太钢喷煤技术
- 格式:ppt
- 大小:5.63 MB
- 文档页数:36
中冶京诚工程技术有限公司(原北京钢铁设计研究总院)高炉喷煤技术简介中冶京诚-高炉富氧大喷煤技术开拓者与引领者!二00四年十二月一、CERIS喷煤技术开发概况:我院是国内最早开发研究高炉喷吹煤粉技术的单位。
1965年,我院和首钢(原石景山钢铁厂)成功的开发设计我国第一套高炉喷吹煤粉装置,经国家科技委鉴定认为此项技术达到世界先进水平。
这套装置从1966年至1978年在首钢高炉上一直连续安全生产,并在全国30多座高炉上推广使用。
1978年获北京市表彰奖和全国科学大会奖,1979年获国家发明二等奖,而后我院又对安全喷吹烟煤和计量调节手段进行了攻关和研究,取得很大的成效。
从1990年6月开始,我院和有关单位参加了包头特殊矿高炉富氧喷煤技术的试验研究,改进和完善了喷吹系统,提高了喷煤技术和装备水平,开发了高炉富氧喷煤单支管流量测量及控制技术和喷吹罐连续计量的先进技术,实现了低富氧率高煤比的喷吹,使高炉冶炼各项技术指标有了重大突破。
这是我国炼铁事业的一项重要技术成果,1993年获冶金部科技进步一等奖,1995年获国家科技进步二等奖。
为彻底改变传统炼铁工艺创造新途径,我院和鞍钢、北京科技大学、鞍山钢铁学院等单位开发设计高炉氧煤强化炼铁新工艺,1992年11月1日至1993年3月31日在鞍钢2号高炉进行了150天试验,首次完成了100%喷吹烟煤,平均喷煤比161kg/tHM,鼓风含氧量24.71%,高炉利用系数为 2.21/m3d,入炉焦比407kg/tHM,煤焦置换比0.88。
该试验成果获冶金部科技进步二等奖。
在此基础上,从1995年8月21日至11月20日又在鞍钢3号高炉上进行提高喷煤量试验,连续三个月平均喷吹混合煤203kg/tHM,成为当时世界上高喷煤量连续操作时间最长的高炉之一,高炉入炉焦比307kg/tHM,高炉利用系数2.185t/m3.d,富氧只有3.42%。
这标志着我国高炉氧煤强化炼铁技术的总体水平己跃居世界前列。
钢铁厂喷煤车间喷吹工艺流程英文回答:The process of coal spraying in the steel mill is an important step in the production of steel. It involves the use of coal dust to generate heat and reduce the impurities in the iron ore, resulting in a higher quality steel product. The coal spraying workshop is responsible for the preparation and application of the coal dust.The process begins with the preparation of the coal dust. The coal is crushed into fine particles and then mixed with a binding agent to form a coal dust mixture. This mixture is then loaded into a coal spraying machine.Once the coal dust is prepared, the spraying process can begin. The coal spraying machine is equipped with a nozzle that sprays the coal dust onto the iron ore. The nozzle is controlled by a computer system that regulates the amount and direction of the coal dust spray. Thisensures that the coal dust is evenly distributed and covers the entire surface of the iron ore.During the spraying process, the coal dust reacts with the impurities in the iron ore, causing them to separate and form a slag. The slag is then removed, leaving behind a purified iron ore. This purified iron ore is then further processed to produce steel.The coal spraying process requires skilled operators who are responsible for monitoring the spraying machine and adjusting the settings as needed. They also need to ensure that the coal dust mixture is prepared correctly and that the spraying process is carried out efficiently.In addition to the technical aspects, there are also safety considerations in the coal spraying workshop. The operators need to wear protective gear, such as helmets and goggles, to protect themselves from the coal dust. They also need to follow safety procedures to prevent accidents and ensure the well-being of everyone in the workshop.Overall, the coal spraying process in the steel mill is a crucial step in the production of high-quality steel. It requires skilled operators and careful monitoring to ensure that the spraying is done effectively and safely.中文回答:钢铁厂喷煤车间的喷吹工艺是钢铁生产中的重要环节。
