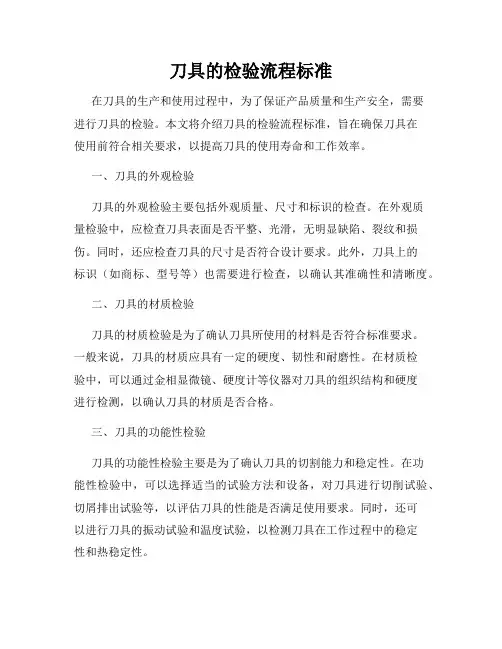
刀具质量检验标准
- 格式:xls
- 大小:27.00 KB
- 文档页数:1
焊接
焊痕 砂光 镜光 打背
砂房
改型 装配 产品 包装方法及数量
三、最终检验
检验对象 检验项目 检验方法 抽检 抽检 抽检 工具 检验标准 按样或客房要求 按样或说明 落地试验 产品 外观、功能、安全 锋利度、安全性、清洁 卡纸、标签、 外观 字唛、颜色 利盒 包装保护 包装方式 稳定性、安全保护
文件名称 审批 一、进货检验
检验对象 尺寸 钢板 表面 材质 规格 木材 湿度
通用刀具质量检验标准 编制日期
检验项目 检验内容
文件编号
LB/WI-C-26 生效日期
版号/修订
1.0/0
检验方法
工具 卡尺
检验标准 厚度误差<0.02mm 正常生产后能否去除 符合采购要求
厚度、长度、宽度 抽检 划伤、划痕、破损、 光度 目视 、夹层 2Cr13、3Cr13、430#、304 看标签目视 厚度、形状、大小等 木材含水量 木质及色泽 长、宽、高 试装或尺量 测量 目视对比 测量
卡尺
按样 ≤130 按样
材质、颜色 包装物料 规格、尺寸 字唛、条码、 颜 色 检验项目 工件尺寸 冲压 工件批锋 工件表面 成型 打眼 打字 热处理 工件形状 工件外观 眼孔 字形、大小、 深 度、清晰度 硬度
尺 尺 工具 尺
按采购要求 按样 检验标准 不允许缺料、按样 工件不允许爆边 不允许影响最终产品质量
卡尺
与样板一致 不允许爆裂、拉伤痕出现
卡尺 卡尺
按要求或样 按确认样
0 硬度计 2Cr13、50±20C; 3Cr13、54±2 C 按样
单面磨
刀尖厚度 博位形状 表面粗糙度
量规
砂光口0.2~0.5mm 橡胶轮口0.5~0.8mm 按样
水磨
双面磨 开牙 迫口
刀尖厚度 双磨边线 牙型、牙深 迫口宽度、样利度 焊缝大小、气孔对称度、 焊透 粗幼度、光亮度 光亮度 表面粗幼度 工件形状光度 紧固度、平整度、间隙 清洁度及前工序缺陷 放置合理0.4mm 边线平直,顺滑 按样 宽度1mm,能顺利割断纸 焊缝细小、无缺焊、堆焊、焊水、 空心柄能有响声 按样、不允许看到粗砂痕、黄斑 不允许花点、砂眼和黄斑(烧斑) 按样、不允许烧斑 按样 试动作、按样 按样 按说明或要求
尺量、用纸试 卡尺 目视 目视 目视 目视 目视 目视 全检
字大小、清晰、错缺、歪斜 量度目视 检验内容 工件尺寸、形状 切口、批锋、爆边 伤痕、划伤、夹层 工件形状、轮廓、深度 爆裂、拉伤 孔大小、位置、批锋 检验方法 抽检、按样 抽检、目视 目视 尺量、目视 量度 目视 目视、量度 测量 表面粗糙度 目视 量度 目视 目视 量度 目视 目视
二、过程检验
检验对象