数控机床进给系统介绍
- 格式:pptx
- 大小:1.17 MB
- 文档页数:21
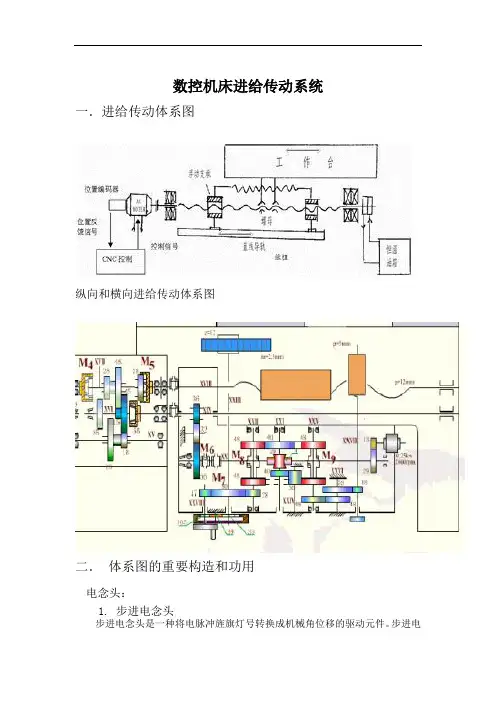
数控机床进给传动系统一.进给传动体系图纵向和横向进给传动体系图二.体系图的重要构造和功用电念头:1. 步进电念头步进电念头是一种将电脉冲旌旗灯号转换成机械角位移的驱动元件。
步进电念头是一种特别的电念头,一般电念头通电后都是持续迁移转变的,而步进电念头则有定位与运转两种状况。
当有一个电脉冲输入时,步进电念头就反转展转一个固定的角度,这角度称为步距角,一个步距角就是一步,所以这种电念头称为步进电念头。
又因为它输入的是脉冲电流,也称作脉冲电念头。
当电脉冲持续赓续地输入,步进电念头便跟随脉冲一步一步地迁移转变,步进电念头的角位移量和输入的脉冲个数严格成正比例,在时光上与输入脉冲同步。
是以,只需控制输入脉冲的数量、频率及电念头绕组的通电次序,便可获得所需转角、转速和偏向。
在无脉冲输入时,步进电念头的转子保持原有地位,处于定位状况。
步进电念头的调速范围广、惯量小、灵敏度高、输出转角可以或许控制,并且有必定的精度,常用作开环进给伺服体系的驱动元件。
与闭坏体系比拟,它没有地位速度反馈回路,控制体系简单,成本大年夜大年夜降低,与机床配接轻易,应用便利,因而在对精度、速度请求不十分高的中小型数控机床上获得了广泛地应用。
2. 直流伺服电念头因为数控机床对进给伺服驱动装配的请求较高,而直流电念头具有优胜的调速特点,是以在半闭坏、闭坏伺服控制体系中,获得较广泛地应用。
直流进给伺服电念头就其工作道理来说,固然与通俗直流电念头雷同。
然而,因为机械加工的特别请求,一般的直流电念头是不克不及知足须要的。
起首,一般直流电念头转子的迁移转变惯量过大年夜,而其输出转矩则相对较小。
如许,它的动态特点就比较差,尤其在低速运转前提下,这个缺点就更凸起。
在进给伺服机构中应用的是经由改进构造,进步其特点的大年夜功率直流伺服电念头,重要有以下两种类型:(1)小惯量直流电念头。
重要构造特点是其转子的迁移转变惯量尽可能小,是以在构造上与通俗电念头的最大年夜不合是转子做成细长形且滑腻无槽。
第三节伺服进给系统数控机床的进给系统又称“伺服进给系统”。
所谓“伺服”,即,可以严格按照控制信号完成相应的动作。
在数控机床的结构中,简化最多的就是进给系统。
所有数控机床的(做直线运动的)伺服进给系统,基本形式都是一样的。
一、传统机床进给系统的特点1.进给运动速度低、消耗功率少进给运动的速度一般较低,因而常采用大降速比的传动机构,如丝杠螺母、蜗杆蜗轮等。
这些机构的传动效率虽低,但因进给功率小,相对功率损失很小。
2.进给运动数目多不同的机床对进给运动的种类和数量要求也不同。
例如:立式钻床只要求一个进给运动;卧式车床为两个(纵、横向);而卧式铣镗床则有五个进给运动。
进给运动越多,相应的各种机构(如变速与换向、运动转换以及操纵等机构)也就越多,结构就更为复杂。
3.恒转矩传动进给运动的载荷特点与主运动不同。
当进给量较大时,常采用较小的背吃刀量;当进给量较小时,则选用较大的背吃刀量。
所以,在采用各种不同进给量的情况下,其切削分力大致相同,即都有可能达到最大进给力。
因此,进给传动系统最后输出轴的最大转矩可近似地认为相等。
这就是进给传动恒转矩工作的特点。
4.进给传动系统的传动精度进给传动链从首端到末端,有很多齿轮等进行传递,每个传动件的误差都将乘以其后的传动比并最终影响末端件输出,输出端的总误差是中间各传动件误差的累积(均方根)。
因为进给传动链总趋势是降速,所以远离末端件的传动件误差影响较小,而越靠近末端件的传动件误差,对总的传动精度的影响越大。
因此把越靠近末端件的传动比取得越小(相当于“前慢后快”原则),对减小其前面各传动件的误差影响越大。
这就是“传动比递降原则”。
应该注意:传统机床仅在“内联系传动链”中需要考虑传动精度。
二、提高传动精度的措施:①缩短传动链减少传动件数目,以减少误差的来源。
