PED认证模式的划分
- 格式:docx
- 大小:135.81 KB
- 文档页数:7
PED认证简介自欧盟承压设备指令(Pressure Equipment Directive, 简称PED)于2002年5月29日起强制执行以来,法国国际检验局(BUREAU VERITAS,简称BV)作为欧盟批准,编号为0062的授权检验机构(Notified Body),已经在国内对60余家包括锅炉、压力容器、管道、阀门、压力锅、灭火器等承压设备制造企业和材料(包括铸锻件)生产企业、焊工、焊接工艺评定项目执行了PED认证和符合PED认证。
一、关于产品设计、制造标准的选择:按照WTO的非歧视原则和国民待遇原则,为消除贸易壁垒,确保产品的自由流通,产品的技术标准是非强制性的,但是出于安全、健康和环境保护等原因,各国政府可以制订强制性的产品技术法规。
PED就是欧盟成员国就承压设备安全问题取得一致而颁布的强制性法规。
如果和ASME取证作一简单对比,PED认证是指定产品的安全认证,而ASME取证则是指定标准的工厂认证,这是两者在性质上的最大差别。
值得大家注意的是,在PED认证中,指令规定的基本安全要求是强制执行的,而产品的技术标准不是强制执行的。
除非用户指定,制造者可自由选择任一技术标准。
这一点和国内规定。
必须强制执行国标、部标或行业标准也是很不相同的。
因此,企业在承接出口欧盟,要求执行PED认证、打CE标志的产品时,应向用户澄清产品的设计、制造标准。
对压力容器而言,如果用户没有指定,则制造者亦可选择中国标准(如GB150)。
在我们的实践中,既有用户指定,按ASME规范、德国AD规范执行的认证,也有制造者自选,按GB150完成的认证。
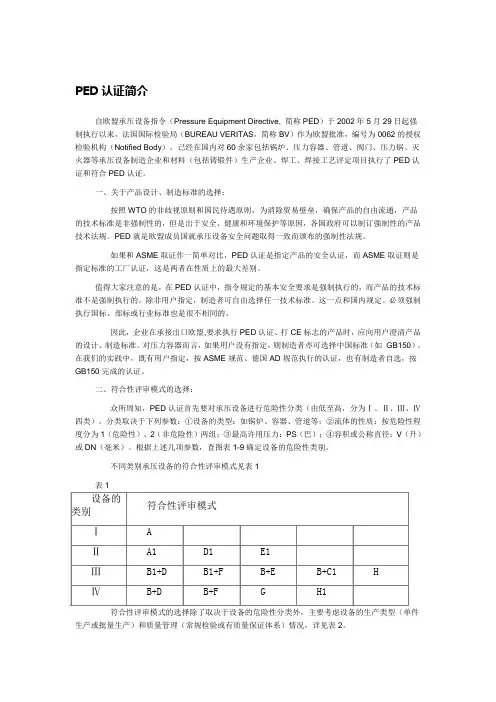
二、符合性评审模式的选择:众所周知,PED认证首先要对承压设备进行危险性分类(由低至高,分为Ⅰ、Ⅱ、Ⅲ、Ⅳ四类)。
分类取决于下列参数:①设备的类型:如锅炉、容器、管道等;②流体的性质:按危险性程度分为1(危险性)、2(非危险性)两组;③最高许用压力:PS(巴);④容积或公称直径:V(升)或DN(毫米)。
PED 认证PED 认证指令为97/23/EC《承压设备指令》,是欧盟众多指令中针对承压设备的指令,对承压设备基本安全要求(ESRs)做了规定,保持了欧盟承压设备的现有安全水平。
其适用于最高工作压力大于0.5bar 的承压设备和成套设备的设计、制造和合格评估。
PED 认证模式:模式A:内部生产控制该模式要求制造商编制技术文件,包括:承压设的总体描述、设计图纸、强度计算书、采用的标准清单、检验结果、试验报告等。
制造商在每台承压设备上打CE 标志并提出书面的符合性声明。
此模式不需要授权机构(Notified body) 执行评审。
模式 A1:带最终评定监督的内部制造检验除模式A 要求外, 由制造商执行最终评定(最终检验和压力试验) , 授权机构对正在制造或已完成的承压设备进行不定期的监督抽查, 除CE 标志和符合性声明外,体现授权机构的责任,在每台承压设备上打授权机构识别号。
模式B :EC 型式批准由授权机构证明制造商生产的代表性样品满足指令要求。
除模式A 要求外,增加了制造过程的内容。
授权机构将对不符合欧洲协调标准或欧洲批准的材料,执行评审并核查材料制造商颁发的证书;批准永久性联接(焊接) 工艺;验证焊接和NDT 人员已按规定进行资格评定和批准;同时,验证样品制造符合技术文件规定。
授权机构将颁发EC 型式批准证书,有效期10 年。
模式B1 :EC 设计批准由授权机构证明一台承压设备产品的设计满足指令要求。
除不需要验证样品符合技术文件规定外,授权机构的评审项目同模式B。
授权机构将颁发EC 设计批准证书,有效期10 年。
模式C1 :型式符合制造商保证承压设备符合EC 型式批准证书所述的型式和满足指令要求。
