多种脉动真空灭菌器的数值分析
- 格式:pdf
- 大小:639.82 KB
- 文档页数:9
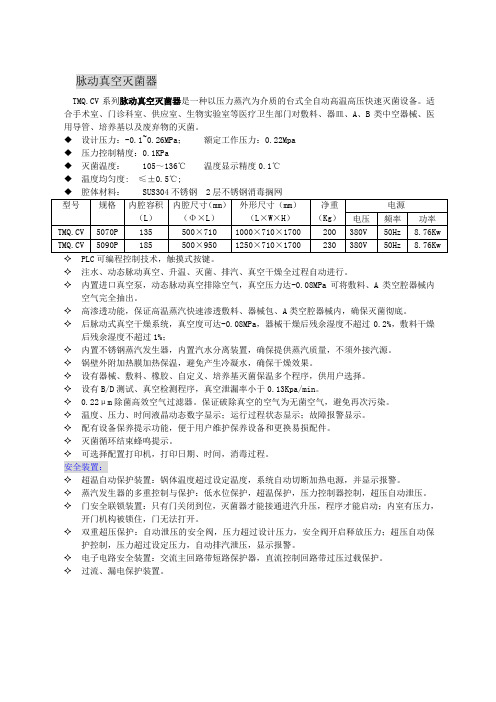
脉动真空灭菌器TMQ.CV系列脉动真空灭菌器是一种以压力蒸汽为介质的台式全自动高温高压快速灭菌设备。
适合手术室、门诊科室、供应室、生物实验室等医疗卫生部门对敷料、器皿、A、B类中空器械、医用导管、培养基以及废弃物的灭菌。
◆设计压力:-0.1~0.26MPa;额定工作压力:0.22Mpa◆压力控制精度:0.1KPa◆灭菌温度: 105~136℃温度显示精度0.1℃◆温度均匀度: ≤±0.5℃;✧注水、动态脉动真空、升温、灭菌、排汽、真空干燥全过程自动进行。
✧内置进口真空泵,动态脉动真空排除空气,真空压力达-0.08MPa可将敷料、A类空腔器械内空气完全抽出。
✧高渗透功能,保证高温蒸汽快速渗透敷料、器械包、A类空腔器械内,确保灭菌彻底。
✧后脉动式真空干燥系统,真空度可达-0.08MPa,器械干燥后残余湿度不超过0.2%,敷料干燥后残余湿度不超过1%;✧内置不锈钢蒸汽发生器,内置汽水分离装置,确保提供蒸汽质量,不须外接汽源。
✧锅壁外附加热膜加热保温,避免产生冷凝水,确保干燥效果。
✧设有器械、敷料、橡胶、自定义、培养基灭菌保温多个程序,供用户选择。
✧设有B/D测试、真空检测程序,真空泄漏率小于0.13Kpa/min。
✧0.22μm除菌高效空气过滤器。
保证破除真空的空气为无菌空气,避免再次污染。
✧温度、压力、时间液晶动态数字显示;运行过程状态显示;故障报警显示。
✧配有设备保养提示功能,便于用户维护保养设备和更换易损配件。
✧灭菌循环结束蜂鸣提示。
✧可选择配置打印机,打印日期、时间,消毒过程。
安全装置:✧超温自动保护装置:锅体温度超过设定温度,系统自动切断加热电源,并显示报警。
✧蒸汽发生器的多重控制与保护:低水位保护,超温保护,压力控制器控制,超压自动泄压。
✧门安全联锁装置:只有门关闭到位,灭菌器才能接通进汽升压,程序才能启动;内室有压力,开门机构被锁住,门无法打开。
✧双重超压保护:自动泄压的安全阀,压力超过设计压力,安全阀开启释放压力;超压自动保护控制,压力超过设定压力,自动排汽泄压,显示报警。
脉动真空灭菌器技术参数
1、★灭菌舱容积:≥60L
2、材质:SUS304
3、★设计压力:-0.1/0.3MPa
4、设计温度:≥144℃
5、腔壁加热:覆膜式加热膜
6、密封门:SUS304材质,拉伸门板,材料厚度≥2.5mm
7、开关门方式:电机驱动,手把式侧开门
8、控制阀:自动控制阀,具有多个直动式进口电磁阀;手动控制阀:手动球阀;
9、泵:1个增压泵
10、★压力传感器:进口独立安装压力传感器(非电路板安装式)(提供报关单)
11、蒸汽产生方式:内置储能式蒸发器,无需外接蒸汽源
12、★储水装置:内置单水箱,不外排蒸汽可实现汽水内循环,同时一次加水可运行多次程序,水箱容积≥15L
13、散热器:内置的散热器
14、安全阀:内置后藏式安全阀
15、压力表:2个压力表,量程:-0.1~0.5MPa;精度等级:1.0级以上
16、操作方式:按键式操作
17、★控制方式:采用PLC控制,模块化设计的专用灭菌器控制器
18、流程控制:置换、脉动、升温、灭菌、排汽、干燥全过程自动控制
19、超温自动保护装置,超过设定温度,系统自动切断加热电源
20、超压双重保护:超过设定压力自动报警功能;超过安全阀开启压力,安全阀开启泄压
21、过流保护装置:设备电流过载时,过流保护动作,系统自动切断电源
22、★提供生产厂家的特种设备压力容器(管道)制造许可证和设计许可证、提供卫生安全评价报告、灭菌效果检测报告、电气安全性能检测报告、电磁兼容检测报告。
23、生产厂家具有中国合格评定国家认可委员会实验室认可证书。
