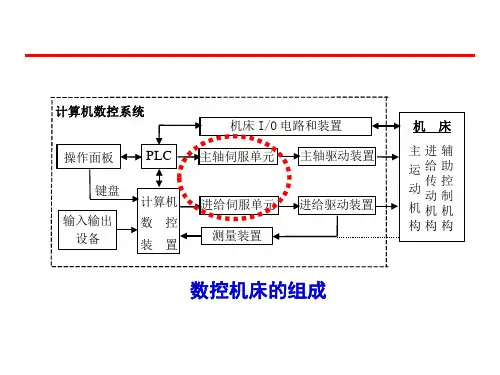
:数控机床的进给伺服系统总结
- 格式:ppt
- 大小:2.72 MB
- 文档页数:117
数控机床对伺服系统的要求(1) 精度高伺服系统的精度:输出量能复现输入量的精确程度。
伺服系统的位移精度:指令脉冲要求机床工作台进给的位移量和该指令脉冲经伺服系统转化为工作台实际位移量之间的符合程度。
两者误差愈小,位移精度愈高。
(2) 快速响应特性好快速响应是伺服系统动态品质的重要指标,它反映了系统跟踪精度。
机床进给伺服系统实际上就是一种高精度的位置随动系统,加工时为保证所要求的轮廓外形精度和的表面粗糙度,要求伺服系统跟踪指令信号的响应要快,跟随误差小。
(3) 调速范围要大调速范围:生产机械要求电机能供应的最高转速和最低转速之比。
在数控机床中,由于所用刀具、加工材料及零件加工要求的不同,为保证在各种状况下都能得到最佳切削条件,就要求伺服系统具有足够宽的调速范围。
既能满意高速加工要求,又能满意低速进给要求。
在低速切削时,还要求伺服系统能输出较大的转矩。
(4) 系统牢靠性要好系统的牢靠性常用发生故障时间间隔的长短的平均值作为依据,即平均无故障时间,这个时间越长牢靠性越好。
对主轴伺服系统,除上述要求外,还应满意如下要求:(1)主轴与进给驱动的同步掌握为使数控机床具有螺纹和螺旋槽加工的力量,要求主轴驱动与进给驱动实现同步掌握。
(2)准停掌握在加工中心上,为了实现自动换刀,要求主轴能进行高精确位置的停止。
(3)角度分度掌握角度分度掌握有两种类型:一是固定的等分角度掌握;二是连续的任意角度掌握。
任意角度掌握是带有角位移反馈的位置伺服系统,这种主轴坐标具有进给坐标的功能,称为“C”轴掌握。
“C”轴掌握可以用一般主轴掌握与“C”掌握切换的方法实现,也可以用大功率的进给伺服系统代替主轴系统。
第三节伺服进给系统数控机床的进给系统又称“伺服进给系统”。
所谓“伺服”,即,可以严格按照控制信号完成相应的动作。
在数控机床的结构中,简化最多的就是进给系统。
所有数控机床的(做直线运动的)伺服进给系统,基本形式都是一样的。
一、传统机床进给系统的特点1.进给运动速度低、消耗功率少进给运动的速度一般较低,因而常采用大降速比的传动机构,如丝杠螺母、蜗杆蜗轮等。
这些机构的传动效率虽低,但因进给功率小,相对功率损失很小。
2.进给运动数目多不同的机床对进给运动的种类和数量要求也不同。
例如:立式钻床只要求一个进给运动;卧式车床为两个(纵、横向);而卧式铣镗床则有五个进给运动。
进给运动越多,相应的各种机构(如变速与换向、运动转换以及操纵等机构)也就越多,结构就更为复杂。
3.恒转矩传动进给运动的载荷特点与主运动不同。
当进给量较大时,常采用较小的背吃刀量;当进给量较小时,则选用较大的背吃刀量。
所以,在采用各种不同进给量的情况下,其切削分力大致相同,即都有可能达到最大进给力。
因此,进给传动系统最后输出轴的最大转矩可近似地认为相等。
这就是进给传动恒转矩工作的特点。
4.进给传动系统的传动精度进给传动链从首端到末端,有很多齿轮等进行传递,每个传动件的误差都将乘以其后的传动比并最终影响末端件输出,输出端的总误差是中间各传动件误差的累积(均方根)。
因为进给传动链总趋势是降速,所以远离末端件的传动件误差影响较小,而越靠近末端件的传动件误差,对总的传动精度的影响越大。
因此把越靠近末端件的传动比取得越小(相当于“前慢后快”原则),对减小其前面各传动件的误差影响越大。
这就是“传动比递降原则”。
应该注意:传统机床仅在“内联系传动链”中需要考虑传动精度。
二、提高传动精度的措施:①缩短传动链减少传动件数目,以减少误差的来源。
(即累积误差减少)②合理分配各传动副的传动比尽可能采用传动比递降原则;尽量采用大降速比的末端传动副,如:输出为回转运动用蜗杆蜗轮副,输出为直线运动用丝杠螺母副。