授权机构对正在制造或已完成的承压设备进行不定期的监督抽查, 在每台产品上打CE 标志、授权机构识别号,并出具书面的符合性声明。
模式D:生产质量保证制造商按批准的质量体系进行生产、最终检验和试验, 保证承压设备符合EC 型式批准证书或EC 设计批准证书所述的型式和满足指令要求。
![PED认证分类[1]](https://uimg.taocdn.com/5465e08a31126edb6e1a1020.webp)
PED认证PED于1997年5月29日通过,自1999年11月29日起生效,到2002年5月28日之前有30个月的适应宽限期,即产品可以选择适用PED或各国原有的规定(但适用各国原有规定者只能在该国境内流通),从2002年5月29日起则各国原有的规定一律废止,PED成为欧洲压力设备的强制法规。
PED认证全名是:压力设备(PED) 认证。
PED是欧盟成员国就承压设备安全问题取得一致而颁布的强制性法规。
PED 97/23/EC压力设备指令(Pressure Equipment Directive PED 97/23/EC)是一项指令。
凡是设计压力超过0.5bar的设备,无论其压力、容积为何,均须符合PED的规定。
诸如灭火器、压力表、阀件、安全阀、空气柜、塔槽、管路、管件、蒸汽设备等装载或输送流体的设备都必须符合PED规定。
PED认证适用范围最大承受压力高于0.5巴的压力设备及组件。
“压力设备”意指容器、管道、安全部件及压力部件。
PED适用于欧洲经济领域(European Economic Area EEA)各国,即欧盟15国(奥地利、比利时、丹麦、德国、希腊、西班牙、法国、爱尔兰、意大利、卢森堡、荷兰、葡萄牙、芬兰、瑞典、英国),再加上欧洲自由贸易协议的会员国(冰岛、列支敦士登、挪威)。
高于特定压力/容积门槛的压力设备和组件必须要:l 具备安全性l 符合设计、制造、和测试的基本安全要求l 满足适当的符合性评定程序l 贴附CE标志及相关规定的标示低于特定压力/容积门槛的压力设备和组件必须要:l 具备安全性l 依据完善的工程实务而设计、制造l 贴附相关规定的标示(可以不必贴附CE标志)PED范畴的所有承压设备均必须强制性的满足基本安全要求:(1)设计:设计承压设备时必须考虑与预期使用相关的所有因素,确保承压设备在整个预期寿命内的安全。
必须用综合的方法加入相应的安全系数,针对所有相关的失效模式,考虑足够的安全裕量。
PED认证简介默认分类 2010-01-29 10:43:12 阅读41 评论0字号:大中小自欧盟承压设备指令(Pressure Equipment Directive, 简称PED)于2002年5月29日起强制执行以来,法国国际检验局(BUREAU VERITAS,简称BV)作为欧盟批准,编号为0062的授权检验机构(Notified Body),已经在国内对60余家包括锅炉、压力容器、管道、阀门、压力锅、灭火器等承压设备制造企业和材料(包括铸锻件)生产企业、焊工、焊接工艺评定项目执行了PED认证和符合PED认证。
在ASME持证企业中,已先后有上海杨园压力容器有限公司、颇尔过滤器(北京)有限公司、溧阳市云龙化工设备有限公司、上海森松压力容器有限公司、南京宝色钛业有限公司、锦西化工机械(集团)有限责任公司、上海卡莱不锈钢设备制造有限公司、杭州富尔顿特种锅炉有限公司、成都天人压力容器厂执行了PED认证,满足了欧洲市场需求。
近两年来,随着欧盟成员国的扩大和国内对欧盟出口的增加,越来越多的ASME持证企业希望了解PED认证中涉及的具体规定与要求,现就在执行PED认证中,大家感兴趣的几个问题作一简要介绍,供有关企业参考。
一、关于产品设计、制造标准的选择:按照WTO的非歧视原则和国民待遇原则,为消除贸易壁垒,确保产品的自由流通,产品的技术标准是非强制性的,但是出于安全、健康和环境保护等原因,各国政府可以制订强制性的产品技术法规。