配置要求:两层搁网一个;球阀手柄一个。

中国护理管理Chinese Nursing Management V ol.12, No.2 February.15, 2012作者单位:第三军医大学大坪医院消毒供应中心,400042 重庆市(李希兰,周刚);3M 中国有限公司(周平乐)作者简介:李希兰,本科,主管护师脉动真空压力蒸汽灭菌器不同脉动方式下灭菌效果的比较◆ 李希兰 周刚 周平乐预真空压力蒸汽灭菌方法由于其安全、高效、成本低且对灭菌物品适应范围广等优点,被广泛应用于医院常规性物品的灭菌[1]。
但是,由于蒸汽灭菌不合格造成的感染案例在国内也时有发生,因此如何制定有效日常灭菌管理流程,从而降低感染风险显得尤为重要。
BD 测试是专门用于预真空压力蒸汽灭菌器空气排除效果的实验,以评估真空灭菌器内空气残留及蒸汽穿透情况。
由于冷空气的存在会使蒸汽冷凝,阻止蒸汽对灭菌包的有效穿透,使得灭菌包内达不到灭菌条件,从而影响蒸汽的灭菌效果,因此真空灭菌器应该每天进行BD 测试[2]。
批量挑战测试(Process Challenge Device,PCD)用于判断蒸汽灭菌循环整个装载是否达到灭菌条件,通常需要用生物指示剂或第五类化学指示剂对灭菌装载进行提前放行[1]。
本文结合我院预真空压力蒸汽灭菌器的实际情况,在日常灭菌操作过程中用BD 和PCD 测试产品对不同脉冲方式的灭菌循环进行空气排除和蒸汽穿透效果测试,并进行了比较,得出了一些有意义的结果。
1 实验器材与方法1.1 实验器材 (1)灭菌器:高大气压脉冲压力蒸汽灭菌器3台,低大气压脉冲压力蒸汽灭菌器2台。
(2)BD 标准测试包。
(3)PCD 测试包:生物化学综合批量挑战测试包,内含1292快速生物指示剂和1243A 第五类化学指示卡。
(4)快速生物阅读器:快速生物指示剂阅读器1台。
1.2 实验方法 该实验方法严格按照ISO11140-4/5的要求分别对2台低大气压脉冲循环灭菌器和3台高大气压脉冲循环灭菌器进行了空腔BD 测试和满载PCD 测试,并通过减少脉动次数分别模拟了BD 和PCD 阳性对照测试 [3-4],见图1和图2。

脉动真空压力蒸汽灭菌器灭菌效果监测摘要:压力蒸汽灭菌器的工作原理是将灭菌柜与灭菌物品内的冷空气靠真空泵强制排空,使灭菌柜内形成负压,蒸汽得以迅速穿透到物品内部进行灭菌。
压力蒸汽灭菌器具有灭菌时间短、效果好、对灭菌物品损害轻、工作效率高、节约能源等优点。
根据抽真空的不同,分为预真空和脉动真空两种,我院使用的是脉动真空压力蒸汽灭菌器。
冷空气排除量的多少决定着灭菌质量,脉动次数的多少及脉动幅值大小决定着空气排除的彻底与否,经专业试验与计算,脉动 3 次将排除灭菌柜内的冷空气达到99.2%以上,即可认为是真空状态。
对脉动真空压力灭菌器的灭菌效果监测有日常监测、B—D试验、物理监测、化学监测。
关键词:压力蒸汽灭菌器;灭菌;效果监测1.日常监测1.1 每日操作前、中、后进行日常的检查,监测脉动真空灭菌器的运转情况,并且有检查记录。
1.2检查项目1.2.1柜门与橡胶圈有无损坏、是否平整、门锁扣是否灵活有效。
1.2.2安全阀是否灵活有效。
1.2.3关好柜门通蒸汽检查是否存在漏气,压力表在蒸汽排尽时是否达到“0”位。
1.2.4 蒸汽发生器安全阀是否灵活、准确。
1.2.5压力表与温度计标示的状况是否吻合。
1.3 其次检查水源、电源有无异常,确定完全正常方可开启设备投入使用。
2.B-D试验2.1 B-D试验是对脉动真空灭菌器的排汽和蒸汽穿透性能进行测试,每天灭菌前空锅进行一次测试,所有监测数据必须完整保存,消毒人员必须如实详细记录监测数据,以便信息数据的存档备查。
2.2将B-D测试纸放于测试包中央,测试包平放于灭菌车底层靠近脉动真空灭菌器排汽口处。