(即累积误差减少)②合理分配各传动副的传动比尽可能采用传动比递降原则;尽量采用大降速比的末端传动副,如:输出为回转运动用蜗杆蜗轮副,输出为直线运动用丝杠螺母副。


数控机床进给传动系统数控机床是以数字化控制系统为基础的高精度、高效率、高自动化的数控设备。
其进给传动系统作为数控机床中最重要的组成部分之一,其性能将会直接影响机床的加工效率和加工质量。
本文将介绍数控机床进给传动系统的构成、工作原理、传动方式、技术要求和发展趋势等方面。
一、进给传动系统的构成数控机床进给传动系统是由电机、减速箱、传动装置和运动控制系统等组成的。
电机作为驱动设备,通过减速箱将高速低扭矩的电机转换成低速大扭矩的动力,传动装置则将动力传递到物料上,最终由运动控制系统控制数控机床的运动状态。
二、进给传动系统的工作原理进给传动系统的工作原理是通过电机的驱动下,通过减速箱将高速低扭矩的动力转变为低速大扭矩的动力输出,经过传动装置传递给物料上,再由运动控制系统进行控制。
其中,进给传动系统的工作精度和稳定性将会直接影响机床的加工精度和稳定性。
三、进给传动系统的传动方式数控机床的进给传动方式主要有液压、机械式和电子式三种。
其中,液压进给传动系统适用于高功率、高切削力和大型工件的传动,具备很好的稳定性和适应性;机械式进给传动系统适用于中等功率、中等切削力和中等体积工件的传动,具备可靠性和速度调整灵活度;电子式进给传动系统适用于高精度、高速传动,具备精度高、稳定性好、速度范围大等优点。
四、技术要求数控机床进给传动系统的技术要求主要包括传动精度和传动稳定性。
传动精度是指传动装置的转速精度、位置精度、运动精度和位置控制精度等因素;传动稳定性是指传动装置的噪声、振动、温度稳定性和电磁兼容性等因素。
为保证数控机床的精度和稳定性,对于进给传动系统的要求不仅在传动装置上,还需要考虑到运动控制系统的精度和稳定性。
在传动装置方面,还需考虑到其寿命和安全性等因素。
五、发展趋势随着数控技术的不断发展和应用,数控机床的进给传动系统也在不断革新和升级。
从原来的液压和机械式进给传动方式不断升级发展到电子式进给传动系统,近年来更是向智能化、集成化发展。

数控机创进给系统数控机床的进给传动系统常用伺服进给系统来工作。
伺服进给系统的作用是根据数控系统传来的指令信息,进行放大以后控制执行部件的运动,不仅控制进给运动的速度,同时还要精确控制刀具相对于工件的移动位置和轨迹。
因此,数控机床进给系统,尤其是轮廓控制系统,必须对进给运动的位置和运动的速度两方面同时实现自动控制。
数控机床进给系统的设计要求除了具有较高的定位精度之外,还应具有良好的动态响应特性,系统跟踪指令信号的响应要快,稳定性要好。
一个典型的数控机床闭环控制的进给系统组成:位置比较、放大元件、驱动单元、机械传动装置和检测反馈元件等几部分。
机械传动装置:是指将驱动源旋运动变为工作台直线运动的整个机械传动链,包括减速装置、丝杠螺母副等中间传动机构。
第一节概述一、数控机床对进给传动系统的要求1.减少摩擦阻力:在数控机床进给系统中,普遍采用滚珠丝杠螺母副、静压丝杠螺母副,滚动导轨、静压导轨和塑料导轨。
2.减少运动惯量3.高的传动精度与定位精度设计中,通过在进给传动链中加入减速齿轮,以减小脉冲当量(即伺服系统接收一个指令脉冲驱动工作台移动的距离),预紧传动滚珠丝杠,消除齿轮、蜗轮等传动件的间隙等办法,可达到提高传动精度和定位精度的目的。
4.宽的进给调速范围:伺服进给系统在承担全部工作负载的条件下,应具有很宽的调速范围,以适应各工件材料、尺寸和刀具等变化的需要,工作进给速度范围可达3~6000mm/min(调速范围1:2000)。
5.响应速度要快:所谓快响应特性是指进给系统对指令输入信号的响应速度及瞬态过程结束的迅速程度,即跟踪指令信号的响应要快;定位速度和轮廓切削进给速度要满足要求;工作台应能在规定的速度范围内灵敏而精确地跟踪指令,进行单步或连续移动,在运行时不出现丢步或多步现象6.无间隙传动:进给系统的传动间隙一般指反向间隙,即反向死区误差,它存在于整个传动链的各传动副中,直接影响数控机床的加工精度。
