025、离心铸造复合双金属组合轧辊的生产工艺方法
- 格式:pdf
- 大小:165.63 KB
- 文档页数:5
轧辊生产工艺轧辊是一种用于金属加工的重要设备,主要用于轧制金属材料,使其达到所需的尺寸和形状。
轧辊的生产工艺包括材料选择、热处理、精加工等环节。
首先,轧辊的材料选择非常重要。
一般情况下,常用的轧辊材料有铸铁、钢等。
铸铁轧辊由于其材料内部结构松散,容易造成裂纹和疲劳损伤,因此越来越多地采用了钢轧辊。
钢轧辊材料通常具有较高的硬度和强度,能够承受较大的压力和冲击负荷。
其次,在选择好合适的轧辊材料后,需要对轧辊进行热处理,以提高其硬度和耐磨性。
一般来说,热处理工艺主要包括加热、保温和冷却三个步骤。
加热的过程中,需要控制好温度和加热时间,使轧辊的内部组织发生相变,并达到所需的硬度。
保温阶段的主要目的是让轧辊的温度均匀分布,以免出现温度梯度过大造成变形或裂纹。
最后,在冷却过程中,要避免快速冷却,以免引起内应力集中,从而破坏轧辊的结构。
经过热处理后,轧辊需要进行精加工,以确保其表面光洁度和几何形状的精度。
常用的精加工工艺有车削、磨削和抛光等。
轧辊的车削工艺主要是通过旋转切削刀具将轧辊的表面切削成所需的形状和尺寸。
磨削工艺则是通过磨具的旋转摩擦和切削作用,去除轧辊表面的凸起部分,使其平整光滑。
抛光则是通过摩擦力使轧辊表面产生微小的变形,从而达到光洁度的要求。
最后,在轧辊的生产过程中,还需要进行各项质量检验。
主要包括硬度测试、金相组织观察以及尺寸检测等。
硬度测试是通过对轧辊材料进行硬度测试,以检验其硬度是否达到设计要求。
金相组织观察则是通过金相显微镜观察轧辊的内部组织结构,以检验其是否存在缺陷或异常。
尺寸检测则是通过测量轧辊的尺寸,以确保其达到设计要求。
综上所述,轧辊的生产工艺包括材料选择、热处理、精加工和质量检验等环节。
通过科学合理的生产工艺,可以确保轧辊的质量和性能达到要求,提高金属加工的效率和质量。

离心铸造轧辊工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!离心铸造轧辊工艺流程一、准备工作阶段。
在进行离心铸造轧辊之前,需要做好充分的准备。
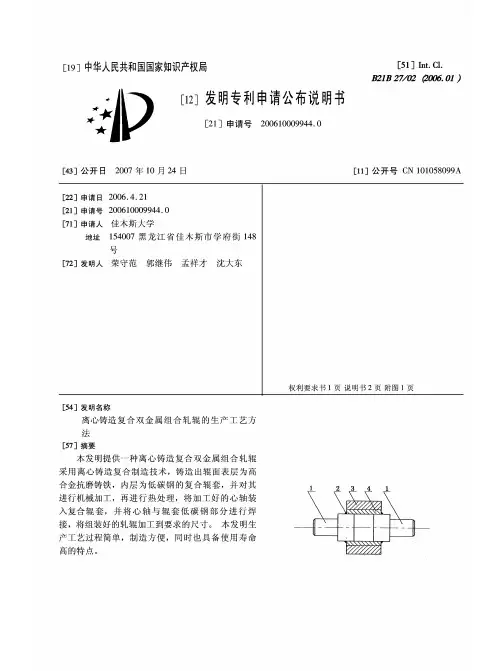
离心铸造高速钢复合轧辊生产工艺[我的钢铁] 2008-05-23 23:57:43离心铸造高速钢轧辊工艺是指利用离心机浇注法铸造成型高速钢轧辊,有立式离心机浇铸法、卧式离心机浇铸法和倾斜式离心机浇铸法3种。
高速钢复合轧辊是指轧辊采用三层结构,即外层高速钢、过度层石墨钢、芯部球墨铸铁。
冶炼时,外层高速钢在中频炉中熔炼,选用优质合金料和钢铁料进行熔炼。
Nb、W、V铁先破碎再入炉。
分两次冶炼,第一次加95%,第二次添加余料,并进行微调。
出钢时包底加入变质剂变质,以细化基体和碳化物。
中间层材料和芯部材料在工频炉冶炼,特别是芯部材料球墨铸铁铁水在出炉时,在胞内加入适量的球化剂和孕育剂进行球化、孕育处理,以保证轧辊辊颈的力学性能。
浇注时,浇注外层高速钢钢水时应选择较大的重力系数,同时辊模温度应尽量低,钢水的浇注温度也尽可能低。
等钢水在旋转的辊模中凝固后,再浇注中间层金属液。
中间层凝固后停机,合箱浇入芯部铁水。
浇注中可采用玻璃保护渣。
后续热处理中,采用喷雾淬火,以确保轧辊的硬度,淬火冷却后采取400℃以上的回火温度,以控制组织中的参与奥氏体量和应力。
同时注意由于芯部球墨铸铁熔点较低,高速钢轧辊的正火温度应控制在980-1100℃。
国内唐山联强冶金轧辊公司掌握该技术后,其铸造高速钢复合轧辊被应用于生产中。
用于线、棒材轧机成品前的轧机、成品机架,单槽轧制量是球铁轧辊的5倍以上;用于成品架轧制带肋钢筋是,单槽轧制量是球铁轧辊的3倍以上;用于预切分机架时,单槽轧制量是球铁轧辊的4倍以上。
同时减少了换辊次数,延长了轧制时间,降低了成本,提高了轧材表面质量,增加了产品市场竞争力,突出了铸造高速钢复合轧辊的优势。
(。