当脉动真空灭菌器夹层压力达到0.2mPa时,方可关闭装载门,进入运行程序,选择B-D试验程序,程序运行过程中经过3次脉动、当温度升高达到132℃-134℃、压力0.21mPa时,开始灭菌3.5分钟、排气3分钟、干燥3.5-10分钟,B-D试验程序结束。
2.3 测试图纸上的化学指示剂对残留空气具有敏感性,能检测出试验包中是否有残留空气存在。

脉动真空压力蒸汽灭菌器的灭菌效能评价摘要:脉动真空压力蒸汽灭菌器在目前应用较为广泛。
本文主要通过对该类灭菌器的灭菌效能评价方法进行介绍,并总结对其进行评价过程中的一些体会。
关键词:脉动真空压力蒸汽灭菌器灭菌效能1 引言目前,热力灭菌方法中最普遍、效果最好的灭菌方法之一是压力蒸汽灭菌技术,该方法的特点主要是穿透力强、效果可靠、能将所有的微生物杀灭。
特别是脉动真空压力蒸汽灭菌器有灭菌迅速、物品干燥、损害轻微、灭菌效果彻底等一系列等优点被广泛应用]。
2 灭菌效能评价方法2.1 物理方法把留点温度计套在布袋内,放在灭菌器内的5个监测点位置,分别是在上层的中心、中层的左前方、中层的右后方、下层的左后方、排气口的附近,灭菌后对是否达到了灭菌所要求的温度条件进行检测和评价。
这是最直观的一种效能评价方法,在使用前要确保温度计的水银柱不超过50°C。
灭菌后温度计误差控制在±0.5°C以下。
温度的达标表示灭菌时所需的一个条件达到标准,并不代表灭菌器合格。
2.2 化学胶带法化学指示胶带可以用来对灭菌器在整个灭菌过程的温度和时间进行评价,只有灭菌的具体时间、温度达到一个设定的标准的时候,才能使胶带的条纹变色。
使用时可以将其粘贴于每一个待灭菌物品包上。
化学指示胶带的变色并不能够说明灭菌效果是否已经达到合格标准,只能表示物品已经过相应的灭菌处理。
2.3 化学指示卡法化学指示卡既能对蒸汽的温度进行指示、又能对该温度持续的具体时间进行知识,将其放入到灭菌难度比较大的部位的物品包中央,在灭菌结束之后取出,根据颜色的改变情况来判断灭菌效果。
指示卡颜色变为黑色,说明灭菌效果已合格。
指示卡颜色比黑色浅,说明灭菌效果不合格。
2.4 B-D试验法每天在进行灭菌之前均对空锅进行B—D试验,试验包用脱脂棉布予以包裹,重量一般控制在5kg左右,将一种专用的B—D底层靠近柜门与排气口处。
当温度在134°C时、灭菌3.5分钟后就可以将B—D 测试图取出,观察其颜色的变化情况,如B—D测试图颜色变黑且均匀一致,就可以说明冷空气已经被彻底排除,灭菌器的抽真空系统状态保持良好,可以进行正常操作。

脉动真空压力蒸汽灭菌器灭菌效果监测初探摘要:在热力灭菌中,应用最为普遍的一种灭菌方法就是压力蒸汽灭菌效果较为理想,其具有一系列的优势,如有着较强的蒸汽穿透力、较为可靠的灭菌效果,所有的微生物都可以被杀灭,特别是脉动真空压力蒸汽灭菌更是具有优势,如有着较短的灭菌时间、灭菌后物品有着较好的干燥程度,能彻底灭菌等。
文章简要分析了脉动真空压力蒸汽灭菌器灭菌效果监测,希望可以提供一些有价值的参考意见。
关键词:脉动真空压力蒸汽灭菌器;灭菌效果;监测方法为了对脉动真空压力蒸汽灭菌器的运行情况进行检查,对灭菌方法的合理性进行检测,就需要进行灭菌效果监测,以便保证灭菌效果能够符合相关标准。
因此,就需要应用各种各样的现代化监测手段和设备,采用科学地监测方法,规范监测流程,以便立体化和全方位的监测脉动真空压力蒸汽灭菌器。
1 监测方法1.1 物理监测法在每次灭菌的过程中,都需要对一系列的灭菌参数进行连续监测和记录,如灭菌时的温度、压力以及时间等,严格控制温度波动范围,保证不超过-3 ℃,按照最低灭菌时间的要求来控制灭菌时间,同时,对所有临界点的时间、温度以及压力值进行记录,监测结果需要与灭菌要求相符合,对于灭菌结果需要签名确认,之后存档即可。
如果灭菌物品在物理监测中,不符合相关的要求,就不能够发放,并且要对不合格原因进行分析,采取一系列有针对性的改进措施,保证检测结果与相关的要求符合。