PED就是欧盟成员国就承压设备安全问题取得一致而颁布的强制性法规。
如果和ASME取证作一简单对比,PED认证是指定产品的安全认证,而ASME取证则是指定标准的工厂认证,这是两者在性质上的最大差别。
值得大家注意的是,在PED认证中,指令规定的基本安全要求是强制执行的,而产品的技术标准不是强制执行的。
除非用户指定,制造者可自由选择任一技术标准。
这一点和国内规定。
必须强制执行国标、部标或行业标准也是很不相同的。
PED检验分类PED所涉及的压力设备按风险大小分为6类:包括压力为0.5bar或以下,设备无明显危险,不属于PED管辖范围;压力大于0.5bar,但设备由于压力导致的危险很小,无须作符合性评审;压力导致的危险很小,该设备为I类风险,无须NOBo参与;压力导致的危险中等,该设备为II类风险,NoBo只检查制造;压力导致的危险较高,该设备为III类风险,NoBo检查设计制造;压力导致的危险极高,该设备为IV类风险,NoBo 增强设计和制造。
PED对于确定压力设备的类别,按照下面的步骤进行。
1. 确定设备类型是容器、蒸汽或者是压力管道。
2. 确定介质状态是气态或者是液态3. 确定介质组别:Group I: 易暴,易燃,有毒,氧化性;Group II:其他,包括水和蒸汽。
4. 根据潜在能量(容器以PV乘积表示,压力管道以P和DN的乘积表示)和相应的表来确定属于哪一个级别。
见PED附录II。
5. 根据产品的风险等级确定评定模式。
评定模式可以选择,规定为低级评定模式的,可以选择高级的评定模式,制造商可以在以下两个方面选择评定模式:一是不以质量保证体系的形式接收符合性评定,NB检查产品本身;二是以建立质量保证体系的形式作符合性评定,NB主要检查质量保证体系,其次检查产品本身。
第三方检验是保证企业符合安全基本要求的核心环节,检验机构改革创新,增强综合实力,是保证PED产品质量检验的重中之重。
而必维作为全球知名的检验认证服务的领导者,为企业提供的PED服务保证了其国际项目的顺利启动。
健全的资质、完善的全球服务、老字号的品牌,必维积累了丰富的PED服务经验。
PED有7个符合性评定模式(A到H)在加6个附加的模式,共13个程序,评定模式的多样性是由于压力设备类型的多样性,生产方式的多样性(单个,批量,有质量保证体系、无质量保证体系)以及风险等级的多样性所造成的。
对于每一种等级的风险,根据生产的性质(单个或者批量)和是否建立了质保体系,建立一种或多种严格程度相当的符合性评定程序。

PED认证模式的划分欧共体承压设备指令(PressureEquipmentDirective97/23/EC,简称PED)的CE标志认证已于2002年5月29日起强制执行。
欧共体是我国仅次于日本和美国的第三大贸易伙伴,因此,该指令的实施理所当然地引起我国锅炉压力容器行业,特别是出口企业的关注。
1.PED认证的符合性评审模式1.1.模式A:内部生产控制该模式要求制造商编制技术文件,包括:承压设备的总体描述、设计图纸、强度计算书、采用的标准清单、检验结果、试验报告等。
制造商在每台承压设备上打CE标志并提出书面的符合性声明。
1.2.模式A1:带最终评定监督的内部制造检验除模式A要求外,由制造商执行最终评定(最终检验和压力试验),授权机构对正在制造或已完成的承压设备进行不定期的监督抽查。
除CE标志和符合性声明外,体现授权机构的责任,在每台承压设备上打授权机构识别号。
1.3.模式B:EC型式批准由授权机构证明制造商生产的代表性样品满足指令要求。
除模式A要求外,增加了制造过程的内容。
授权机构将对不符合欧洲协调标准或欧洲批准的材料,执行评审并核查材料制造商颁发的证书;批准永久性联接(焊接)工艺;验证焊接和NDT人员已按规定进行资格评定和批准;同时,验证样品制造符合技术文件规定。
授权机构将颁发EC型式批准证书,有效期10年。