山西工程职业技术学院毕业论文系别:冶金工程专业:冶金技术班级:冶金44班*名:***学号:*********** 指导教师:***2012 年5 月4 日山西工程职业技术学院毕业论文目录摘要.................................................................................................................- 11 -高炉喷煤技术概述............................................................................................................. - 3 - 1前言................................................................................................................................... - 4 - 2国内外高炉喷煤发展概况............................................................................................... - 4 -3.高炉喷煤的意义............................................................................................................... - 5 -4.高炉喷煤对煤的要求....................................................................................................... - 5 -5.高炉喷煤工艺流程........................................................................................................ - 6 -6 高炉喷吹煤粉的冶炼特征.............................................................................................. - 6 -7.高炉喷煤系统主题设备................................................................................................... - 8 -8.高炉喷煤中得安全措施................................................................................................. - 11 -结论.................................................................................................................................... - 12 -高炉喷煤技术概述高炉喷煤技术概述摘要高炉喷吹辅助燃料是现代高炉炼铁生产广泛采用的新技术,同时它还是现代高炉炉况调节所不可缺少的重要手段之一。
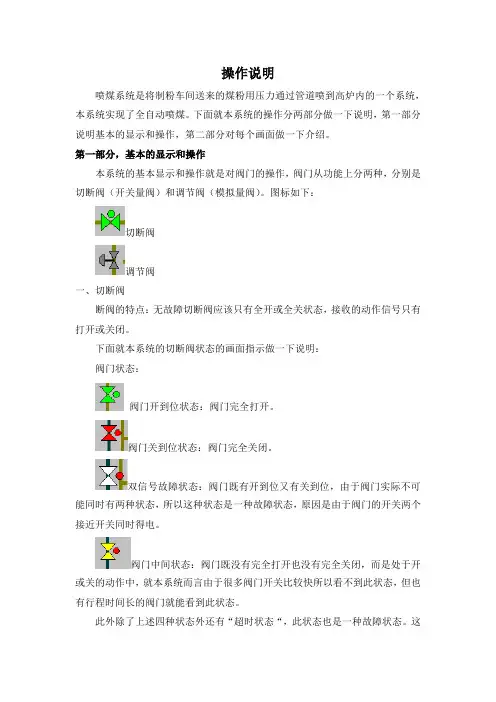
操作说明喷煤系统是将制粉车间送来的煤粉用压力通过管道喷到高炉内的一个系统,本系统实现了全自动喷煤。
下面就本系统的操作分两部分做一下说明,第一部分说明基本的显示和操作,第二部分对每个画面做一下介绍。
第一部分,基本的显示和操作本系统的基本显示和操作就是对阀门的操作,阀门从功能上分两种,分别是切断阀(开关量阀)和调节阀(模拟量阀)。
图标如下:切断阀调节阀一、切断阀断阀的特点:无故障切断阀应该只有全开或全关状态,接收的动作信号只有打开或关闭。
下面就本系统的切断阀状态的画面指示做一下说明:阀门状态:阀门开到位状态:阀门完全打开。
阀门关到位状态:阀门完全关闭。
双信号故障状态:阀门既有开到位又有关到位,由于阀门实际不可能同时有两种状态,所以这种状态是一种故障状态,原因是由于阀门的开关两个接近开关同时得电。
阀门中间状态:阀门既没有完全打开也没有完全关闭,而是处于开或关的动作中,就本系统而言由于很多阀门开关比较快所以看不到此状态,但也有行程时间长的阀门就能看到此状态。
此外除了上述四种状态外还有“超时状态“,此状态也是一种故障状态。
这是由于阀门的打开或关闭指令发出后在设定的时间内没有开到位或关到位状态到来从而发出的一种报警状态,在画面上显示为黄黑闪烁。
阀门的动作指令显示:阀门的动作指令包括打开和关闭,在画面上由阀门旁的小圆圈指示,绿色为打开,红色是关闭,图示可见上面四幅图片。
阀门的操作:单击画面上的切断阀图标即可打开相应阀门的操作面板,图示如下:阀门操作面板每个阀门的操作面板包括标题,关闭按钮(在右上角×),手动选择按钮,自动选择按钮,打开按钮,关闭按钮,状态指示图标。
标题:提示本操作面板对那个阀门操作。
关闭按钮:关闭本操作面板。
手动选择按钮:点击则选择手动操作,此时本按钮变为绿色,自动按钮变为红色,此时的打开和关闭按钮发出的动作指令才会被阀门所接收。
自动选择按钮:点击则选择自动操作,此时本按钮变为绿色,手动按钮变为红色,此时的打开和关闭按钮发出的动作指令不会被阀门所接收,只有当打开或关闭的条件满足时,阀门才会动作。