1.2 化学监测法1.2.1 包外监测在使用过程中,在每一个等待灭菌物品的包外粘贴3 M的化学指示胶带,这样灭菌器灭菌过程中的温度和时间就可以被3 M化学指示胶带来监测,保证与相关要求所符合。
在温度的饱和蒸汽作用下,达到相应时间要求之后,就会改变化学指示胶带的条纹颜色,通常会变为褐色或者黑色。
因为在每一个灭菌物品包外都粘贴着化学指示胶带,化学指示胶带可对比的指示黑色,若指示胶带在温度超过115 ℃,条纹状油墨发生化学变化且伴随颜色变化,只能指示达到温度,不能指示达到温度持续时间,同时只固定在物品包外面,不能反映物品包内温度,则其不能用于灭菌效果的监测,这只能标示该物品包是否已经经过灭菌处理过程。
XG1.D型脉动真空灭菌器验证报告第1 页,共9 页XG1.D型脉动真空灭菌器验证报告20xx年08月XG1.D型脉动真空灭菌器验证报告第2 页,共9 页起草人部门日期审核签名日期验证委员会审阅会签签名日期批准人XG1.D型脉动真空灭菌器验证报告第3 页,共9 页目录1. 验证情况简介 (4)2. 设备描述 (4)3. 人员确认 (4)4. 相关的验证文件 (4)5. 验证合格的标准 (5)6. 验证的实施情况 (5)7. 验证实施的结果 (5)8. 偏差说明 (7)9. 风险评估 (7)10. 验证结果评审 (9)11. 验证结论 (9)12. 验证计划 (9)XG1.D型脉动真空灭菌器验证报告第4 页,共9 页1. 验证情况简介XG1.D型脉动真空灭菌器验证小组根据批准的编号为“VP-E-2011-001”的“XG1.D型脉动真空灭菌器验证方案”对XG1.D型脉动真空灭菌器的安装、运行、性能进行了验证确认工作。
同时通过对XG1.D型脉动真空灭菌器保压检查确认了设备内室的气密性;通过B-D检查包确认灭菌器的抽真空效果;通过空载热分布检查确认灭菌器内部分布满足要求;通过对无菌洁净衣以及不锈钢器具的满载热穿透和生物指示剂检查确认该设备对无菌洁净衣以及不锈钢器具能够达到灭菌效果,且内室温度分布均匀。
2. 设备描述本设备共有四种消毒程序:织物程序、器械程序、B-D实验程序、液体程序,根据不同的物品选择不同的灭菌方式。
灭菌工艺控制使用PLC控制系统,温度控制系统使用Pt100温度探头,放置方式置于灭菌器底部冷凝水排放口处。
灭菌过程的时间、温度以及内室压力,用触摸屏显示并应记录。
本次验证只对以下三个程序进行确认:织物程序:可设置参数为脉动次数、灭菌温度、灭菌时间、干燥时间;灭菌步骤分为脉动、升温、灭菌、排汽、干燥、结束六个阶段。
器械程序:可设置参数为脉动次数、灭菌温度、灭菌时间;灭菌步骤为:脉动、升温、灭菌、排汽、结束五个阶段;B-D程序:可设置参数为脉动次数、灭菌温度、灭菌时间、干燥时间;灭菌步骤分为脉动、升温、灭菌、排汽、干燥、结束六个阶段。
学术论著中国医学装备2023年4月第20卷第4期 China Medical Equipment 2023 April V ol.20 No.4[文章编号] 1672-8270(2023)04-0159-05 [中图分类号] R318.6 [文献标识码] AResearch on calibration method of pulsating vacuum sterilization equipment/ZHOU Chao, WANG Zhong-hao, SHI Sen-zhong, et al//China Medical Equipment,2023,20(4):159-163.