快速成型技术-第五章快速模具制造.
- 格式:ppt
- 大小:1.00 MB
- 文档页数:127

基于快速成形技术的快速模具制造技术一、引言近10年来,制造业市场环境发生了巨大的变化,迅速将产品推向市场已成为制造商把握市场先机的重要保障。
因此,产品的快速开发技术将成为赢得21世纪制造业市场的关键快速成形技术(以下简称RP)是一种集计算机辅助设计、精密机械、数控激光技术和材料学为一体的新兴技术,它采用离散堆积原理,将所设计物体的CAD模型转化成实物样件。
由于RP技术采用将三维形体转化为二维平面分层制造的原理,对物体构成复杂性不敏感,因此物体越复杂越能体现它的优越性。
以RP为技术支撑的快速模具制造RT(Rapid Tooling)也正是为了缩短新产品开发周期,早日向市场推出适销对路的、按客户意图定制的多品种、小批量产品而发展起来的新型制造技术。
由于产品开发与制造技术的进步,以及不断追求新颖、奇特、多变的市场消费导向,使得产品(尤其是消费品)的寿命周期越来越短已成为不争的事实。
例如,汽车、家电、计算机等产品,采用快速模具制造技术制模,制作周期为传统模具制造的1/3~1/10,生产成本仅为1/3~1/5。
所以,工业发达国家已将RP/RT作为缩短产品开发时间及模具制作周期的重要研究课题和制造业核心技术之一,我国也已开始了快速制造业的研究与开发应用工作。
二、基于RPM的快速模具制造方法模具是制造业必不可少的手段,其中用得最多的有铸模、注塑模、冲压模和锻模等。
传统制作模具的方法是:对木材或金属毛坯进行车、铣、刨、钻、磨、电蚀等加工,得到所需模具的形状和尺寸。
这种方法既费时又费钱,特别是汽车、摩托车和家电所需的一些大型模具,往往造价数十万元以上,制作周期长达数月甚至一年。
而基于RPM技术的RT 直接或间接制作模具,使模具的制造时间大大缩短而成本却大大降低。
1. 用快速成形机直接制作模具由于一些快速成形机制作的工件有较好的机械强度和稳定性,因此快速成形件可直接用作模具。
例如,Stratasys公司TITAN快速成形机的PPSF制件坚如硬木,可承受300℃高温,经表面处理(如喷涂清漆,高分子材料或金属)后可用作砂型铸造木模、低熔点合金铸造模、试制用注塑模以及熔模铸造的压型。

第5章基于快速原型的软模快速制造技术快速原型由于受其制造方法所要求的使用材料的限制,并不能够完全替代最终的产品。
因此,在新产品功能检验、投放市场试运行获得用户使用后的反馈信息以及小批量生产等方面,仍需要由实际材料制造的产品。
因此,利用快速原型作母模来翻制模具并生产实际材料的产品,便产生了基于快速原型的快速模具制造技术(Rapid Tooling,RT)。
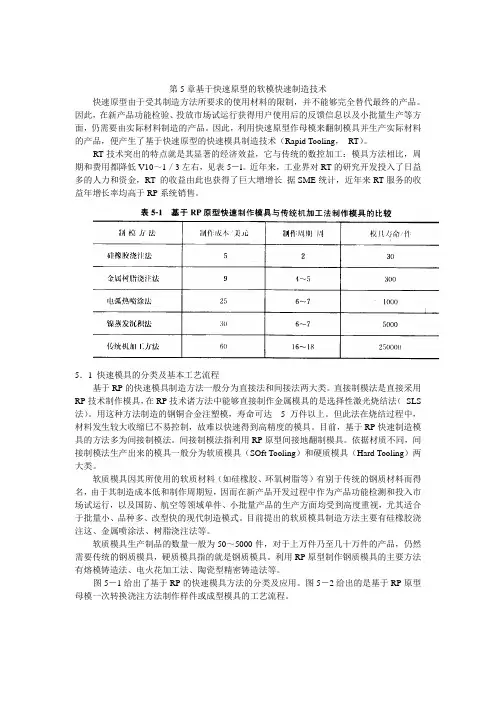
RT技术突出的特点就是其显著的经济效益,它与传统的数控加工:模具方法相比,周期和费用都降低V10~1/3左右,见表5-l。
近年来,工业界对RT的研究开发投入了日益多的人力和资金,RT 的收益由此也获得了巨大增增长据SME统计,近年来RT服务的收益年增长率均高于RP系统销售。
5.1 快速模具的分类及基本工艺流程基于RP的快速模具制造方法一般分为直接法和间接法两大类。
直接制模法是直接采用RP技术制作模具,在RP技术诸方法中能够直接制作金属模具的是选择性激光烧结法(SLS 法)。
用这种方法制造的钢铜合金注塑模,寿命可达5万件以上。
但此法在烧结过程中,材料发生较大收缩巳不易控制,故难以快速得到高精度的模具。