钢铁行业高炉喷吹煤工艺应用历史及现状自20世纪60年代开始,高炉煤粉喷吹工艺应用于钢铁冶炼行业,成为部分替代冶金焦参与高炉炼铁的有效节能措施。
伴随着国内喷吹技术的不断进步,钢铁行业高炉喷煤水平呈现逐年递增的趋势。
据有关历史统计数据显示,1996年全国重点钢铁企业平均喷煤比为72公斤/吨铁,到2006年这一数字上升到124公斤/吨铁,平均年递增幅度达到5公斤/吨以上。
在喷煤比逐年上升的前提下,全国重点钢铁企业平均入炉焦比水平由1996年的538公斤/吨下降为2006年的420公斤/吨铁。
从上述数据可以看出,在整个钢铁冶炼环节,煤比每上升1公斤/吨,焦比缩减幅度可达到2公斤/吨以上(非置换比)。
喷煤比的不断提升,为钢铁行业节能降耗、降低生产成本、减少焦化环节投资等开辟了广阔的市场空间,同时由于入炉焦比不断下降,焦炭消耗量缩减,减轻了环境污染,并对逐年趋紧的炼焦煤资源供求起到一定的缓解作用。
伴随喷煤技术的进步及产量的规模效应,2006年~2009年的4年间,国内重点钢铁企业的高炉喷煤比仍处于煤比提升、需求规模扩大的通道。
据统计数据,2009年重点钢铁企业平均高炉喷煤比达到145公斤/吨,入炉焦比385公斤/吨,全国生铁产量达到54375万吨,高炉喷煤比相比2006年提高20公斤/吨,全国喷吹煤需求规模达到近6000万吨/年的水平。
粗略估算,由于喷煤比的不断提升及生铁产量规模的扩大,2009年国内喷吹煤的需求量为20 06年的1.62倍。
虽然喷吹煤在高炉冶炼中不能完全取代焦炭,但喷煤在冶炼环节的节能及经济效益显著,从经济效益及环保的视角来看,未来一段时期高炉喷吹煤需求仍存在较大的增长空间。
目前国内外较先进的钢铁喷煤指标在240公斤/吨左右,从2009年的全国平均145公斤/吨的水平上升到200公斤/吨,增量达55公斤/吨,按5公斤/吨的年增长速度计算,2020年即使不考虑生铁产量规模扩张的因素,高炉喷煤的需求也将至少达到1亿吨以上。
太钢1800m3高炉喷煤系统设计及运行【摘要】太钢3#高炉喷煤系统采用三罐并列、喷吹主管加分配器的喷吹形式,喷吹装置最大能力为煤比250 kg /t。
主要特点:三罐并列喷吹计量准确,采用浓相喷吹,实现了氮气回收,使用两段式喷枪,一键式全自动操作等。
喷吹系统2007年7月投产,平均煤比180 kg / t以上,个别月份达到200 kg / t。
经过三年的生产实践证明,该系统设计合理,一直处于良好的运行状态。
【关键词】高炉喷煤浓相氮气回收全自动操作1.概况太钢炼铁厂3#高炉有效容积1800m3,共有26个风口,两个铁口,于2007年7月投产,现在利用系数2.6t/m3.d,煤比180kg/t 。
太钢3#高炉煤粉喷吹设施按喷吹混合煤设计。
因炼铁厂4350m3高炉投产后,新旧系统制粉能力基本能够满足现有高炉喷煤需要,因而本次煤粉喷吹设施按间接喷吹设计,煤粉喷吹站设置在靠近高炉的东南侧,与高炉只隔一条马路。
喷吹装置的各项设备及控制系统完全国产化,经实践证明是完全可行的。
喷吹装置的设计能力为:在高炉利用系数2.8t/m3.d,热风温度1200℃、富氧2%的条件下,煤比为200kg/t,设备能力250kg/t,即喷吹装置最大能力52.5t/h。
从2007年7月投产以来,喷吹系统一直处于良好的运行状态。
随着高炉产量的逐步提高,煤粉喷吹量也大幅上升,目前煤比已达到180kg/t。
2.喷吹系统设计2.1喷吹用煤喷吹用煤的确定根据原煤的价格、质量综合考虑,以获得最佳经济效益为原则,根据太钢现有的煤种情况,需要新旧制粉同时供煤,确定喷吹煤种为混合煤。
2.2 喷吹系统特点喷吹装置采用三罐并列、喷吹主管加炉前分配器的形式,具有以下特点:2.2.1 占地面积小、厂房高度低、操作方便。
2.2.2 采用三罐并列形式,解决了串罐形式倒罐时不易计量的问题,喷吹连续性好。
2.2.3 一根喷吹主管至高炉附近分成两根主管,对应两台分配器,1#分配器对应奇数风口,2#分配器对应偶数风口。
高炉喷煤一、喷吹煤粉已成为小高炉炼铁的当务之急i.当前,钢铁冶金行业遭遇到全球性的原料价格上涨,焦炭、矿石的价格涨幅惊人,冶炼成本普遍提高,这给小高炉炼铁业带来更大的困难;因此,降低冶炼成本成了小高炉作业的重要目标;其中,降低焦化,尤其重要;b)从50年代起,人们就在努力向高炉内喷吹相对廉价的煤粉,以部分替代价格相对昂贵的焦炭;经过半个世纪的努力,在喷煤技术方面取得了巨大的成功,喷煤技术日趋成熟;但是,成功的喷煤作业绝大部分都是在大高炉完成的,高炉喷煤技术还有待推广和完善;二、高炉喷吹煤粉降低焦比的原理i.焦炭在高炉内主要有三大作用:还原剂和料柱骨架;焦炭生产过程相对复杂,对于原料有特殊要求,由于资源和设备投资方面的因素,这些年来焦炭价格不断上涨,成为炼铁成本上升的主要原因;从高炉风口向高炉的内喷吹煤粉,由于具有和焦炭同样的碳素,可以部分替代焦炭低廉许多,从而可以在很大程度上降低生铁生产成本;三、喷吹煤粉的技术效果i.高炉喷煤后,除了焦比大幅度降低外,还给高炉操作增加了一个调剂手段,高炉操作人员可以利用控制喷煤量来控制高炉的热状态;喷煤后,由于煤比焦炭具有更多的挥发分,从而增加了煤气中氢的含量,煤气还原能力增强,有利于发展间接还原,这实际上也是降低焦比的原因之一;四、高炉喷煤的特点高炉喷煤之后,高炉压差并没有显着增加,也就是说,对于高炉透气性的影响不如大高炉那样明显;高炉由于整体能耗水平较高,喷煤后效果比较明显,置换比好于大高炉,接近1.0;高炉采用球式热风炉,风温相对较高,有利于喷煤;此外,小高炉喷煤的实践表明:喷煤后高炉炉况进一步稳定,炉缸工作状态改善,普遍顺行;五、重要意义i.