无菌灌装工艺过程
- 格式:docx
- 大小:16.86 KB
- 文档页数:5
粉针无菌灌装工艺过程验证方案方案编号:文件类别:技术车间:起草人:日期:年月日审核人:日期:年月日审核人:日期:年月日批准人:日期:年月日目录1、目的 (3)2、范围 (3)3、职责 (3)4、内容 (3)4.1设备概述 (3)4.2设备条件确认 (3)4.3试验条件确认 (4)4.4培养基模拟分装前各项准备试验 (4)4.5培养基模拟试验过程 (5)4.6实验过程监测 (6)5、验证偏差处理 (8)6、验证周期 (8)记录 (9)验证结论及评价方案 (18)验证方案批准书 (19)1、目的在厂房及空调净化系统、工艺用水系统及设备已验证合格,无菌室按规定方法和要求清洁消毒,无菌作业所用的工器具等物品已灭菌,工艺规程、标准操作程序、质量标准和检验操作规程等技术文件已制订并批准执行,人员已经过培训的基础上,进行培养基模拟分装试验。
通过培养基模拟分装试验,证明分装过程所采用的各种方法和各种规程在防止微生物污染的水平达到可接受的合格标准的能力,提供保证所生产产品的无菌性的可信限度达到可接受的合格标准的证据,综合评价粉针车间无菌保证能力。
2、范围适用于粉针车间培养基模拟分装试验。
3、职责3.1验证小组负责验证方案及报告的起草。
3.2质管部负责验证过程的监督、取样及检验工作。
3.3验证小组组长负责结果的评估。
3.4验证委员会主任负责验证方案及报告的批准。
3.5验证小组4、内容:4.1设备概述:粉针剂无菌药品的分装采用XLF型西林瓶高速螺杆分装机。
共5台,编号分别为1号机、2号机、3号机、4号机、5号机。
4.2设备条件确认:结论:5台设备均可承担培养基模拟分装试验。
(是□否□)确认人:日期:4.3试验条件确认结论:具备进行培养基模拟分装试验的条件。
(是□否□)确认人:日期:4.4培养基模拟分装前各项准备试验4.4.1胰酶酪胨大豆肉汤培养基灭菌效果试验方法:培养基分装于1000毫升锥形瓶中,于121℃湿热灭菌20min,冷却至室温,取样10支于32℃培养14天(附表1)。
非最终灭菌无菌药品生产的灌装工艺一、引言非最终灭菌无菌药品的生产工艺一直是制药行业关注的重点之一。
在药品生产过程中,尤其是在液体制剂的灌装环节,确保产品的无菌和安全性显得尤为重要。
本文将深入探讨非最终灭菌无菌药品生产的灌装工艺,从工艺流程、关键环节和风险控制等方面展开讨论。
二、工艺流程1. 接收原料药品在非最终灭菌无菌药品生产的灌装工艺中,首先需要接收原料药品。
这一环节的重要性不言而喻,因为原料药品的质量直接影响到最终产品的质量。
在接收原料药品时,必须进行严格的检验和验收,确保原料药品符合相关的规范要求。
2. 准备灌装设备接收原料药品后,下一步是准备灌装设备。
灌装设备的清洁和消毒是保证产品无菌性的基础。
在准备灌装设备时,需要进行严格的清洁和消毒程序,确保设备表面没有细菌和微生物残留。
3. 灌装操作灌装是非最终灭菌无菌药品生产中的关键环节。
在灌装操作中,需要严格控制环境条件,确保灌装环境的洁净度和无菌性。
操作人员的操作技能和操作规范也是确保产品质量的重要因素。
4. 包装和标识最后一步是包装和标识。
包装是保护产品的重要环节,而标识则是产品信息的传递和管理的关键。