1.4.模式B1:EC设计批准由授权机构证明一台承压设备产品的设计满足指令要求。
除不需要验证样品符合技术文件规定外,授权机构的评审项目同模式B。
授权机构将颁发EC设计批准证书,有效期10年。
1.5.模式C1:型式符合制造商保证承压设备符合EC型式批准证书所述的型式和满足指令要求。
授权机构对正在制造或已完成的承压设备进行不定期的监督抽查。
在每台产品上打CE标志、授权机构识别号,并出具书面的符合性声明。
1.6.模式D:生产质量保证(ISO9002)制造商按批准的质量体系(ISO9002)进行生产、最终检验和试验,保证承压设备符合EC 型式批准证书或EC设计批准证书所述的型式和满足指令要求。
DIN及PED认证简介德标DIN18800,此标主要是针对钢结构产品出口德国的一个标准,其中包括了生产工艺,焊接技术,焊工,材料等的标准评定。
与之相平行的一个欧洲标准是EN1090。
德标是先有的,欧标是后来设定的,这两个标准目前来说是平行的,同时存在的。
但德国几个最大检测机构都认为欧标有很大可能取代德标,原因是德标对原材料仅需达到国标要求,欧标对原材料的要求就更高一些(达到欧洲标准的相关规定)。
所以在认证上DIN18800稍微简单一些,EN1090难度大一些。
欧标PED,PED认证是压力设备指令PED(Pressure Equipment Directive)的简称。
从2002年5月28日起销往欧盟的压力设备类产品必须符合压力设备指令PED(Pressure Equipment Directive, PED, 97/23/EC)。
凡是设计压力超过0.5bar的设备,无论其压力、容积为何,均须符合CE-PED的规定。
因而若公司计划开拓欧盟市场的压力容器产品,PED 认证是必须提前做的。
申请PED认证同样涉及到生产加工以及技术人员的核定。
需要对生产工艺、流程进行审核,图纸进行审核,需要培训并且考核无损探伤人员,焊工,检验人员。
PED和DIN18800/EN1090 虽然是不同的认证,但是其中对于焊接工艺及技术人员的评定内容是相同的。
所以先只做PED认证的话,此后所涉及到钢结构出口DIN18800做起来也快。
PED认证的流程:1、签订合同,考核工程师到工厂里先做一个基本的评估;2、指导工厂编写PED流程文件,提交文件后,出具审核计划;3、如果无二次审核的问题,包括人员培训、技工考核、工艺评定等所需时间大概2个月。
认证费用:主要还是根据参与考核的人数。
比如说焊工拿证人数,测试人员人数,工艺的种类数,以及考核工程师到现场考核的次数和流程审核的次数来计算的。
现按照一个中小规模的企业认证PED体系预估,费用在20W左右。
PED认证模式的划分PED是指"压力设备指令(Pressure Equipment Directive)",它是欧盟对于一些压力设备和装置(包括压力容器、蒸汽锅炉、管道、阀门等)进行监管和认证的指令。
PED指令的目的是确保这些设备能够安全可靠地工作,以保护人员安全和环境安全。
1.模块B+D:这种认证模式适用于已经获得ISO9001质量管理体系认证的厂家。
厂家需要按照PED的要求开展自我评估,同时邀请一家PED认证机构对其压力设备进行核查和现场检查,以确保符合PED的要求。
2.模块B+E:这种认证模式适用于还未获得ISO9001质量管理体系认证的厂家。
厂家需要按照PED的要求开展自我评估,并自行设计和生产压力设备。
然后,邀请一家PED认证机构对其压力设备进行类型考核,以获得模块E证书。
3.模块B+F:这种认证模式适用于还未获得ISO9001质量管理体系认证的厂家。
厂家需要按照PED的要求开展自我评估,并自行设计和生产压力设备。
然后,邀请一家PED认证机构对其压力设备进行设计考核和现场检查,以获得模块F证书。
4.模块B+D1:这种认证模式适用于压力设备进行小批量生产的厂家。