高炉喷煤对现代高炉炼铁技术来说是具有革命性的重大措施;它是高炉炼铁能否与其他炼铁方法竞争,继续生存和发展的关键技术,其意义具体表现为:b)以价格低廉的煤粉部分替代价格昂贵而日趋匮乏的冶金焦炭,使高炉炼铁焦比降低,生铁成本下降;c)喷煤是调剂炉况热制度的有效手段;d)喷煤可改善高炉炉缸工作状态,使高炉稳定顺行;e)喷吹的煤粉在风口前气化燃烧会降低理论燃烧温度,为维持高炉冶炼所必需的动力,需要补偿,这就为高炉使用高风温和富氧鼓风创造了条件;f)喷吹煤粉气化过程中放出比焦炭多的氢气,提高了煤气的还原能力和穿透扩散能力,有利于矿石还原和高炉操作指标的改善;g)喷吹煤粉替代部分冶金焦炭,既缓和了焦煤的需求,也减少了炼焦设施,可节约基建投资,尤其是部分运转时间已达30年需要大修的焦炉,由于以煤粉替代焦炭而减少焦炭需求量,需大修的焦炉可停产而废弃;h)喷煤粉代替焦炭,减少焦炉炉座数和生产的焦炭量,从而可降低炼焦生产对环境的污染;六、工艺组成高炉喷煤工艺系统主要由原煤贮运、煤粉制备、煤粉输送、煤粉喷吹、干燥气体制备和供气动力系统组成;七、工艺模式从煤粉制备和喷吹设施的配置上来分,高炉喷煤工艺有两种模式,即间接喷吹模式和直接喷吹模式;制粉系统和喷吹系统结合在一起直接向高炉喷吹的工艺叫直接喷吹工艺;制粉系统和喷吹系统分开,通过罐车或气动输送管道将煤粉从制粉车间送到靠近高炉的喷吹站,再向高炉喷吹煤粉的工艺叫间接喷吹工艺;一般高炉多的企业宜采用间接喷吹工艺,高炉少的企业宜采用直接喷吹工艺,也有两种工艺模式并用的企业;一、设备参数球磨机型号:DTM320/470 电机JSQ1510—6 6KV 710KW 转速:18.5r/min 最大装球量:≤44t 生产能力:20t/h 筒体有效体积:37.8m32、布袋收除尘器:型号:FGM96—2x7m ,;过滤风量 65000 m3/h ;过滤面积:1308 m3 过滤速度:<1.2m/min ;滤袋总数:1344条;阻力:1500~1700pa;入口浓度:<1000g/ m3;出口温度:<50mg/m3;供气压力:0.50~0.70MPa;耗气量:<2 m3;入口温度:<120℃;3、排烟风机:P=I2191~10025Pa;Q=47123~82463 m3/H; 9-20-140 ;电机型号:YKK 400-6 450KW 6KV ;转速:1480r/min.4、胶带式重给煤机:Q≤30t/h 宽:500mm,V=0.458m/s,传感称重:1000kg/ m3 ;精度:≤±0.5%;皮带负荷:18.2kg/m;型号:JCGFO30—500/350;5、鸡毛筛:型号:TZSM—40; 功率:2x0.75KW;Q=15t/h;尺寸:5x5mm;倾角:10°:4-6mm.6、埋刮板输送机:型号:HS450; Q=40t/h;电机型号:Y160M-67 5KW; 97r/min,380v;7、中速磨:①压力Kpa进:—1.08;出:—7.87:;压差:—6.52②温度进:232.1℃;出:71.2℃;③电流量:158.5A④入口氧气量:3.14%;废气温度95.0℃;⑤润滑油:压Mpa:0.2;温度29.9℃;⑥液压Mpa:6.35;⑦流量m3/h:543288、排粉风机:①进口温度差:1.46℃;轴承温度:44.3℃;润滑温度:64.5℃;流量m3/h:27550;9、烟气炉:①炉膛压力:—0.09Kpa;温度:914℃;②出口压力:—0.92Kpa;温度:629.9℃;10、煤仓①上仓温度:42.5℃②coppm:1611、袋式收尘器温度℃①1号灰斗:61.4;2好灰斗:59.4;3号灰斗:63.9;4号灰斗:60.6②出口温度:60.6③氧化含量进:出:9.4%15、制粉系统主要设备性能1、磨煤机1、技术数据EM型设计出力:33t/h常村烟煤电动机功率 200KW电动机电压 6000V电动机转速 990r/min磨盘转速 46.4r/min磨环辊道直径Φ1500mm通风阻力≦5500Pa磨入口负压<-2Kpa润滑油箱容量 2.0m3润滑油牌号 N320极压工业齿轮油2、工作原理EM型磨煤机是一种中速立式球磨机,磨机主电机经联轴器与减速箱连接,减速机带动托盘和下磨环旋转,下磨环带动磨球转动,上磨环与压环通过销轴固定,可以上下移动但不能转动;上、下磨环和磨球的转动情况类似于径向滚动轴承;液压油缸和牵引绳通过弹簧拉紧框架提供弹簧所需的压力,从而将压力传递到磨机上的各个研磨元件;磨机壳体上的道轨板能够阻止弹簧固定框架、压圈和上磨环转动,并使之能上下移动;在磨机运行期间,研磨的原煤从上部中心的原煤下料管进入磨机被研磨成煤粉,从风嘴进入的热风将煤粉干燥并输送到分离器,不合格的大颗粒煤落回被重新研磨,直到达到合适的粒度;合格的煤粉被吸入到收粉器;难以粉碎的煤矸石等坚硬的颗粒被刮板刮进排渣箱,由人工定期清理,清理废渣时必须先关闭上部移动阀门,再打开排渣箱门;清渣后关闭排渣箱门,再打开上部阀门;二、工艺流程1、喷煤大致工艺流程:煤堆→破碎机→皮带→原煤仓→皮带秤→中速磨→带式收尘器→刚性口枪→振动筛鸡毛筛→烟粉仓→喷吹罐2、设备点检路线a.制粉系统:中速磨——润滑站——液压站——烟气炉——皮带称给料机——原煤仓——煤粉灭火阀——煤粉振动筛——煤粉卸灰阀——排粉风机——布袋收尘器——气动缸b.喷吹系统:喷吹罐下部阀——喷吹管道——切换阀——喷吹罐上部阀门——点磁阀——空气机压缩空气c.烟气炉燃烧制度:1 、炉膛温度≤1000℃.2 、高炉煤气压力≥0.0Kpa,<1.5Kpa应停止烧炉;3 、高炉煤气应在炉膛内完全燃烧;4 、烟气在停机时出口文温度≤500℃,炉膛温≤900℃.5 、炉膛在生产时应处于微负压状态;6 、生产时,中速磨入口温度控制在≤300℃,无烟煤或≤280℃混合煤, 炉膛温度控制在720~950℃.d.磨制烟煤操作:1 、开总管切断阀,开风阀10~50﹪.2、利用烟气冷风阀,烟囱,烧口且调节阀,中速磨进口烟囱调相互配合逐步开完总管调节调节阀,开风门50~70﹪.经济指标:1、高炉每月平均入炉煤比2120kg/tFe;2、煤粉粒度:200目≥65%;3煤粉进口温度不高于280℃为宜;三、岗位责任一、班组长职责1.对本岗位的生产组织、指挥、技术操作、行政管理和职工思想政治工作全权负责;2.在工段内部直接受工段的领导,向工长负责;3.负责本系统的安全管理、设备管理、现场管理和经济核算,做到安全文明生产;4.教育和检查本岗位职工严格执行岗位三大规程,按时组织开展班组安全活动;5.认真执行交接班制度,负责处理上下班职工发生的争议;6.根据生产需要,经工段同意,有权调配岗位人员工作;7.负责提出和汇总检修项目及备品备件、原材料消耗计划,根据生产需要及时提出技改项目和修改规程的建议,并参加本系统的检修及验收工作;8.对本系统人员经济责任制进行认真公平考核和提出奖惩、评优、晋升等意见;9.负责组织处理事故,开好分析会,提出防范措施,杜绝重复事故发生;10.负责对新工人和老工人新岗位进行班组的安全教育,组织全体人员学业务、掌握先进技术、开展各种形式的劳动竞赛;11.