在包装和标识过程中,需要严格遵循相关的规范和标准,确保产品的完整性和合规性。
三、风险控制在非最终灭菌无菌药品生产的灌装工艺中,需要进行全面的风险控制,确保产品的无菌和安全性。
风险控制主要包括以下几个方面:1. 设备清洁和消毒:设备的清洁和消毒是确保产品无菌性的基础,必须严格执行相关的清洁和消毒程序,确保设备表面没有细菌和微生物残留。
2. 环境监控:灌装环境的洁净度和无菌性是确保产品质量的重要因素,需要进行全面的环境监控,及时发现并处理环境污染的情况。
3. 操作规范和培训:操作人员的操作技能和操作规范是确保产品质量的关键,必须进行全面的操作规范和培训,确保操作人员能够正确操作设备和工艺。
4. 包装和标识:包装的完整性和标识的合规性是产品质量和合规性的重要保障,需要严格遵循相关的规范和标准。
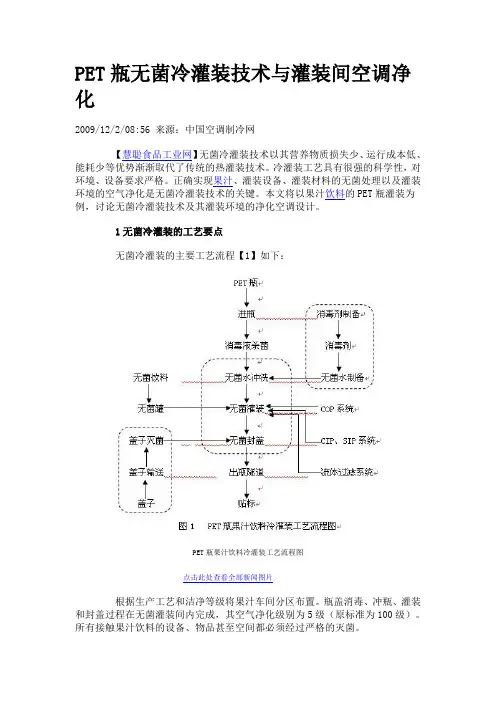
PET瓶无菌冷灌装技术与灌装间空调净化2009/12/2/08:56 来源:中国空调制冷网【慧聪食品工业网】无菌冷灌装技术以其营养物质损失少、运行成本低、能耗少等优势渐渐取代了传统的热灌装技术。
冷灌装工艺具有很强的科学性,对环境、设备要求严格。
正确实现果汁、灌装设备、灌装材料的无菌处理以及灌装环境的空气净化是无菌冷灌装技术的关键。
本文将以果汁饮料的PET瓶灌装为例,讨论无菌冷灌装技术及其灌装环境的净化空调设计。
1无菌冷灌装的工艺要点无菌冷灌装的主要工艺流程【1】如下:PET瓶果汁饮料冷灌装工艺流程图点击此处查看全部新闻图片根据生产工艺和洁净等级将果汁车间分区布置。
瓶盖消毒、冲瓶、灌装和封盖过程在无菌灌装间内完成,其空气净化级别为5级(原标准为100级)。
所有接触果汁饮料的设备、物品甚至空间都必须经过严格的灭菌。
1.1瓶子无菌由于PET材料不耐热,一般采用化学试剂进行灭菌,且不能让化学试剂影响到果汁。
无菌灌装采取了以下措施:要求最初吹制的瓶子原始菌落数不超过5cuf /瓶;瓶子采用250ppm的二氧化氯消毒液浸泡30s[2];浸泡槽做局部5级净化;消毒剂有自动回收和浓度测定系统,保证消毒剂浓度稳定;瓶子消毒后输送至灌装间,用无菌水将瓶中残留的消毒剂冲洗干净,再用无菌空气吹干,保证残留消毒剂不会对物料产生影响。
1.2盖子无菌盖子杀菌可采用臭氧熏蒸法,在臭氧消毒柜中进行,臭氧浓度为1%左右,时间为25~30分钟。
臭氧消毒柜放置在无菌间内,灭菌后的盖子直接上灌装机。
1.3果汁无菌与热灌装相比,无菌冷灌装对果汁杀菌是采用UHT超高温瞬时杀菌,温度135~1500C、时间3~5秒[2]。
物料受热时间短,营养成分损失很少,品质和口感也没有明显变化。
1.4灌装设备无菌无菌冷灌装的主体设备要求符合卫生级设计,在管道和阀门技术、材料表面的刨光、重要区域的表面设计、选择抗腐蚀材料等几方面都有严格的要求。
目前一般采用将消毒机、冲瓶机、灌装机和旋盖机组合成四合一机组,采用隔离罩将台面以上部分全密封,做局部5级空气净化,灌装间做8级空气净化[3];也可采用三合一机组在灌装间内且不加密封罩,在整个灌装间做5级空气净化。
无菌灌装工艺流程无菌灌装工艺是一种在无菌条件下对药品进行灌装的生产过程。
该工艺的目的是确保灌装过程中的药品不受细菌或其他微生物的污染,从而保证药品的质量和安全性。