[Abstract] Objective: T o study an on-site calibration method for pulsating vacuum sterilization equipment to provide technical reference for its measurement performance evaluation. Methods: The working principle and structure of pulsating vacuum sterilizer were analyzed. According to its main measurement parameters, the corresponding calibration method was proposed from the aspects of temperature, sterilization time, pressure and relative humidity, etc. A combination of stopwatch, wireless pressure recorder and temperature and humidity recorder was used to calibrate its physical parameters. T wo pulsating vacuum sterilization equipment produced by different manufacturers, test equipment A and test equipment B, were selected to analyze the calibration results. Results: The calibration method of pulsating vacuum sterilizer and the temperature, pressure and relative humidity recorder provided by the standard instruments used for calibration could effectively calibrate the physical parameters of pulsating vacuum sterilizing equipment. The temperature indication error of test equipment A was (℃)±0.3; the temperature fluctuation was (℃)0.2, the temperature deviation was (℃)+1.7 for upper deviation, (℃)+0.7 for lower deviation, and indication value error for the pressure was (MPa)-0.005); and the temperature indication error of test equipment B was (℃)±0.1; the temperature fluctuation was (℃)0.2, the temperature deviation was (℃)+0.8 for upper deviation, (℃)+0.3 for lower deviation, and indication value error for the was (MPa)-0.002). The two sets of data of test equipment A and test equipment B met the requirements of the relevant standards. Conclusion: The calibration results of the studied calibration method for pulsating vacuum sterilization