厂家需要按照PED的要求开展自我评估,并自行设计和生产压力设备。
然后,邀请一家PED认证机构对其压力设备进行设计评审、生产控制和现场检查,以获得D1证书。
5.模块G:这种认证模式适用于压力设备进行大批量生产的厂家。
厂家需要按照PED的要求开展自我评估,并自行设计和生产压力设备。
然后,邀请一家PED认证机构对其压力设备进行过程评估和现场检查,以获得G 证书。
值得注意的是,根据PED指令的要求,所有涉及到压力设备生产或使用的企业都需要获得PED认证。
PED认证的过程包括对企业质量管理体系的审核、设计评审、生产控制以及现场检查等环节。
PED认证的目的是确保压力设备能够安全可靠地工作,并符合欧盟的安全标准和法规要求。
同时,PED认证还能够提升产品质量和企业信誉度,增强产品在市场上的竞争力。
PED检验的分类PED检验分类PED所涉及的压⼒设备按风险⼤⼩分为6类:包括压⼒为0.5bar或以下,设备⽆明显危险,不属于PED管辖范围;压⼒⼤于0.5bar,但设备由于压⼒导致的危险很⼩,⽆须作符合性评审;压⼒导致的危险很⼩,该设备为I类风险,⽆须NOBo参与;压⼒导致的危险中等,该设备为II类风险,NoBo只检查制造;压⼒导致的危险较⾼,该设备为III类风险,NoBo检查设计制造;压⼒导致的危险极⾼,该设备为IV类风险,NoBo增强设计和制造。
PED对于确定压⼒设备的类别,按照下⾯的步骤进⾏。
1. 确定设备类型是容器、蒸汽或者是压⼒管道。
2. 确定介质状态是⽓态或者是液态3. 确定介质组别:Group I: 易暴,易燃,有毒,氧化性;Group II:其他,包括⽔和蒸汽。
4. 根据潜在能量(容器以PV乘积表⽰,压⼒管道以P和DN的乘积表⽰)和相应的表来确定属于哪⼀个级别。
见PED附录II。
5. 根据产品的风险等级确定评定模式。
评定模式可以选择,规定为低级评定模式的,可以选择⾼级的评定模式,制造商可以在以下两个⽅⾯选择评定模式:⼀是不以质量保证体系的形式接收符合性评定,NB检查产品本⾝;⼆是以建⽴质量保证体系的形式作符合性评定,NB主要检查质量保证体系,其次检查产品本⾝。
PED有7个符合性评定模式(A到H)在加6个附加的模式,共13个程序,评定模式的多样性是由于压⼒设备类型的多样性,⽣产⽅式的多样性(单个,批量,有质量保证体系、⽆质量保证体系)以及风险等级的多样性所造成的。
对于每⼀种等级的风险,根据⽣产的性质(单个或者批量)和是否建⽴了质保体系,建⽴⼀种或多种严格程度相当的符合性评定程序。
1安全基本要求(ESR)是PED检验中⼀个重要的审核内容。
ESR分为设计、制造、材料和受⽕设备特殊要求四个部分,ESR的核⼼部分是保证压⼒设备使⽤者的安全,是政府对投放市场的压⼒设备向⼈民保证其安全的法律⼿段。
阀门办理PED检测阀门办理PED检测阀门可用于控制空气、水、蒸汽、各种腐蚀性介质、泥浆、油品、液态金属和放射性介质等各种类型流体的流动。
阀门根据材质还分为铸铁阀门,铸钢阀门,不锈钢阀门(201、304、316等),铬钼钢阀门,铬钼钒钢阀门,双相钢阀门,塑料阀门,非标订制阀门等。
PED检测是什么?PED(Pressure Equipment Directive, PED, 97/23/EC)是CE认证中的一项压力设备指令。
灭火器、压力表、阀件、安全阀、空气柜、塔槽、管路、管件、承压附件、安全附件以及组合件,蒸汽设备等凡是压力超过0.5bar的设备,无论其压力、容积为何,均须符合PED的规定。
所以,阀门出口欧盟也要办理C-PED检测。
PED检测风险等级划分和适用的认证模式:PED根据承压设备的由于压力导致的风险从低到高,将承压设备分为I、II、III、IV四个风险等级。
