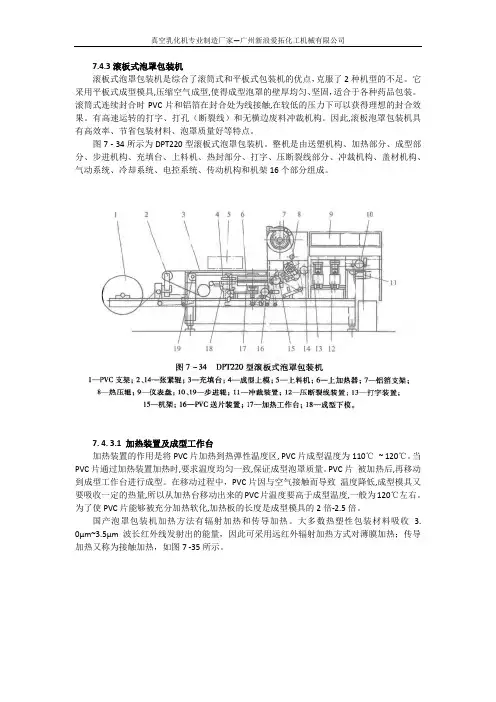
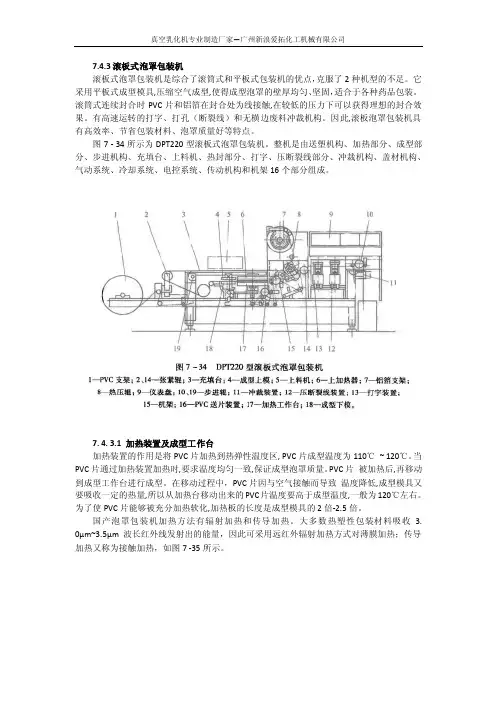
图7 - 34所示为DPT220型滚板式泡罩包装机。
整机是由送塑机构、加热部分、成型部分、步进机构、充填台、上料机、热封部分、打字、压断裂线部分、冲裁机构、盖材机构、气动系统、冷却系统、电控系统、传动机构和机架16个部分组成。
7. 4. 3.1 加热装置及成型工作台加热装置的作用是将PVC片加热到热弹性温度区, PVC片成型温度为110℃~ 120℃。
当PVC片通过加热装置加热时,要求温度均匀一致,保证成型泡罩质量。
PVC片被加热后,再移动到成型工作台进行成型。
在移动过程中,PVC片因与空气接触而导致温度降低,成型模具又要吸收一定的热量,所以从加热台移动出来的PVC片温度要高于成型温度,一般为120℃左右。
为了使PVC片能够被充分加热软化,加热板的长度是成型模具的2倍-2.5倍。
国产泡罩包装机加热方法有辐射加热和传导加热。
大多数热塑性包装材料吸收 3. 0µm~3.5µm波长红外线发射出的能量,因此可采用远红外辐射加热方式对薄膜加热;传导加热又称为接触加热,如图7 -35所示。
成型工作台是利用压缩空气将已被加热的PVC片在模具中(吹塑)形成泡罩。
成型工作台传动机构由传动系统中的圆柱凸轮机构,按一定的速比将凸轮的圆周运动转变成上模的上下往复运动。
7.4. 3. 2步进机构步进机构是将已经完成泡罩成型的PVC泡窝片拉出来,送到充填台准备进行药品充填。
同时,将加热平台已被加热软化的PVC片准确送入成型台,为下一次成型做好准备。
泡罩包装机的工作原理泡罩包装机是一种自动化包装设备,广泛应用于食品、医药、化工等行业。
其主要功能是将产品装入塑料袋或泡罩中,并对其进行封口、热收缩等处理,以实现产品的密封、保护和美观的目的。
下面将详细介绍泡罩包装机的工作原理。
首先,需要将待包装的产品放置在输送带上,并设置好包装参数,如包装袋的尺寸、热收缩温度等。
然后启动泡罩包装机,机器开始自动运行。
该机器的核心部分是一个塑料薄膜卷,该卷会通过一系列的传送辊、导引组件等装置进行卷装,并打开形成一个C型状。
卷装好的塑料薄膜会以一定速度向前推进。
同时,机器还会通过一组切刀将塑料薄膜按照设定的尺寸进行切割,形成一个个的塑料袋或泡罩。
这个过程需要根据不同产品的尺寸和形状进行调整。
接下来,产品在输送带的驱动下,逐一经过一个个的塑料袋或泡罩。
在此过程中,机器会自动检测产品的位置,并根据设定将对应的塑料袋或泡罩快速包覆在产品上。