equipment is scientific and reasonable, strong in operability, and can meet the national standards objectively, which can provide technical reference for metrological technology institutions to carry out related work. [Key words] Pulsating vacuum sterilization equipment; Field calibration; T emperature; Pressure[First-author’s address] Department of Medical Engineering, Daping Hospital, Army Medical University, Chongqing 400042, China.[摘要] 目的:研究一种脉动真空灭菌设备现场校准方法,为其计量性能评价提供技术参考。
万方数据第25卷第6期压力容器总第187期1概述医疗、制药、生物制品、实验动物和食品等行业有各种各样的消毒、灭菌方式,蒸汽高温灭菌是目前最好的无毒、无害化处理方式之一,各种物品在121—132℃高温水蒸气下经过一定时间的透人和保持,可以杀灭各种细菌…,灭菌彻底,且不会有消毒液的污染。
手术器械、医疗包裹、医疗和药品器皿、实验动物食品等都采用这种灭菌方式嵋J。
文中研究矩形截面脉动真空灭菌器旧,41的力学性能,其外形如图l所示。
该灭菌器为夹层结构,两端封闭,内腔为主要空间,用于放置被灭菌物品;夹层内通入高温蒸汽以便加热和保持内腔温度。
为了加强内外腔的刚度,改善受力状况,内外壁之间设有加强筋支撑。
脉动真空蒸汽灭菌器的原理为先抽出内腔的空气,然后通人高温蒸汽灭菌,灭菌完毕后,再抽出内腔的蒸汽做干燥处理。
成形,且各侧板的加强筋截面相同。
绕带结构由加强筋及其加强筋间的连接板组成,其中每条绕带有4根u型加强筋(如图2所示)焊接而成。
图2绕带式灭菌器不意绕带式结构中各组件均采用高质量的连续焊缝形式连接,以确保系统的密封性良好,不泄漏蒸汽。
1.2夹套式夹套式灭菌器主要有内外壁、加强筋、底部和大门等几部分组成。
图3包括有内壁、底部及门组成的封闭空间为灭菌器内腔;内、外壁和底部及门组成的封闭空间为夹套;内、外壁之间通过加强筋来支撑。
各组件是通过焊接方式连接到一起的,加强筋与内壁为断续焊(如图3中圆圈处所示),加强筋与外壁为塞焊(如图4中的圆孔处),底部与内外壁为全焊。
图1矩形灭菌器综合调研结果及2007年大连国际医疗设备展览会展示产品信息,可知脉动真空灭菌器按结构分类主要有绕带式和夹套式两种结构,文中对不同结构、不同焊接类型和不同加强筋尺寸进行比较分析,以寻找灭菌器设计的最优方案。
1.1绕带式绕带式灭菌器结构由内壁、底部、绕带结构、大门以及门框等部件组成,主体结构如图2所示。
灭菌室内腔是不锈钢矩形薄板经折弯后焊接而成;灭图3夹套式半成品图菌器的底部采用单层带平折边的凸形板结构;在灭该结构与绕带式结构基本相似,区别在于起预菌室外表面宽度方向上,且垂直于容器轴线的平面热和保温作用的高温蒸汽的存储空间不同,前者为内,均匀对称排列多条加强筋;加强筋采用板材冷弯绕带结构,后者为夹套结构。
·19·万方数据CPVT多种脉动真空灭菌器的数值分析VoE5.N062008图4夹套外壁结构图(a)U型弯置板1.3典型加强筋形式加强筋有不同的形式,如u型钢板弯置、角钢和槽钢等,如图5所示。
其中角钢和槽钢为型材,设计使用时需要参照相应的标准;而对于u型加强筋来说,采用板材冷弯成形,在满足最小折弯半径(如图5(a)中的r。
所示)情况下,可以根据实际情况来调整。