制造商可以根据产品风险等级类别选择合适的模式进行认证,也可以选择更高级别的模式进行认证:I 类Category I = AII 类Category II = Model A2, D1, E1III 类Category III = Modules B (design type) + D, B (design type) + F, B (production type) + E,B (production type) + C2, HIV 类Category IV = Module B (production type) + D, B (production type) + F, G, H1.工程上使用的容器,大部分都是属于客户定制的设备,通常选择G模式(单台认证)。
阀门办理PED检测流程:第一步:申请1.填写申请表2.申请公司信息表3.提供产品资料并寄样第二步:报价根据所提供的资料上海世通工程师确定测试标准,测试时间及相应费用;第三步:付款申请人确认报价后,签订立案申请表及服务协议并支付款项第四步:测试实验室根据相关的欧盟检测标准对所申请产品进行全套测试第五步:测试通过,报告完成第六步:项目完成,颁发CE-PED证书。
P E D认证模式的划分 Prepared on 22 November 2020PED认证模式的划分欧共体承压设备指令(PressureEquipmentDirective97/23/EC,简称PED)的CE标志认证已于2002年5月29日起强制执行。
欧共体是我国仅次于日本和美国的第三大贸易伙伴,因此,该指令的实施理所当然地引起我国锅炉压力容器行业,特别是出口企业的关注。
认证的符合性评审模式.模式A:内部生产控制该模式要求制造商编制技术文件,包括:承压设备的总体描述、设计图纸、强度计算书、采用的标准清单、检验结果、试验报告等。
制造商在每台承压设备上打CE标志并提出书面的符合性声明。
.模式A1:带最终评定监督的内部制造检验除模式A要求外,由制造商执行最终评定(最终检验和压力试验),授权机构对正在制造或已完成的承压设备进行不定期的监督抽查。
除CE标志和符合性声明外,体现授权机构的责任,在每台承压设备上打授权机构识别号。
.模式B:EC型式批准由授权机构证明制造商生产的代表性样品满足指令要求。
除模式A要求外,增加了制造过程的内容。
授权机构将对不符合欧洲协调标准或欧洲批准的材料,执行评审并核查材料制造商颁发的证书;批准永久性联接(焊接)工艺;验证焊接和NDT人员已按规定进行资格评定和批准;同时,验证样品制造符合技术文件规定。
授权机构将颁发EC型式批准证书,有效期10年。
.模式B1:EC设计批准由授权机构证明一台承压设备产品的设计满足指令要求。
除不需要验证样品符合技术文件规定外,授权机构的评审项目同模式B。
授权机构将颁发EC设计批准证书,有效期10年。
.模式C1:型式符合制造商保证承压设备符合EC型式批准证书所述的型式和满足指令要求。
授权机构对正在制造或已完成的承压设备进行不定期的监督抽查。
在每台产品上打CE标志、授权机构识别号,并出具书面的符合性声明。
.模式D:生产质量保证(ISO9002)制造商按批准的质量体系(ISO9002)进行生产、最终检验和试验,保证承压设备符合EC 型式批准证书或EC设计批准证书所述的型式和满足指令要求。
授权机构将评审质量体系,判断其是否符合要求。
授权机构必须对质量体系进行定期审核,每3年完成一次全面复审。
授权机构还将对制造商执行不定期的监督检查,以验证质量体系的正常运转。
每台产品打CE标志、授权机构识别号,并出具书面的符合性声明。
.模式D1:生产质量保证(ISO9002)按模式A编制技术文件。
制造商按批准的质量体系(ISO9002)进行生产、最终检验和试验,保证承压设备符合指令要求。
其余同模式D。
.模式E:产品质量保证(ISO9003)制造商按批准的质量体系(ISO9003)进行最终检验和试验,保证承压设备符合EC型式批准证书所述的型式和满足指令要求。
其余同模式D。
.模式E1:产品质量保证(ISO9003)按模式A编制技术文件。