包装袋或泡罩封口是通过加热封口机构实现的。
该机构会在塑料袋的开口附近施加高温,使塑料薄膜融化并牢固封闭。
这样可以确保产品在运输和贮存过程中不会被污染或受潮。
最后一步是热收缩处理。
机器会将封口好的包装袋或泡罩送入一个热收缩室中,室内的热风会快速加热,使塑料薄膜收缩并紧贴在产品表面上。
这样可以进一步提高产品的密封性和观感效果。
控制系统是泡罩包装机的重要组成部分。
它通过传感器、PLC等设备实现对整个包装过程的监控和控制。
操作人员可以通过触摸屏或控制面板对参数进行设定和调整,确保包装机能够按照要求进行工作。
此外,泡罩包装机通常还配备有安全装置,如急停按钮、防护罩等,以确保操作人员的安全,并避免意外发生。
总之,泡罩包装机通过一系列的自动化设备和控制系统,将产品装入塑料袋或泡罩中,并对其进行封口、热收缩等处理,实现产品的包装。
其工作原理简单明了,能够高效快速地完成包装工作。
这不仅提高了包装效率,同时也保证了产品的质量和外观。
泡罩包装设备的主要工作机构分析摘要:泡罩包装是固体制剂的主流包装形式。
尽管泡罩包装设备有多种类型,但工艺流程基本相同。
按工艺操作顺序介绍了泡罩包装设备的主要工作机构,包括加热装置、成型装置、热封装置、打字压印装置、冲切装置。
关键词:泡罩包装;工作机构;分析0引言泡罩包装目前已成为固体制剂包装的主流。
泡罩包装设备按自动化程度可分为全自动泡罩包装机、自动泡罩包装机及半自动泡罩包装机;按成型与热封结构型式可分为辊筒式泡罩包装机、平板式泡罩包装机和辊板式泡罩包装机。
尽管泡罩包装设备型式较多,完成工艺操作的方法也各不相同,但它们的工艺流程却基本相同。
其基本工艺流程为:薄膜放卷—加热—泡罩成型—药品充填—铝箔热封—批号打印—板块冲裁—包装。
本文将对完成泡罩包装工艺过程的主要工作机构进行介绍和分析。
1加热装置分析泡罩包装设备的加热装置的作用是将药用薄膜加热软化至可塑状态,以便在成型模具上通过一定方式形成泡罩。
图1为辊筒式泡罩包装机的两种加热形式简图,即辐射加热和接触加热,或者称为外加热和内加热。
外加热多采用石英玻璃加热管作为加热元件,数支加热管组成一个与成型模辊同心的弧形加热面,通电后产生远红外线,对绕在成型模辊面上的塑膜进行烘烤加热。
内加热是将管状加热元件均匀置于加热辊体内,辊体与成型模辊接触且与成型模辊同步转动,通电后辊体变热,对绕在成型模辊面上的塑膜直接接触加热。
图2为平板式和辊板式泡罩包装机的加热装置结构简图,由上、下加热板构成,采用板式接触间歇加热方式,加热器有管状和片状两种,置于加热板中间。