负责本系统领换工具、用具及原始记录的检查、整理和保存;12.关心职工生活、注意工作方法,公平、公正地对待小组成员;二、带班工长岗位职责1.在工长的领导下,负责协调好纵横关系,组织好当班生产,做到安全和文明生产;2.认真执行交接班制度,为下班和下道工序创造良好的条件;3.负责“三大规程”的贯彻落实,不违章作业和违章指挥,对违规违制者提出初步处理意见,对所管辖范围内的安全工作负责;4.合理安排本班人员工作和休息,认真执行考勤制度;5.带领职工学技术、学文化,开展合理化建议和双增双节活动;6.负责本系统的设备检查、设备故障的联系处理和日常维护;7.积极组织处理当班发生的各种事故,组织开好分析会;8.对本班职工的技术水平、工作表现、遵章守纪等各方面进行考核,并对其奖惩、评优、晋升等提出意见;9.中夜班带班工长相互配合搞好生产,接受调度的指挥,完成各项任务;10.完成上级交给的其它任务;三岗位工职责1.穿戴齐全劳保用品,执行交接班制度,严格按标准化操作;2.熟练掌握本岗位安全操作规程,做到会讲、会背、会用;3.要学习和掌握各设备的性能和工作原理,做到会操作,会判断异常,会处理事故;4.岗位人员要分工负责,严格执行巡回检查制和点检制;5.烟气炉操作工按磨煤机要求切送合格的烟气,负责高温风机、加热炉、系统阀门等的正常操作、检查维护和故障处理等;6.上煤工按要求为磨煤机提供合格的原煤,负责煤场、原煤质量、品种和数量等的管理,保证按时、按要求上煤,同时负责三条皮带、除铁器、各原煤仓等所属设备的运行、维护等工作;7.制粉工按喷煤量的要求,磨制合格的煤粉,负责全封闭给煤机、中速磨、布袋除尘器、振动筛、煤粉仓、煤粉引风机等的正确操作和维护;8.喷吹工负责各高炉的喷煤、停煤、煤量调整等任务,与看枪、制粉等岗位联系,保证按时按量均匀喷煤;9.看枪工负责喷枪的插、拔、调整、更换、处理管道堵塞等,保证全风口喷吹,与喷吹岗位配合完成喷煤任务;10.要象爱护自己的眼睛一样爱护所负责的设备,不得违章操作和破坏设备,如发现有违章和破坏行为,将给予从重处罚;11.负责所辖区域的设备和现场卫生,填写好各种记录;完成上级交给的其它任务;四、安全规程一、喷吹粉煤1、一般规定1.1喷吹无烟煤时,煤粉制备系统;喷吹系统及制粉间,喷吹间内的一切设备容器、管道和厂房,均应采取安全防护措施,喷吹烟煤时,应符合GB16543的规定;1.2原煤输送系统,应设除铁器和杂物筛,扬尘点应有通风除尘设备;1.3煤粉仓、储煤罐、仓式泵等设备的泄爆孔,应按GB16543的规定进行设计,泄爆片的安装和使用,应符合国家有关标准的规定,泄爆孔的朝向应不致危害人员及设备;泄爆片后面的压力引引管的长度,不应超过泄爆管直径的10倍;泄爆片安装应牢固,法兰压安装应均匀;1.4岗位与岗位之间,喷煤值班室与高炉中控室之间,应有直接通讯的工具;1.5操作值班室应与用氮设备及管路分开;1.6煤粉管道的设计及输送煤粉的速度,应保证煤粉不沉淀,停止喷吹时,应用压缩空气吹扫管道,吹喷烟煤则应用氮气或其他惰性气体清扫;1.7向高炉喷煤时,应控制吹喷罐的压力,保证喷枪出口压力比高炉热风压力大0.05MPa,否则,应停止喷吹;1.8喷吹装置应保持连续,均匀喷吹;1.9煤粉仓、储煤罐、喷吹罐、仓式泵等罐体的结构,应能确保煤粉从罐内安全顺畅洗出,应有罐内储煤重量指示或料位指示;喷吹罐停煤粉时,无烟煤粉储存时间应不超过12h,烟粉煤储存时间应不超过8h,若罐内有氮气保护且罐内温度不高于65°C,则可适当退火,但不宜超过12h;1.10罐压、混合器出口压力与高炉热风压力的压差,应实行安全联锁控制,喷吹用气与喷吹罐的压差,也应实行安全联锁;突然断电时,各阀门应能向安全方向的切换;1.11在喷吹过程中,控制喷吹煤粉的阀门包括调节型阀门和切断阀门一旦失灵,应能自动停止向高炉喷吹煤粉,并及时报警;1.12煤粉、空气的混合器,不应安设在风口平方上,混合器与高炉之间的煤粉输送管路,应安装自动切断阀;1.13全系统的仪器、仪表,应符合表1的规定;1.15检查制粉和喷吹系统时,应将系统中的残煤吹扫干净,应使用防爆型照明灯具;检修喷吹煤粉设备,管道时,宜使用铜制工具,检修现场不应动火或产生火花;需要动火时,应征得安全保卫部门同意,并办理动火许可证,确认安全方向可进行检修;1.16煤粉制备的出口温度:烟煤不应超过75°C,无烟煤不应超过80°C;2、烟煤及混合煤喷吹2.1烟煤及烟煤与无烟煤的混合喷吹系统,其新建、扩建和改造工程的设计、施工与验收,以及操作维护、检修和管理,应符合GB16543的规定;2.2烟煤与无烟煤应分别御入规定的原料槽,车号、煤种、槽号均应该对号,并做好记录,槽上下的槽号标志应该明显,大块,杂物不应该御入槽内,原煤的槽内贮存时间,烟煤不超过2天;五烟煤不超过4天;2.3制备烟煤时,其干燥气体应该采用惰化气体;负压系统末端气体的含氧量,不应大于12% ;2.4磨制烟煤时,磨煤出口、煤粉仓、布装除尘器、喷吹管的温度应严格按设备性能参数设定控制;对于煤原稳定,并能严格控制干燥剂气氛和温度的制粉系统该温度极限可根据煤种等因素确定;2.5烟煤和无烟煤的混合喷吹,器配比应保持稳定;配比严格每天测定一次,误差应该不大于±5%;2.6烟煤和混合煤输送和喷吹系统的充压流化,喷吹等供气管道,均应该设置逆止阀;煤粉和喷吹输送管道,应该有供应压缩空气的旁道设施;喷吹烟煤或混合煤时,应该另设氮气旁道管道设施;2.7喷吹烟煤和混合煤时,仓式泵、储煤罐等压力容器的加压,收尘和流化的介质,应采取氮或其他惰化气体;还应设置防止和消除事故的装置;2.8烟煤喷吹系统,应设置气体控制装置和非电动顺序控制系统,超温、超压含氧超标等事故报警装置;二、制粉操作1.