目前,基于RP快速制造模具的方法多为间接制模法。
间接制模法指利用RP原型间接地翻制模具。
依据材质不同,间接制模法生产出来的模具一般分为软质模具(SOft Tooling)和硬质模具(Hard Tooling)两大类。
软质模具因其所使用的软质材料(如硅橡胶、环氧树脂等)有别于传统的钢质材料而得名,由于其制造成本低和制作周期短,因而在新产品开发过程中作为产品功能检测和投入市场试运行,以及国防、航空等领域单件、小批量产品的生产方面均受到高度重视,尤其适合于批量小、品种多、改型快的现代制造模式。
目前提出的软质模具制造方法主要有硅橡胶浇注这、金属喷涂法、树脂浇注法等。
软质模具生产制品的数量一般为50~5000件,对于上万件乃至几十万件的产品,仍然需要传统的钢质模具,硬质模具指的就是钢质模具。
第6章模具的快速成型及快速制模技术随着生产技术的进步,新材料和先进设备的出现,使市场竞争日趋剧烈。
各个生产厂家为缩短产品的研发、生产周期,降低生产本钱和风险,使得快速成型及快速制模技术在生产中逐步得到了应用。
快速制模技术包括传统的低熔点合金模、电铸模具的制造技术和以快速成型技术〔Rapid Prototrping,RP〕为根底的快速制模技术。
这里介绍后种快速制模技术。
快速成型技术问世不到十年,已实现了相当大的市场,开展非常迅速。
人们对材料逐层添加法这种新的制造技术已逐步适应。
制造业利用这种现代化制造手段与传统制造技术的接轨的工作也进展顺利。
有效地结合数控加工、铸造、金属冷喷涂、硅胶模等制造手段,使快速成型技术已成为现代模型、模具和零件制造的强有力手段。
在航空航天、汽车摩托车、家电、医疗器械等领域得到了广泛应用。
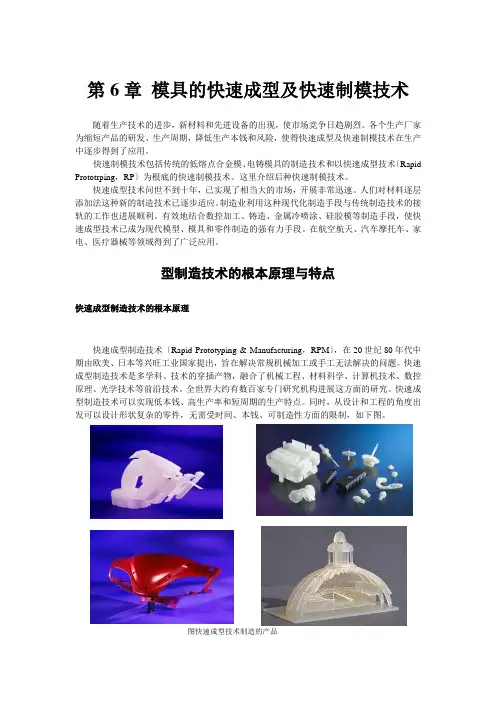
型制造技术的根本原理与特点快速成型制造技术的根本原理快速成型制造技术〔Rapid Prototyping & Manufacturing,RPM〕,在20世纪80年代中期由欧美、日本等兴旺工业国家提出,旨在解决常规机械加工或手工无法解决的问题。
快速成型制造技术是多学科、技术的穿插产物,融合了机械工程、材料科学、计算机技术、数控原理、光学技术等前沿技术。
全世界大约有数百家专门研究机构进展这方面的研究。
快速成型制造技术可以实现低本钱、高生产率和短周期的生产特点。
同时,从设计和工程的角度出发可以设计形状复杂的零件,无需受时间、本钱、可制造性方面的限制,如下图。
图快速成型技术制造的产品根据材料的别离形式把快速成型分为两类:1〕材料去除成形多余的材料〔工艺余料〕从基体上别离出去从而得到想要加工的模型形状,它是当前的主要加工方式,也是用得最为广泛的加工方法。
2〕材料堆积成形将材料通过合理的工艺方法堆积出想要加工模型。
该模型的堆积过程是在计算机的控制下完成的,因此成型的模型形状在理论上可以任意复杂。


基于快速成形技术的快速模具制造技术(doc 10页)2.用快速成形件作母模,复制软模具(Soft tooling)用快速成形件作母模,可浇注蜡、硅橡胶、环氧树脂、聚氨脂等软材料,构成软模具,或先浇注硅橡胶、环氧树脂模(即蜡模的压型),再浇注蜡模。
其中,蜡模可用于熔模铸造,而硅橡胶模、环氧树脂模等可用作试制用注塑模或低熔点合金铸造模。
3.用快速成形件作母模,复制硬模具(Iron tooling)用快速成形件作母模,或据其复制的软模具,可浇注(或涂覆)石膏、陶瓷、金属基合成材料、金属,构成硬模具(如各种铸造模、注塑模、蜡模的压型、拉伸模),从而批量生产塑料件或金属件。