2灭菌器有限元模型的建立(b)角钢首先要分析实际工作状况,抽象出理想化的模(c)槽钢图5各种典型的加强筋型,结合MSC.Patran软件对模型的焊缝、残余应体测量得出)为4.6z砌,外壁厚度为5.6mm,夹套力‘5·61、接触和热应力‘7-83等问题的转化后,进而建间距h为30mm。
立几何模型,划分网格,添加边界条件和定义单元属性,选取工况等,最后提交Nastran分析,查看结果。
灭菌器的内、外壁、底部和加强筋都是采用四边形4节点(Quad4)的壳单元,焊缝的处理见文献[9]中的焊接方式,在焊缝处要求相连接部位处有限元网格一致。
非焊缝处按接触处理;焊缝处则是将加筋和内壁的对应节点合并,焊缝处单元网格较密,如图6所示。
图6焊缝处网格划分考虑到结构的对称性,为便于对比分析,建立了1/4模型。
其中灭菌器的总长为1000mm,内腔规格均为600rain×600mm。
工作压力为O.35MPa,弹性模量为210GPa,泊松比为0.3,内壁厚度(由实·20·3典型结构数值分析与对比利用有限元¨驯可以方便、快捷地建立各种模型,得到有限元数值解,极大地减少了试验成本,同时为改进和优化产品结构,缩短研发周期、提高使用寿命等提供了有效的手段。
其中内壁的厚度是影响使用寿命的最关键的因素,基于此,对同等内壁厚度情况下的典型结构、焊缝形式、加强筋类型等做了分析对比。
3.1不同结构的对比(1)绕带式结构绕带式结构的模型参数为:内壁、绕带和底部厚度均为4.6mm;其余各参数含义见表1,折弯角半径1为50mm,r3为15mm,加强筋的宽度b和间距后(即弧形连接板的宽度)均为125mm。
有限元模型划分为71829个节点和72309个单元。
表1模型参数含义符号矗b,Ir2r3.Il两加强筋加强筋内壁弯外壁弯U型加强筋夹套含义间距跨度角半径角半径弯角半径间距 万方数据第25卷第6期压力容器总第187期从Mises应力图(见图7)上可看出,内壁Mises应力最大值为101MPa(最大位置在椭圆标识的中心处,以下皆同)。
该点在内壁、加强筋和弧形连接板三处的焊接处。
由于采用了全焊的形式,焊缝处应力分布表现的很平滑,应力值70MPa左右;非焊缝处的应力值在30MPa左右,应力分布均匀。
……)。
A区应力值在90MPa左右,口区应力值在10MPa左右,两者相差甚大,故此内壁应力变化较大。
图9U型加强筋断续焊Mises应力云图从全焊缝Mises应力图(见图10)上可看出,内壁最大应力集中在焊缝处,大约为114MPa;区域A…。
苎二,,翌灭菌器的Mises应力图应力明显大于区域B,应力分布具有层次性。
(2)夹套式结构…………‘~…。
~……一。
选择符合夹套规格的加强筋——U型加强筋,如图8所示。
内壁厚度4.6mm,其余厚度为5.6mill;折弯角半径rI为50mm,r2为75mm,r3为15mm;加强筋的宽度b和间距k分别为150mm和80mm,夹套间距h为30mm;断续焊缝的形式为5mm×55(50)mm。
有限元模型划分为88670个节点和101315个单元。
图10U型加强筋全焊Mises应力云图(3)绕带式与夹套式对比绕带式和夹套式(如图7,9所示)在内壁厚度(4.6mm)和焊缝条数(4条)相同的情况下,绕带式结构内壁受到的最大应力值最小,为101MPa;而夹套式结构为145MPa。
且绕带式没有外壁,结构简图8夹套式灭菌器参数示意单,用材最少,较经济;但为满足绕带的密封性,需要从Mises应力图(见图9)上可看出,内壁最大高质量的全焊缝来保证。
应力为145MPa。
该点在灭菌器内壁和加强筋的焊3.2不同焊接类型缝处的一端,焊缝处的应力集中明显。
为方便表达,(1)全焊与断续焊的对比规定u型加强筋宽度b所对应内壁的区域为A(包选取加强筋为U型折弯板的模型,将全焊与断括A。