开机检查A系统的联锁,报警设施是否灵敏,状态是否准确;B阻断隔爆抑爆泄爆设施可靠;C消防器材完好、有效;D检测仪表完好、有效;E现场、设备及管道有无火种和易燃物转动件和转动件无卡阻;F原煤仓内备无烟煤;GN2压力>0.55MPa三、启动1、制煤系统设备按逆向顺序启动;2、磨煤机温度不超过70℃,先投入无烟煤,待制粉系统具备投烟煤条件:磨机进口氧含量小于9%,方可投入烟煤;3、布袋收尘器出口氧含量在正常启动时不应超过12%,如临时停机车后重新启动不超过8%;四、运行1、应调节、控制各监测点的压力、温度、CO浓度和气氛含氧量,防止急剧升高和超过规定值;磨煤机出口氧含量控制在12%以下;2、喷吹煤粉温度急剧升高超过65℃时,应改用全氮气喷吹;3、出口温度或残氧测定超过规定值时,可临时转全磨无烟煤,待系统正常后再恢复原配比;4、应每周测定一次煤粉粒度,水分;煤种变化时,应先析煤粉发挥份,着火温度;五、停机1、正常停机2、磨机停车前半小时改用无烟煤生产;3、停车超过8小时,煤粉仓内煤粉应排空,停车超过2天时,原煤仓内烟煤应排空;4、应用惰化气保护喷吹罐,维持罐内比高炉热分压力高0.05-0.10MPa停车超过8小时应将喷煤吹罐内煤粉排空;5、确认各阀门开度置于停车位置;6、非正常停机7、确认各监测仪器表处理无异常状态,出现异常测值时应立即处理;8、用N2吹打制粉系统,内部各处积粉改用N2喷吹并清除设备、管道内火种;9、磨煤机出口温度不超过70°C布袋收尘器出口含氧量不应超过8%;10、确认关闭加热护热风断阀;六、应急操作1、磨煤机断煤时,应调节干燥介质温度,使出口温度不超过85°C,布袋收尘出口含氧量不超过8%,继续运行,当温度超过85°C时应改用N2喷吹;2、磨煤机满煤时,应停止投煤烟气量供应继续进行;3、突然停机时,应切断点源,首先手动关闭加热炉,热风切断阀,打开放散阀,同时通入N2灭火;4、布袋收尘器着火时,制粉系统立即停车,首先停叶轮给卸灰阀,再停刮板机,关闭翻板阀,停排粉风机然后停制粉系统其他设备,同时手动打开灭火阀充N2保护;5、泄爆膜破裂时,应及时更换泄爆膜;并检查其余泄爆膜及时清除现场积粉;6、煤粉仓CO浓度超过200PPM以上时,确认以往煤粉仓内充入N2进行惰化,破坏煤粉发生自燃气氛;可不定期往煤粉仓充入氮气来实现7、当中速磨进口烟气一氧化碳含6%时,确认进行充氮保护;可不定期往煤粉仓充入氮气来实现七、维护检修1、应保持设备表面,厂房内无积粉和易燃物;定期清仓、清罐;2、每月校准氧浓度分析仪、温度仪表一次;3、应及时处理泄爆、抑爆等不完好的零件和部件;4、对系统的压力容器应按劳动部颁发的压力容器安全技术监察规程的规定执行;5、在粉煤仓、喷煤罐、布袋收尘器、煤粉管道进行检修作业时,必须办理危险作业区作业审批手续;6、人员进入容器内检修应主管人批准,必须进行环境的氧浓度一氧化碳浓度测定;7、定期检查消防设施、防爆灯具;8、应将煤粉管吹扫干净,方可输粉;二、烟气炉1.1技术操作规程A、烘炉操作〈1〉、加热炉内部清理干净,各阀门灵活可靠,仪表投入运行;〈2〉、打开放散阀;〈3〉、关闭进磨机热风管道上的切断阀;〈4〉、用木柴从人孔点火烘烤,按烘炉曲线当炉顶温度升至400℃以上时即可配部分高炉煤气烘烤;炉顶温度达到600℃后,停用木柴,关闭人孔,起动助燃风机,开始配冷风烘烤;〈5〉、调节各烧嘴煤气和助燃风闸阀及助燃风机进风口开度,按烘炉要求进行烘炉;当炉顶温度达到800℃以上时即可投入正常工作;B、引煤气〈1〉、在引煤气前与除尘工段、生产安全科联系好,检查确认各阀门灵活可靠,蒸汽管道压力充足;〈2〉、打开煤气放散阀,关闭各烧嘴煤气调节闸阀;〈3〉、打开蒸汽门,向管道内通蒸汽驱除空气,待见到放散阀冒出蒸汽后开主管道上煤气调节阀送煤气;〈4〉、待见到放散阀有煤气冒出时关蒸汽门;〈5〉、关放散阀,完成引煤气工作;C、停煤气当长期停用煤气或需要在煤气管道上动火时,均需进行停煤气操作;〈1〉、停煤气时先与煤气工段和安全生产科联系好,蒸汽到位;〈2〉、关闭烟气炉各烧嘴的煤气调节闸阀;〈3〉、关煤气总管上的煤气调节阀和眼睛阀;〈4〉、开蒸汽阀门,向管道内通蒸汽;〈5〉、打开煤气放散阀;〈6〉、待见到放散阀冒出大量蒸汽数分钟后关蒸汽门;D、烧炉及为磨机送烟气〈1〉、调节燃烧烧嘴的数量及燃烧强度,将烟气炉炉顶温度控制在900-1000℃之间,不得过高超过1100℃和过低低于700℃;〈2〉、一律采用过剩空气燃烧,不得使煤气过剩,以免煤气燃烧不完进入磨机进口管道或磨机内燃烧;〈3〉、煤气压力低于2Kpa时,必须停止烧炉,以免发生事故;〈4〉、关闭高温风机进口调节阀,启动风机;运行平稳后调节该阀使混合后烟气温度在200-280℃之间,不得超过300℃;〈5〉、提高磨机进口温度方法:同时增加助燃风量和煤气量,但须先增加风量,关小高温风机进口调节阀;降低进口温度的方法与上相反,但在减煤气及空气时,先减煤气;〈6〉烟气炉应在微负压状态下运行,不可出现正压或负压太大;可通过调节燃烧烟气量的大小、兑入热风炉烟气量的多少、调节主排粉风机进气阀和放散阀的开度等手段来进行调节;〈7〉、在主排粉风机启动与停机时,制粉工要先调整排粉风机入口调节阀开度后方可进行,以免加热炉煤气熄火;〈8〉、烟气放散阀及放散管的温度不得大于350℃;1.2设备维护规程〈1〉、每班检查多次高温风机,各部位螺栓不得有松动现象、风机运转要平稳、冷却水出水量无异常、转动轴温度不超标、润滑油油位合格、进风调节阀灵活正常等;〈2〉、系统各阀门转动轴要定期加油,保证开关灵活准确,传动轴及法兰不得有泄漏现象;〈3〉、加热炉顶温要相对稳定,不得大起大落;炉内不得出现正压,炉灰要定期清理;〈4〉、不得对电器设备、各风机和炉体打水,各电机要有可靠的防雨设施;〈5〉、高温风机轴箱内的润滑油要定期更换;1.3安全生产规程〈1〉、进入工作岗位必须穿戴好劳保用品;〈2〉、调节煤气阀时要互相监护好,经常观察风向,发现煤气管道和阀门有泄漏时,必须立即处理,防止煤气中毒事故发生;〈3〉、严格按有关规程操作,杜绝煤气事故发生;〈4〉、带电设备应绝缘良好,严禁接触带电设备,不得水冲带电设备;〈5〉、燃烧炉点火时要先点火后开煤气,如点不着或灭火时,立即关闭煤气和空气阀,查明原因待炉内残余煤气抽净后再重新点火;〈6〉、干燥气的含氧量不得大于6%,工作区域CO含量不的大于30mg/m30.0024%;五、事故处理预案1、遇到高炉紧急休风停喷;2、空气压机故障时,立即转N2喷吹,并汇报高炉;3、喷吹压缩空气压力低于规定值时,立即串N2喷吹,并汇报高炉;4、安全阀炸裂时停喷;5、喷吹系统突然断电,根据CPU供电情况决定是否停喷吹或手动喷吹;6、发现喷吹管道、喷吹罐堵塞,漏煤停喷;7、罐内煤粉温度急剧升高,超过65°C转N2喷吹且大量喷吹,尽快将喷罐内煤粉吹空,同时采取降温措施,待温度降到正常范围时,再喷煤;8、停N2或压力或等于规定值时视情况决定是否转换压缩空气喷吹;9、检查制粉和喷吹系统时,应该将系统中的残煤吹扫干净,应该使用防