加热时,上、下加热板必须保持水平位置,以保证成型均匀性。
加热板运动有多种形式:上板运动有直动式和翻转式;下板运动一般为直动式;上、下板一起运动为直动式。
图2(a)即为上板直动式,图2(b)为上板翻转式。
加热板上下运动是由气缸带动的。
工作时加热板一般不动,在两板之间有0.5~0.8mm的间隙,塑膜从间隙通过,这样能避免热量损失,保证成型良好。
![铝塑泡罩包装机全无间隔冲裁装置[实用新型专利]](https://uimg.taocdn.com/a2ab6f9bf242336c1fb95e6e.webp)
专利名称:铝塑泡罩包装机全无间隔冲裁装置
专利类型:实用新型专利
发明人:边声,张凯声,关林才,李宝山,于龙辉,沈志海,刘丽华,杨素梅,季福廷
申请号:CN94228172.1
申请日:19940329
公开号:CN2203267Y
公开日:
19950712
专利内容由知识产权出版社提供
摘要:一种铝塑泡罩包装机全无间隔冲裁装置,克服了 现有技术有纵横间隔冲裁装置及无横向间隔冲裁装 置冲裁后形成格网状带形废料或条形废料因而浪费 包装材料的问题,它有一对导柱,在导柱的底部固定 有凹模,在导柱上安装有可以在导柱上滑动的导套, 导套上安装有一个固定板,在固定板上安装有凸模, 所说的凸模和凹模是阶梯形布置,并因此不仅取消了 板块间的横向间隙,也取消了板块间的纵向间隔,基 本上消灭了板块间的废料,可为2、3、4板辊式、板式、 板辊泡罩包装机配套,并节约包装材料6-12%。
申请人:锦州东方包装机械制造公司
地址:121001 辽宁省凌河区锦州市文治里3号
国籍:CN
代理机构:锦州市专利事务所
代理人:王胜利
更多信息请下载全文后查看。
7.4.3滚板式泡罩包装机滚板式泡罩包装机是综合了滚筒式和平板式包装机的优点,克服了2种机型的不足。
它采用平板式成型模具,压缩空气成型,使得成型泡罩的壁厚均匀、坚固,适合于各种药品包装。
滚筒式连续封合时PVC片和铝箔在封合处为线接触,在较低的压力下可以获得理想的封合效果。
有高速运转的打字、打孔(断裂线)和无横边废料冲裁机构。
因此,滚板泡罩包装机具有高效率、节省包装材料、泡罩质量好等特点。
图7 - 34所示为DPT220型滚板式泡罩包装机。
整机是由送塑机构、加热部分、成型部分、步进机构、充填台、上料机、热封部分、打字、压断裂线部分、冲裁机构、盖材机构、气动系统、冷却系统、电控系统、传动机构和机架16个部分组成。
7. 4. 3.1 加热装置及成型工作台加热装置的作用是将PVC片加热到热弹性温度区, PVC片成型温度为110℃~ 120℃。