浅谈数控机床的伺服系统性能杨贞静(江苏省徐州技师学院,江苏徐州221151)应用科技噙要]数控机床一般由N C控制系统、伺服驱动系统和反馈检测系统3部分组成。
教控机床对位置系统要求的伺臃洼能包括:定位速度和轮廓切削进给速度;定位精度和轮廓切削精度;精加工的表面相糙度;在外界干扰下的稳是炷。
这些要求主要取决于伺服系统的静态、动态特性。
饫罐同]加工精度;可靠性;调速1加工精度精度是机床必须保证的一项性能指标。
位置伺服控制系统的位置精度在很大程度上决定了数控机床的加工精度。
因此位置精度是一个极为重要的指标。
为了保证有足够的位置精度,一方面是正确选择系统中开环放大倍数的大小,另一方面是对位置检测元件提出精度的要求。
因为在闭环控制系统中,对于检测元件本身的误差和被检测量的偏差是很难区分出来的,反馈检测元件的精度对系统的精度常常起着决定性的作用。
可以说,数控机床的加工精度主要由检测系统的精度决定。
位移检测系统能够灏《量的最小位移藿称做分辨率。
分辨率不仅取决于检测元件本身,也取决于测量线路。
在设计数控辛八床、尤其是高精度或大中型数控机床时,必须精,0选用检测元件。
所选择的测量系统的分辨率或脉冲当量,—般要求i:匕力m.m_l l度高一个数量级。
总之,高精度的控制系统必须有高精度的检测元件作为保证。
例如,数控机床中常用的直线感应同步器的精度已可达4-0.0001m m,即0.1&m i cr o;m,灵敏度为O.05&m i cr o:m,重复精度02&m i c ro:m:而圆型感应同步器的精度可达0.5N,灵敏度o.05N,重复精度o.1N o2开环放大倍数在典型的二阶系统中,阻尼系数x=1/2(K'r)一1/2,速度稳态误差e(一J=I/K,其中K为开环放大倍数,工程上多称作开环增益。
显然,系统的开环放大倍数是影响伺服系统的静态、动态指标的重要参数之一。
一般情况下,数控机床伺服机构的放大倍数取为20~30(1/s)。

数控机创进给系统数控机床的进给传动系统常用伺服进给系统来工作。
伺服进给系统的作用是根据数控系统传来的指令信息,进行放大以后控制执行部件的运动,不仅控制进给运动的速度,同时还要精确控制刀具相对于工件的移动位置和轨迹。
因此,数控机床进给系统,尤其是轮廓控制系统,必须对进给运动的位置和运动的速度两方面同时实现自动控制。
数控机床进给系统的设计要求除了具有较高的定位精度之外,还应具有良好的动态响应特性,系统跟踪指令信号的响应要快,稳定性要好。
一个典型的数控机床闭环控制的进给系统组成:位置比较、放大元件、驱动单元、机械传动装置和检测反馈元件等几部分。
机械传动装置:是指将驱动源旋运动变为工作台直线运动的整个机械传动链,包括减速装置、丝杠螺母副等中间传动机构。
第一节概述一、数控机床对进给传动系统的要求1.减少摩擦阻力:在数控机床进给系统中,普遍采用滚珠丝杠螺母副、静压丝杠螺母副,滚动导轨、静压导轨和塑料导轨。
2.减少运动惯量3.高的传动精度与定位精度设计中,通过在进给传动链中加入减速齿轮,以减小脉冲当量(即伺服系统接收一个指令脉冲驱动工作台移动的距离),预紧传动滚珠丝杠,消除齿轮、蜗轮等传动件的间隙等办法,可达到提高传动精度和定位精度的目的。
4.宽的进给调速范围:伺服进给系统在承担全部工作负载的条件下,应具有很宽的调速范围,以适应各工件材料、尺寸和刀具等变化的需要,工作进给速度范围可达3~6000mm/min(调速范围1:2000)。
5.响应速度要快:所谓快响应特性是指进给系统对指令输入信号的响应速度及瞬态过程结束的迅速程度,即跟踪指令信号的响应要快;定位速度和轮廓切削进给速度要满足要求;工作台应能在规定的速度范围内灵敏而精确地跟踪指令,进行单步或连续移动,在运行时不出现丢步或多步现象6.无间隙传动:进给系统的传动间隙一般指反向间隙,即反向死区误差,它存在于整个传动链的各传动副中,直接影响数控机床的加工精度。
因此,应尽量消除传动间隙,减小反向死区误差。