爆型照明灯具,检查喷吹煤粉设备,管道时,应该证得保卫部门同意,并办理动火许可证,响应安全方可进行检修;10,、喷吹煤粉系统的设备,设施及室内地面,平台,每班进进行清扫或冲洗;1178、制粉系统发生着火,应紧急停机;9、煤粉仓温度超过规定值或着火时立即充N2;10、磨煤机满煤时,应停止投煤,减少烟气量供应,继续运行;11、突然停电时,应切断电源,首先手动关闭加热炉热风切断阀,打开放散阀,同时通入N2灭火;12、泄爆破裂时,应及时更换泄爆膜,并检查其余泄爆膜,及时消除现场积粉;13、当中速磨进口烟气CO含量超过6%时确认进行充N2保护;高炉风机系统故障:1、高炉喷煤系统一旦发生故障,必须及时处理,才能保证正常喷煤,减少对高炉操作的影响;防止喷煤系统出现故障,首先必须合理操作;正常喷吹过程中不易出故障,倒罐时极易发生一些故障;2喷煤系统构成与操作倒罐前首先必须通知高炉,注意波动情况;正确的倒罐操作程序为:1关下煤阀,保证线内煤粉吹扫干净;2关吹扫阀、快速切断阀、喷吹阀及补压阀;3开喷吹罐放散阀和均压阀;4喷吹管压力降至零时,开贮煤罐下钟阀向喷吹罐装煤;5储煤罐煤粉卸完后,其电子秤示数为零,关下钟阀;6关均压阀;7开喷煤罐下充压阀,罐压正常后下充压阀关闭;开喷吹风阀、快速切断阀、喷枪进口阀及补压阀,恢复正常喷煤;3生产过程中的常见故障3.1混合器前后软连接断开1关下煤阀,停止给煤;2关吹扫阀、快速切断阀,喷枪进口阀;3启动排气风机,吹净室内N2,清理场地,更换软连接;4通知高炉正常喷煤;3.2防爆膜爆破1非煤粉爆炸引起的集煤罐和储煤罐防爆膜爆破,喷煤罐可继续喷煤,通知设备检修人员更换防爆膜;。
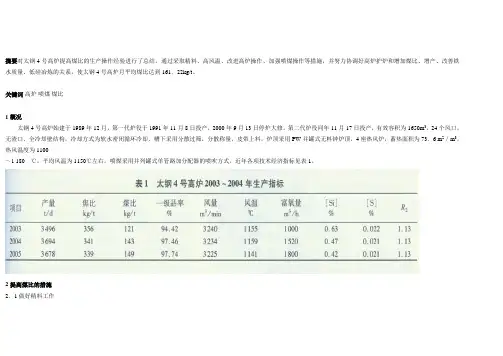
摘要对太钢4号高炉提高煤比的生产操作经验进行了总结。
通过采取精料、高风温、改进高炉操作、加强喷煤操作等措施,并努力协调好高炉护炉和增加煤比、增产、改善铁水质量、低硅冶炼的关系,使太钢4号高炉月平均煤比达到161.22kg/t。
关键词高炉喷煤煤比1概况太钢4号高炉始建于1989年12月,第一代炉役于1991年11月8日投产,2000年9月13日停炉大修。
第二代炉役同年11月17日投产,有效容积为1650m3,24个风口,无渣口,全冷却壁结构,冷却方式为软水密闭循环冷却,槽下采用分散过筛,分散称量,皮带上料,炉顶采用PW并罐式无料钟炉顶,4座热风炉,蓄热面积为73.6 m2/m3,热风温度为1100~1 180℃,平均风温为1150℃左右,喷煤采用并列罐式单管路加分配器的喷吹方式,近年各项技术经济指标见表1。
2提高煤比的措施2.1做好精料工作精料是高炉稳定顺行的基础,也是提高煤比的基础。
随着喷煤量增加,料柱的矿焦比增大,软熔带焦窗面积减少,高炉下部压差升高成为限制喷煤量的主要因素。
因此有效改善人炉原燃料质量,强化整粒效果,提高高温冶金性能,降低低温还原粉化率,保证高炉料柱足够的透气性是提高煤比的基础。
我们采取的主要措施是:(1)在尖山精矿粉提铁降硅的基础上实现了低硅烧结。
烧结矿品位由57%提高到59.5%,SiO2由7.5%降到4.5%。
为保证烧结矿的强度,烧结矿的碱度提高到1.8,降低了渣比,最低时为280kg/t,高炉内透气性改善。
(2)在生产中加强了原燃料的筛分.改造了振动筛,筛分效果较好,使人炉粉率≤5%,满足了高炉冶炼要求。
通过这些措施的实施,料柱的透气性改善,使高炉容易接受高煤比。
2.2理论燃烧温度、氧过剩系数、鼓风动能等参数的匹配提高煤粉燃烧率是增加煤比的重要措施。
煤粉在风口和回旋区只有10ms左右的燃烧时间,要在短暂的时间和很小的空间把大量煤粉烧尽相当困难。
而提高风温可以使煤粉升温加快,开始燃烧时间提前,燃烧速度加快,从而改善燃烧条件,提高煤粉燃烧率。
![一种高炉喷煤喷枪及其制作方法[发明专利]](https://uimg.taocdn.com/53cedf46f56527d3240c844769eae009581ba207.webp)
(10)申请公布号(43)申请公布日 (21)申请号 201510058610.1(22)申请日 2015.02.05C21B 7/00(2006.01)F27D 3/18(2006.01)(71)申请人山西太钢不锈钢股份有限公司地址030003 山西省太原市尖草坪区尖草坪街2号(72)发明人孙智 王红斌 兑关镇 谷钧候建瑞 胡静森(74)专利代理机构太原市科瑞达专利代理有限公司 14101代理人李富元(54)发明名称一种高炉喷煤喷枪及其制作方法(57)摘要本发明涉及喷煤领域,特别是涉及废旧喷枪回收利用制作新高炉喷煤枪领域。
一种高炉喷煤喷枪,包括喷枪座、中间管、连接件、喷枪头,中间管一端插在喷枪座上,中间管另一端通过连接件连接喷枪头,中间管与连接件通过第一螺纹连接,喷枪头与连接件通过第二外螺纹连接,第一螺纹和第二螺纹中部有橡胶垫圈。
本发明可以有效利用喷枪前段被高温烧损的喷枪进行回收利用,同时采用本发明后,高温只会烧损喷枪头,只需更换喷枪头就可以了,具有一定的经济价值。
(51)Int.Cl.(19)中华人民共和国国家知识产权局(12)发明专利申请权利要求书1页 说明书2页 附图1页(10)申请公布号CN 104611489 A (43)申请公布日2015.05.13C N 104611489A1.一种高炉喷煤喷枪,其特征在于:包括喷枪座、中间管、连接件、喷枪头,中间管一端插在喷枪座座上,中间管另一端通过连接件连接喷枪头。
2.根据权利要求1所述的一种高炉喷煤喷枪,其特征在于:中间管与连接件通过第一螺纹连接,喷枪头与连接件通过第二外螺纹连接,第一螺纹和第二螺纹中部有橡胶垫圈。
3.一种高炉喷煤喷枪的制作方法,其特征在于按照如下步骤进行:步骤一、选择喷枪前段高温烧损的喷枪,把烧损端切割,并在切割端加工一段第一外螺纹,第一外螺纹部有圆周凹槽,在喷枪头尾部加工一段第二外螺纹,第二外螺纹部有圆周凹槽,做一个连接件,在连接件内部中空,在中空两端分别加工与第一外螺纹配合的内螺纹和与第二外螺纹配合的内螺纹;步骤二、在第一外螺纹部和第二外螺纹部有圆周凹槽内部填入橡胶垫圈,然后连接在连接件的两端。
喷煤工段技术操作规程(推荐阅读)第一篇:喷煤工段技术操作规程喷煤工段技术操作规程(混喷)一、岗位责任制1、班长岗位责任制1.1、在工段长的领导下,负责协调好纵横关系,承担好当班的生产,做到安全和文明生产。