当PVC片通过加热装置加热时,要求温度均匀一致,保证成型泡罩质量。
PVC片被加热后,再移动到成型工作台进行成型。
在移动过程中,PVC片因与空气接触而导致温度降低,成型模具又要吸收一定的热量,所以从加热台移动出来的PVC片温度要高于成型温度,一般为120℃左右。
为了使PVC片能够被充分加热软化,加热板的长度是成型模具的2倍-2.5倍。
国产泡罩包装机加热方法有辐射加热和传导加热。
大多数热塑性包装材料吸收 3. 0µm~3.5µm波长红外线发射出的能量,因此可采用远红外辐射加热方式对薄膜加热;传导加热又称为接触加热,如图7 -35所示。
成型工作台是利用压缩空气将已被加热的PVC片在模具中(吹塑)形成泡罩。
成型工作台传动机构由传动系统中的圆柱凸轮机构,按一定的速比将凸轮的圆周运动转变成上模的上下往复运动。
7.4. 3. 2步进机构步进机构是将已经完成泡罩成型的PVC泡窝片拉出来,送到充填台准备进行药品充填。
同时,将加热平台已被加热软化的PVC片准确送入成型台,为下一次成型做好准备。
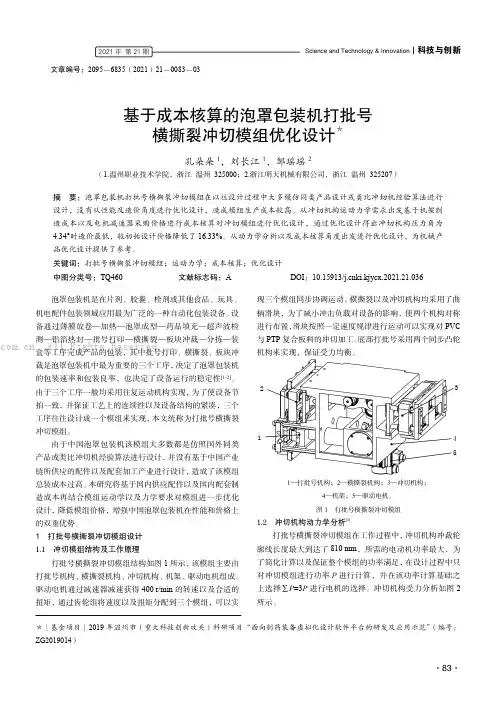
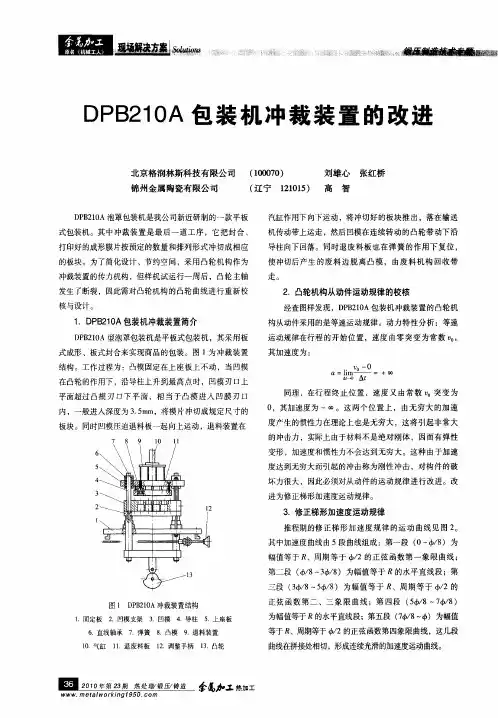
·83·1文章编号:2095-6835(2021)21-0083-03基于成本核算的泡罩包装机打批号横撕裂冲切模组优化设计*孔朵朵1,刘长江1,邹瑶瑶2(1.温州职业技术学院,浙江温州325000;2.浙江明天机械有限公司,浙江温州325207)摘要:泡罩包装机打批号横撕裂冲切模组在以往设计过程中大多模仿同类产品设计或类比冲切机经验算法进行设计,没有从性能及造价角度进行优化设计,造成模组生产成本较高。
从冲切机构运动力学需求出发基于机架制造成本以及电机减速器采购价格进行成本核算对冲切模组进行优化设计,通过优化设计得出冲切机构压力角为4.34°时造价最低,较初始设计价格降低了16.33%。
从动力学分析以及成本核算角度出发进行优化设计,为机械产品优化设计提供了参考。
关键词:打批号横撕裂冲切模组;运动力学;成本核算;优化设计中图分类号:TQ460文献标志码:ADOI :10.15913/ki.kjycx.2021.21.036泡罩包装机是在片剂、胶囊、栓剂或其他食品、玩具、机电配件包装领域应用最为广泛的一种自动化包装设备。
设备通过薄膜放卷—加热—泡罩成型—药品填充—超声波检测—铝箔热封—批号打印—横撕裂—板块冲裁—分拣—装盒等工序完成产品的包装,其中批号打印、横撕裂、板块冲裁是泡罩包装机中最为重要的三个工序,决定了泡罩包装机的包装速率和包装良率,也决定了设备运行的稳定性[1-2]。