制造商按批准的质量体系(ISO9003)进行最终检验和试验,保证承压设备符合指令要求。
其余同模式D。
.模式F:产品验证制造商保证承压设备符合EC型式批准证书或EC设计批准证书和指令要求。
授权机构对每台产品执行检查和试验,以验证其型式符合和满足指令要求。
重点验证焊接人员和NDT人员已按规定进行资格评定和批准;材料制造商签发的证书;产品的最终检验和验证试验(压力试验)以及安全装置的检查。
每台产品打CE标志、授权机构识别号,并出具书面的符合性声明。
授权机构签发产品的符合证书。
.模式G:单台验证制造商按模式A编制技术文件。
授权机构检验每台承压设备的设计和结构,并在制造时按相关标准进行检验和试验。
授权机构的检验内容除模式B的项目外,包括最终检验和验证试验(压力试验)以及安全装置的检查。
每台产品打CE标志、授权机构识别号,并出具书面的符合性声明。
授权机构签发产品的符合证书。
.模式H:全面质量保证(ISO9001)制造商按批准的包括设计、制造、最终检验和试验的质量体系(ISO9001)执行,保证承压设备符合指令要求。
授权机构对质量体系的评审、定期审核和不定期的监督检查,同模式D。
每台产品打CE标志、授权机构识别号,并出具书面的符合性声明。
.模式H1:带设计批准和最终评定特定监督的全面质量保证(ISO9001)除模式H的要求外,还需补充:制造商向授权机构提出设计批准申请,经评审符合指令要求后,由授权机构颁发EC设计批准证书。
授权机构通过不定期访问,对制造商执行的最终评定(最终检验和压力试验)执行监督检验。
2.符合性评审模式选择.承压设备的分类设备的分类主要取决于下列参数:(1)设备的类型:锅炉、压力容器、管道、承压附件(如阀门、压力计等)、安全附件(如安全阀、爆破片等);(2)流体(气体、液体、蒸汽等)的性质:根据危险程度分成两组。
第1组为危险性(易燃、易爆、有毒、氧化的)流体,第2组为非危险性流体;(3)最大工作压力:PS(巴);(4)容积或公称直径:V(升)或DN(毫米);根据上述几项参数,确定设备的危险性分类(分I、II、III、IV四类)。
例如:介质为第1组危险性的气体、液化气、压力溶解气体、蒸汽以及在最大许用温度下蒸气压超过巴的液体,其V大于1升、PS×V大于25巴升或PS大于200巴的压力容器分类见表1。
介质为第2组非危险性的气体、液化气、压力溶解气体、蒸汽以及在最大许用温度下蒸气压超过巴的液体,其V大于1升、PS×V大于50巴升或PS大于1000巴的压力容器分类见表2。
表中低于I类(即第3章第3段范畴)的承压设备或组合体必须按成员国优质工程标准设计和制造,提供充分的使用说明书和制造商标志。
这种承压设备或组合件不得带有CE标志。
由表1和表2可见,对用于危险性介质,且PS×V大于1000巴升或用于非危险性介质,且PS×V大于3000巴升的容器均属于IV类,因此,对绝大多数用于化工、石油和石油化工行业的压力容器而言,基本上都是IV类。
.符合性评审模式的选择(按IV类考虑)符合性评审模式的选择除了取决于承压设备的分类外,主要考虑设备的生产类型(单件生产或批量生产)和质量管理(常规检验和质量保证)情况。
压力容器绝大多数为非标产品、单件生产,因此,若选择EC型式批准或EC设计批准,由于重复制造的机会甚微而没有实际意义,我们通常推荐采用G模式。
定型的系列产品,可能批量生产,因此,对用于危险性介质场合或高温高压条件的压力容器,我们通常推荐采用B+F模式,以便对产品实行逐台检验;对用于非危险性介质场合或非高温高压条件的压力容器,在制造商质量保证体系正常运行的情况下,可采用B+D模式或H1模式,以便在EC型式批准或EC设计批准的基础上,由授权机构执行不定期的监督抽查,以确保产品质量符合指令要求。
