项目七 工学结合产品的加工案例
通过本项目内容的学习,会进行实际产品工件的加工工艺分析,能够 制订产品的装夹方案与检测办法,会进行零件程序的编写与调试,会 操作数控车床加工出合格的产品。
1.掌握典型轴类零件的加工方案与数控加工程序的编写。 2.掌握典型盘套类零件的加工方案与数控加工程序的编写。 3.掌握数控机床的基本操作。
1)V形槽加工方案(1)。先用直槽刀先 切出直槽,再用直槽刀沿槽侧进给,切 削成形轮廓。此加工方案的加工精度 较高但加工效率偏低,方案如图7-3所 示。
图7-3 V形槽加工方案(1)
2)V形槽加工方案(2)。先用直槽刀切出 底槽,再用成形刀修整左右两侧轮廓。 方案如图7-4所示。加工精度取决于刀 具切削刃的精度,该方案的加工效率较 高。 由于本任务加工的V形槽精度要求较高, 故选择加工方案(1)加工,确定走刀路线。
连接轴如图7-10所示,其加工包含了外圆、端面、螺纹和圆锥等的 加工。工件中的键槽和4个ϕ8mm孔无法在数控车床上完成加工, 故安排在钻床和铣床上进行。
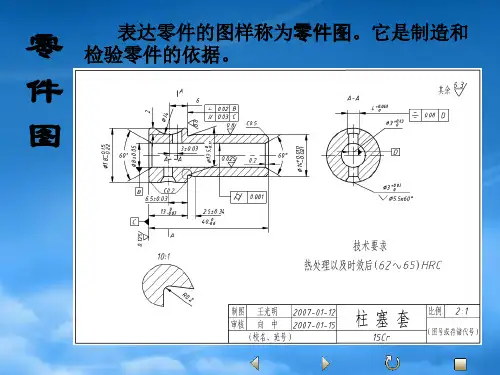
1.零件图样分析
图7-10所示连接轴的轮廓由外圆柱面、锥面、螺纹和端面等构成。零 件材料为45钢,外圆尺寸精度要求各处外径公差在IT7~IT8级,外圆锥面
工件右端ϕ50mm外圆,预钻内孔,并进行孔的粗车。第Ⅱ次装夹选择 夹工件的右端ϕ50mm外圆,加工工件的左端面保证总长要求,粗精车
工件外轮廓、外槽,精车内孔及内孔倒角。
(2)工件原点 以右端面与轴线交点为工件原点建立工件坐标系(采用试 切对刀建立)。
1.准备工作 材料的准备见表7-1,设备的准备见表7-2,数控加工刀具的准备见表7-3,工 具、量具的准备见表7-4。
【例8-1】简述M98P20123;的含义。 答:表示重复调用“O0123”子程序两次。