由于三个工序一般均采用往复运动机构实现,为了使设备节拍一致,并保证工艺上的连续性以及设备结构的紧凑,三个工序往往设计成一个模组来实现,本文统称为打批号横撕裂冲切模组。
由于中国泡罩包装机该模组大多数都是仿照国外同类产品或类比冲切机经验算法进行设计,并没有基于中国产业链所供应的配件以及配套加工产业进行设计,造成了该模组总装成本过高。
本研究将基于国内供应配件以及国内配套制造成本再结合模组运动学以及力学要求对模组进一步优化设计,降低模组价格,增强中国泡罩包装机在性能和价格上的双重优势。
铝塑泡罩包装机工作原理铝塑泡罩包装机工作原理点击次数:459 发布时间:2014/12/9本铝塑泡罩包装机参考了国外同类产品的优点,外形美观,噪音极低,整机结构紧凑,运转平稳,操作简单,采用内加热形式,PVC受热均匀,泡罩成型挺实。
停机、开机不存在丢泡现象,避免包装材料的浪费。
充填、吸泡、网纹热封、打印批号、板块冲裁皆可连续作业,安装调试维修方便、体积小、价格低、重量轻、是国内外先进的铝塑泡罩包装机。
铝塑泡罩包装机是采用变频调速与机、电、光、气一体化自动控制技术并严格按医药GMP标准要求进行创新设计:具有行程可调、图文光电对版、工位结构模块化、铝/塑,铝/铝,铝/塑/铝三用。
整机属分体组合式,可进入 1.5m电梯及已装修之分割式净化车间。
铝塑泡罩包装机工作原理本设备通过PVC加热装置对PVC进行加热至设定温度,平板正压泡罩成型装置将加热软化的PVC吹成光华的泡罩,然后通过给料装置充填药片,有入窝压辊将已成型的PVC泡带同步平直的压入热封铝筒相应的窝眼内,再由滚筒辊热封装置将铝箔与PVC热封。
最后由打字冲裁装置,在产品上打上批号并使产品成型。
平板式铝塑泡罩包装机性能特点点击次数:167 发布时间:2015/1/26平板式铝塑泡罩包装机铝塑卷筒:包括铝箔卷筒和塑片卷筒两部分。
卷筒主要由筒体、里外定子、制动圈和调节螺母等组成,筒体两端用滚动轴承支承在支承轴上,为卷筒的转动部分,当牵引塑料薄膜或铝箔时,即带动装在卷筒上的卷料自由转动。
定子分里外定子,滑套在筒体外圆柱面上,并借固定螺钉固定在筒体的任意位置,用以安装固定不同宽度的卷料。
制动圈套装在筒体的里端外圆柱面上,并固定在支板上,为卷筒的静止部分,用以制动筒体。
拧紧或退出制动圈外圆周上4只调节螺钉,可增加或减少对筒体的制动力,使被牵引的薄膜或铝箔获得必要的张紧力。
调节螺母旋装在支承轴并套装在筒体的外端内圆柱面上,并用1台轴承与铜体连接,在筒体旋转的情况下,转动调节螺母,可使筒体实现轴向移动,用以调节郑料的横向位置。