1.2、认真执行交接班制度,做到“五检查,五清楚”,为下班和下道工序创造良好的条件。
1.3、负责上传下达的贯彻落实,不违章作业和违章指挥,对违章违纪者提出批评教育和考核意见。
1.4、合理安排本班人员的工作,认真执行考勤制度。
1.5、带领本班职工学技术,学文化,开展合理化建议双增双节活动。
1.6、负责喷煤系统的设备检查,设备故障的检修处理和日常维护。
1.7、负责与维修工或电气维修人员搞好配合与监护。
1.8、负责组织处理当班发生的事故,组织参加事故分析会。
1.9、对本班职工的技术水平,工作表现,违章守纪等各方面进行考核,并对其奖罚,评优、晋升提出意见。
1.10、完成上级交给的其他任务。
2、岗位职责2.1、上班穿戴齐全劳保用品,执行交接班制度,严格按标准化操作。
2.2、学习和掌握喷煤各种设备的性能和工作原理,做到会操作,会判断异常,并且会处理事故。
2.3、岗位人员分工负责,严格执行点巡检制度。
2.4、严格遵守劳动纪律和公司各种规章管理制度。
2.5、负责管辖区域的设备卫生和现场卫生,填写好各种记录。
2.6、按时保质、保量完成上级交给的其他任务。
二、现场卫生责任制1、设备见本色,岗位区域内无积煤,无积灰,无积水,无油污。
2、主控室卫生保持干净,窗明干净,物品摆放整齐。
3、到现场的物料,备件要摆放整齐合理,保持干净,器具使用后,要清理干净,摆放整齐。
4、检修后现场卫生要打扫干净,换下的备品备件及杂物及时清理。
5、各班生产中产生的废煤及漏煤、漏粉要当班清理。
6、岗位区域内不准抽烟,不准有烟头、棉纱。
7、保持个人卫生,养成良好的卫生习惯。
三、上煤技术操作规程1、上煤操作规程1.1、启动电磁除铁器1.2、启动3#带→启动2#带→启动大倾角皮带(1#带)→启动2#圆盘给料机(无烟煤)→启动1#圆盘给料机(烟煤)1.3、按工段规定的转速来设定1#2#圆盘给料机的转速。
太钢袁家村铁矿项目200万t/a链篦机■回转窑球团工程煤粉燃烧器技术规格书审定:一审.I • r I •一审:编制:北京我国际工程技术有限公司2011年9月1・工作环境条件1.1自然条件年平均气温:6.9°C极端最高气温:37.3°C极端最低气温:-33°C年平均降水量:450mm日最大降水量:100.4mm小时最大降雨量:47.2mm年平均相对湿度:58%主导风向:全年主导风向为西北风,冬季为西北风;夏季为东南风。
年平均风速:2.3m/s ,最大风速20.3m/s海拔高度:4220m~ 1240m年平均气压:881.3mbar抗震设防烈度:VI度无霜期:126d最大积雪厚度:25cm最大冻土深度:124cm本工程建设地点:山西省岚县普明工业园区1.2供电条件1.2.1电压等级高压受电电压:AC 10kV高压配电电压:AC 10kV低压配电电压:AC 690/380/220V控制电压:AC220V. DC220V、DC24V—般照明电压:AC380/220V检修照明电压:AC36V或24V (潮湿场所为AC12V )1.2.2电源质量:频率偏移:50±0.2 Hz电压偏移:4O±5% kV1.2.3电能质量要求:10kV负荷功率因数2 0.92 , 10kV电源母线处作为本工程电能质量考核点。
电压波动及谐波考核指标按国标GB/T12326-2008及GB/T14549-1993 规定执行。
1.2.4接地形式40kV系统采用中性点不接地系统;380/220V低压动力、照明系统采用TN-C-S接地系统。
2窑头燃烧器工艺参数2.1 工作对象:回转窑((p 6.1x40m );2.2 处理物料:铁矿原料以赤铁矿为主并含有少量磁铁矿和褐铁矿的混合精矿制球团;粒度:8 ~ 16mm ;堆比重:~2.2t/m3 ;2.3 窑内焙烧温度:12509~ 132092.4 要求火焰长度:18~25m ,火焰长度要求可调2.5 正常喷煤量:9.5t/h ;最大喷煤量:Xt/h2.6 煤粉条件:发热值:~25.0MJ/kg ;粒度:・0.074mm^ 85%挥发份:仃~25% ; 灰分"4%,灰熔点X 1400°C 含硫W 1.0% ;水分:<2%2.7煤粉输送方式:采用罗茨风机作为输送动力气源,煤风浓度;V 3kg 煤/kg气。
贵航特钢高炉喷煤车间操作规程原煤输送岗位一.岗位职责1.班长职责(1)在厂、车间及段长、班长领导下,负责组织本班安全生产及技术管理工作,带领全班完成好各项任务。
(2)熟悉原煤输送系统的生产环节及工艺要求,能预防判断及处理一般设备故障。
(3)熟悉原煤输送系统设备情况,认真组织好设备的维护、保养。
(4)根据生产需要主动与调度、喷煤主控室、天车工做好联系工作。
(5)副班长协助班长做好工作,班长不在时行使班长职责。
(6)接班后,班长必须强调安全注意事项,总结生产情况,布置本班工作。
2.操作人员职责(1)服从班长指挥,坚守工作岗位,遵守各项规章制度。
(2)努力学习技术,熟练操作能够判断及处理一般设备故障。
(3)熟悉原煤输送系统生产环节,工艺要求。
(4)熟悉原煤输送系统设备,认真做好设备的检查、维护、保养、发生故障应急处理,如不能处理及时向班长报告。
(5)按厂规定时间交接班,交接前应搞好设备、场地的清洁卫生,认真做好交班记录,应在交接班本及有关记录上交代清楚本班的安全生产情况和存在问题。
二.技术操作规程1.当班负责人根据原煤仓内原煤重量情况及磨机生产情况,向天车工发出上煤要求,同时安排班内各操作岗位做好操作准备。
2.开机前的准备工作(1)检查受煤斗格栅是否完好,并清除格栅上杂物。
(2)检查输送带的传动机构:输送带有无异常,带上无杂物,无人作业,减速机润滑油位置符合要求。
(3)检查除铁器无异常。
(4)检查操作室的电气设备的完好情况,电源电压应符合要求。
(5)操作室外人员检查正确后,向操作室发出可以开机的信号。
3.开机程序(1)操作室内值班人员接到室外人员发出的开机信号后,摘下停机牌,挂上设备运行牌,合上电源,选择自动联锁或手动操作方式后,并按如下程序启动设备:先按电铃、启动电磁除铁器,大倾角皮带机(此时该机运行灯亮),称重皮带。
(注:手动操作顺序与上相同,室外人员配合反映运转情况)(2)系统空载运转5分钟,操作室外人员检查输送线上各设备运转状态,无异常情况,打开插板阀下煤并通知天车工向受煤斗装煤。