因此,应尽量消除传动间隙,减小反向死区误差。
数控机床进给系统设计数控机床是一种利用数字控制技术来操作机床进行加工的设备。
其中,进给系统是数控机床的核心部件之一,主要负责实现机床轴向运动的精确控制。
本文将从设计原理、系统构成和性能要求三个方面,对数控机床进给系统进行详细阐述。
一、设计原理数控机床进给系统的设计基于三轴坐标系,即X轴、Y轴和Z轴。
当工件需要在不同方向上进行加工时,可以通过对这三个坐标轴的控制,实现工件在平面和立体方向上的运动。
进给系统的基本原理是将需要控制的轴运动距离和速度转换为数字信号,通过数字控制器产生的脉冲信号驱动伺服电机,实现机床的精确控制。
二、系统构成数控机床进给系统由三个主要组成部分构成:数字控制器、伺服驱动器和伺服电机。
数字控制器是整个系统的大脑,负责生成运动指令、计算速度和位置等参数,并将其转换为脉冲信号。
伺服驱动器接收数字控制器发送的脉冲信号,将其转换为电流信号,并通过电机的转矩控制反馈实现机床运动控制。
伺服电机则是进给系统的执行机构,根据伺服驱动器的控制信号,转化为机床轴向的运动。
三、性能要求数控机床进给系统在设计中需要具备多项重要性能要求,以满足机床加工的精度和效率要求。
首先,系统需要具备高速响应能力,能够快速准确地响应指令并实时控制机床轴向运动。
其次,系统需要具备高精度定位能力,能够实现亚微米级的定位精度,以满足精密加工的要求。
此外,系统还需具备较大的负载能力,能够承受较大的加工力矩,以应对各种加工过程中的需求。
同时,在设计中还需要考虑系统的稳定性和可靠性,以确保系统的长期稳定运行,并减少维护和故障排除的成本。
总结起来,数控机床进给系统是数控机床的核心组成部分之一,其设计原理基于三轴坐标系的控制,通过数字控制器、伺服驱动器和伺服电机的协同工作,实现机床轴向运动的精确控制。
进给系统的设计需要满足高速响应、高精度定位、较大负载和稳定可靠等多项性能要求,以保障机床加工的高效精度。
数控机床的进给系统原理与自动控制方法随着科技的不断进步和发展,数控机床已经成为现代制造业中不可或缺的重要设备。
数控机床的进给系统是其核心部件之一,它负责控制工件在加工过程中的进给速度和位置。
本文将介绍数控机床进给系统的原理和自动控制方法。
一、数控机床的进给系统原理数控机床的进给系统原理主要基于数学模型和控制理论。
它通过传感器采集工件的位置信息,再经过信号处理和数据分析,最终控制伺服电机的运动。
进给系统的主要组成部分包括伺服电机、滚珠丝杠、编码器和控制器。
伺服电机是进给系统的驱动源,它能够根据控制器的指令来调整自身的转速和转矩,从而实现工件的进给运动。
滚珠丝杠则负责将伺服电机的旋转运动转化为线性运动,通过滚珠丝杠的螺距和转动角度,可以精确控制工件的进给速度和位置。
编码器则用于测量工件的实际位置,将其反馈给控制器,以便及时进行误差修正和调整。
控制器是进给系统的核心,它根据预设的加工参数和工件的实际位置信息,计算出伺服电机的控制指令,并将其发送给伺服电机。
在控制器中,通常会采用PID 控制算法来实现对伺服电机的精确控制。
PID控制算法通过比较工件的实际位置和预设位置的差异,调整伺服电机的转速和转矩,使工件能够按照预设的轨迹进行进给运动。
二、数控机床的自动控制方法数控机床的自动控制方法主要包括手动控制和自动控制两种方式。
手动控制是指操作人员通过控制面板或手柄手动调节数控机床的进给速度和位置。
在手动控制模式下,操作人员可以根据实际情况进行微调和调整,以便更好地掌握加工过程。
手动控制在数控机床的调试和维修过程中起着重要的作用,它可以帮助操作人员及时发现问题并进行处理。
自动控制是指通过预设的加工程序和控制参数,实现数控机床的自动化操作。
在自动控制模式下,操作人员只需输入加工参数和工件的几何信息,数控机床就能够根据预设的程序自动完成加工过程。
自动控制不仅提高了加工效率和精度,还减少了人为因素对加工质量的影响,提高了生产的稳定性和一致性。