,A:,……,1,2,……为对应的序号),两加强筋续焊两种焊接方式进行对比,应力结果如图9,10所之间的间距||}所对应内壁的区域为曰(包括B.,8z,示。
结果表明采用全焊缝的形式,应力集中减小,由·21·万方数据多种脉动真空灭菌器的数值分析Vol25.NOl62008断续焊时的145MPa减少为114MPa,应力分布比果不理想。
较均匀。
(2)焊缝对称性的影响选取模型为U型加强筋,加强筋的宽度b为150mm,间距k为80mm,焊缝的形式均为5mfn×55(50)mm。
焊缝分布如图1l,12所示,从对称焊Mises应力图(见图13)上可看出,内壁最大应力为145MPa。
两应力区域A和B相差很大,差值在70MPa左右。
从交错焊Mises应力图(见图14)上可看出,内壁最大应力为185MPa。
应力区域A为86MPa左右,日区应力值在10MPa左右。
图1l对称焊缝图12交错焊缝图14交错焊Mises应力云图3.3不同U型板尺寸的对比针对u型加强筋,选取了4种不同的排列方式。
主要考虑加强筋宽度和加强筋距离的影响,各参数如表2所示,各模型的应力云图见图15一18。
U型U型U型U型项目加强筋l加强筋2加强筋3加强筋4b=80,b=k=150。
b=150,b=50。
不同点k=150,h=30k=80,k=180,h=30h=30h=37相同点12=5.6,r2:15图15U型加强筋1的Mises应力云图(1)针对加强筋的间距k相同,宽度不同——U型加强筋1和2对比,加强筋的宽度b越小,应力分布越不均匀,两焊缝间距接近相同时,应力分布均图13对称焊Mises应力云图匀,但应力值会稍微大一些。
对焊缝的工艺进行对比发现(如图11~14所(2)针对加强筋的宽度b相同,间距不同——U示),对称焊缝明显好于交错焊缝,最大应力值相差型加强筋2和3对比,最大应力值随间距增大而增40MPa,对A和曰两应力区域来说,对称焊缝较均大,从A和曰区应力云图分布来看,随b和k差距增匀,变化不大,而交错焊缝使得二者产生了偏差,结大,差别越大。
·22·万方数据第25卷第6期压力容器总第187期图16U型加强筋2的Mises应力云图图17U型加强筋3的Mises应力云图匀,这样有利于提高内腔的承载能力和使用寿命。
3.4不同加强筋板厚度的对比选取模型为U型加强筋,其宽度b为150mm,间距k为80ITlnl。
针对加强筋的厚度进行对比分析,如图19所示。
随着加强筋厚度的增加,内壁的最大应力值减小,但是内壁A和曰区域的应力差在增大,如表3所示。
在设计时为便于选材,一般应选择外腔或内腔厚度。
图18U型加强筋4的Mises应力云图(3)针对加强筋的宽度和两筋间距之和(b+k)相同——U型加强筋1,3和4的对比,最大应力值相当,A和B区的应力分布也大体相同。
而U型加强筋4的最大应力210MPa,并且A和曰区应力相差甚大,显然不理想;对于模型2来说,最大应力适中,A和日区的应力分布也相当。
建议在设计时,内壁上加强筋的分布要尽量均图19U型板不同厚度的Mises应力云图·23·万方数据CP、,1’多种脉动真空灭菌器的数值分析Vol25.N062008~i弋=’3.O4.65.6参数—\最大值(MPa)184163145A和日区应力值的差值(MPa)5077903.5u型板拐角处有无加强板的对比加强板是在腔体的拐角处连接两相邻平面的圆弧板,起到拐角加强的作用,如图20所示。
图20加强板的VonMises应力云图从Mises应力图(见图21)上可看出,内壁最大应力为152MPa。
其中图2l为加强筋的应力分布云图,可以看出加强板的实际受力不大,与无加强板(见图22)相比,在腔体拐角处使用加强板,从分析的结果看,作用不大。
图21含有加强板的VonMises应力云图4结论主要针对灭菌器内壁易开裂问题,综合考虑多种典型的灭菌器结构,并始终贯彻以最大应力最小为根本出发点,进行全面对比分析。