这种模具有良好的机械加工性能,可进行局部切削加工,以便获得更高的精度,或镶入嵌块、冷却系统、浇注系统等。
用金属基合成材料浇注成的蜡模的压型,其模具寿命可达1000~1 0000件。
4. 用快速成形系统制作电脉冲机床用电极用快速成型件作母体,通过喷镀或涂覆金属、粉末冶金、精密铸造、浇注石墨粉或特殊研磨,可制作金属电极或石墨电极。
三、基于RP的快速模具制造的应用1. 利用硅橡胶模(Silicon Rubber Mold)制作佛头、线圈硅橡胶有很好的弹性和复制性能,用它来复制模具可不考虑拔模斜度,基本不会影响尺寸精度,而且这种材料有很好的切割性能,用薄片就可容易地将其切开且切面间非常贴合,因此用它来复制模具时可以先不分上下模,整体浇注出软模后,再沿预定的分模面将其切开,取出母模,即可得到上下两个软模。
(1)试验用设备和材料所用的设备:Stratasys的Titan快速成形机、HVC-1真空注型机和恒温箱。
所用的材料:日产KE-1310ST透明硅橡胶、日产CAT-1310固化剂(浇注时,KE-1310ST与CAT-1310以100:10混合)和PX215真空注型硬制聚氨脂树脂(异氰酸脂,多元醇1∶1混合)。
(2)制模工艺路线使用 UG、PRO-E、Solid Edge 等软件进行三维实体造型,以STL 文件格式保存;将文件输入快速成形机作出制件原型,处理后作为硅橡胶母模;组合模框后将硅橡胶和固化剂的混合物浇注于框中,通过真空脱泡、固化后剖切取出母样即得硅胶模;最后在真空注型机中浇注塑料样件。
《模具制造工艺》复习题第一章概论1.模具制造有哪些技术要求?有何特点?答:模具的技术要求(1)模具零件应具有较高的强度、刚度、耐磨性、韧性淬透性和切削加工性(2)模具零件精度高、表面粗糙度低(3)模具零件的标准化程度高(4)模具凹凸模具有合理间隙模具制造的特点(1)模具变化多,技术要求高,对技术人员要求高(2)模具车间规模较小,对外协作程度高(3)单件生产(4)加工精度高,加工周期长(5)模具通常需要反复修配、调整才能达到要求2.模具制造过程的包括哪几个阶段?答:模具的制造过程包括五个阶段:技术准备、材料准备、模具零件及组件加工、装配调试、试模鉴定。
3.模具制造的基本工艺路线包括哪些内容?模具制造的基本工艺路线:分析估算-模具设计-零件加工-装配调整-试模-成品。
第二章模具的机械加工1.解释名词:夹具磨削法,计算机辅助设计CAD,计算机辅助制造CAM。
夹具磨削法:指将工件至于成形夹具上,利用夹具调整工件的位置,使工件在磨削过程中作定量移动或转动,由此获得所需形状的加工方法。
计算机辅助设计CAD:利用计算机及其图形设备帮助设计人员进行设计工作。
计算机辅助制造CAM:在机械制造业中,利用电子数字计算机通过各种数值控制机床和设备,自动完成离散产品的加工、装配、检测和包装等制造过程。
2.模具机械加工的主要方法有那几种?答:车削加工、铣削加工、磨削加工、镗削加工、钻削加工、刨削和插削加工等3.了解车削加工、铣削加工、刨削和插削加工、磨削加工用于模具加工的主要加工对象以及正常条件所能达到的技术要求?车削加工:对象:圆盘类、轴类零件的加工。
如导柱、导套、顶杆、模柄等,技术要求:加工精度达IT6-IT8,粗糙度Ra=1.6-0.8μm。
铣削加工:对象:利用不同类型的铣刀和附件(分度头、回转台)以及工装夹具可加工各种平面、斜面、沟槽、台肩、型腔和孔。
加工精度可达IT10-IT8,Ra=1.6-0.4μm刨削加工:主要加工对象为模具零件的外形。