3.典型模式的执行要求模式的执行要求执行压力容器的G模式认证,包括设计、制造和最终评定的全过程,与ASMEU钢印产品的制造大致相同,但某些方面则更为细致或严格,简要介绍如下:(1)技术文件:a)设计制造采用的标准规范清单:按照WTO的非歧视原则和国民待遇原则,为确保产品的自由流通,产品标准是非强制的。
只要用户认可,允许采用其他国家标准,如美国ASME 规范,中国GB150等等;b)产品图纸:按采用的标准规范设计的图纸;c)强度计算书:按采用的标准规范完成的强度计算书;d)材料明细表;e)产品铭牌图;f)g)危害性分析:对容器在使用中存在的潜在危险因素、可能造成的后果、在设计中是否已经消除或减少其危险性、是否已经采取保护措施以及是否已通知用户,用表格形式,逐项进行分析;h)操作说明书:除常规的操作使用说明外,应将危害性分析中必须通知用户的内容列入操作说明书中,以引起用户注意。
对制造商而言,这也是一项排除责任的自我保护,如果由于用户违反操作说明书而导致损失,制造商将不承担任何责任;i)制造工艺和检验、试验文件;j)工艺流程卡或检验卡(COL)。
(2)材料批准:PED允许采用如下三种类型的材料:符合欧洲协调标准的材料;获得欧洲批准的材料;通过特殊评定的材料。
对国内制造企业而言,很难获得按欧洲协调标准生产的材料。
而其他国家标准的材料要获得欧洲批准,在程序上是可能的,但迄今包括ASME规范材料在内,尚无一项材料获得欧洲批准,因此,在实际操作中很难实现。
目前,在生产中可行的,是通过授权机构执行材料评定,获得材料特殊批准证书(PMA),用于产品制造。
授权机构将审核制造商提h供的材料申请及采购文件、材料供应商评审、材料质量证书、必要时进行的附加试验记录和材料验收检验记录。
授权机构将对符合要求的材料向制造商颁发材料特殊批准证书。
此证书仅限该制造商使用,对其他企业无效。
(3)焊接工艺评定(PQR)和焊工技能评定(WPQ):在ASME取证中,授权检验师(AI)将审核制造商按ASMEIX卷执行的焊接工艺评定记录(PQR),焊接工艺规程(WPS)和焊工技能评定(WPQ),但PED要求检验师见证PQR和WPQ的全过程,在这一点上要比ASME取证更为严格。
至于PQR和WPQ执行的标准,并不限于按欧洲标准EN287和EN288,国内企业可以采用更为熟悉的ASMEIX卷,同样可以被接受。
制造商应按产品要求,编制评定计划,经检验师审核同意后,准备焊接试板和焊材,通知检验师到现场见证PQR和WPQ的全过程(焊接、热处理、NDT、力学试验、原始记录和报告)。
与ASME取证不同,PED规定由授权机构颁发PQR和WPQ证书。
(4)无损检测(NDT)人员的资格评定:ASME取证时,由企业自行按美国无损检测学会标准(ASNT-TC-1A),对无损检测人员进行培训、考试,对合格者由企业任命为相应级别的无损检测人员。
PED要求由欧共体认可的第三方机构(Recognizedthird-partyorganization)执行企业无损检测人员的资格评定。
至于NDT人员资格评定的标准,同样不限于欧洲标准EN473,国内企业可采用更为熟悉的SNT-TC-1A标准。
在执行评定时,并不对企业NDT人员重新进行考试,而是重点审查企业按标准制定的NDT人员培训、考核、管理文件是否符合规定要求,在此基础上现场审核上述文件的实际执行情况与见证件。
将由认可的第三方机构颁发该制造商所有合格NDT人员的批准证书。
(5)产品检验:a)b)最终检验和试验:检验师必须执行目视检验或检查检验记录,见证压力试验,审核产品是否符合指令要求;(6)符合性声明和符合证书:制造商必须按PED要求,提出书面的符合性声明。
授权机构将对合格产品签发符合证书。
模式的执行要求执行压力容器的B模式认证,对制造商生产的代表性样品将执行从设计到产品最终检验和验证试验的全过程审核。
对技术文件、材料批准、焊接工艺评定和焊工技能评定、无损检测人员的资格评定、产品检验的要求与G模式类同。