本文将详细介绍无菌灌装工艺的流程。
无菌灌装工艺的流程主要包括原料准备、容器清洗和消毒、灌装操作、密封和包装等环节。
首先是原料准备,该过程包括药品的配制和准备,以及灌装所需的各种辅料和器械的准备。
这些原料必须经过严格的检查和验证,确保其符合药品灌装的要求,同时防止污染。
接下来是容器清洗和消毒。
在无菌灌装工艺中,药品需要灌装到密封的容器中,因此容器的清洗和消毒至关重要。
首先,容器必须经过彻底的清洗,以去除任何可能存在的污垢和杂质。
然后,容器需要进行高温高压的消毒处理,以杀灭潜在的细菌和其他微生物。
这一步骤通常使用蒸汽灭菌器或热气灭菌器进行。
完成容器清洗和消毒后,接下来是灌装操作。
在无菌灌装工艺中,灌装操作必须在无菌条件下进行,以避免细菌污染。
操作人员必须穿戴无菌工作服,并进行手部消毒。
同时,灌装设备和管道系统也必须经过严格的清洁和消毒处理。
在灌装过程中,药品通过管道系统被输送到容器中,确保药品的无菌性。
完成灌装操作后,接下来是密封和包装。
在无菌灌装工艺中,容器必须进行密封,以防止药品受到外界污染。
通常使用铝箔或塑料薄膜进行密封,确保容器的密封性。
然后,密封的容器需要进行包装,以保护药品的质量和安全性。
包装通常采用无菌包装材料,如无菌袋或无菌瓶,以保持药品的无菌状态。
整个无菌灌装工艺的流程需要严格的控制和监测。
在每个环节中,都需要进行严格的检查和验证,以确保每个步骤都符合无菌灌装的要求。
同时,操作人员需要接受严格的培训和教育,以提高其对无菌工艺的理解和操作技能。
此外,无菌灌装设备和管道系统也需要定期维护和保养,以确保其正常运行和无菌状态。
总结起来,无菌灌装工艺是一种在无菌条件下对药品进行灌装的生产过程。
它包括原料准备、容器清洗和消毒、灌装操作、密封和包装等环节。
PET热灌装与无菌冷灌装工艺技术PET瓶是热灌装以及无菌冷灌装技术的主要应用对象之一。
在这篇文章中,我们将讨论PET热灌装和无菌冷灌装的工艺技术以及与之相关的一些重要因素。
热灌装是一种常见的PET瓶灌装方式,通常适用于非碳酸饮料和果汁等产品。
热灌装的基本原理是利用高温杀菌以保证产品的安全性和稳定性。
首先,PET瓶会通过预处理工艺,例如预热和时量法杀菌,以确保瓶子表面的无菌状态。
然后,产品会在高温条件下被注入到无菌PET瓶中,之后瓶口会被盖子封闭,形成完全密封的容器。
热灌装技术的优势在于能够杀灭微生物,延长产品的保质期。
然而,尽管热灌装技术在保证产品质量方面非常有效,但由于高温处理对某些产品品质的不利影响,一些特殊产品不适合热灌装。
在这种情况下,无菌冷灌装成为了一个更合适的选择。
与热灌装不同,无菌冷灌装技术不需要高温处理,因此可以避免产品因高温而受损。
无菌冷灌装首先要确保瓶子的无菌状态,这可以通过UV杀菌或过滤等方法实现。
然后,无菌产品会被注入到无菌PET瓶中,之后瓶口会被盖子封闭。
值得注意的是,无菌冷灌装技术要求操作环境的严格控制,以确保产品不受外界环境污染。
除了工艺技术本身,还有一些其他重要因素需要考虑。
例如,PET瓶的材质和瓶形对热灌装和无菌冷灌装过程都至关重要。
材质和瓶形的选择应能够适应产品的特性,并提供足够的强度和耐热性。
此外,灌装设备的选择和合适的操作参数也是影响灌装质量的关键因素。
灌装设备应具备稳定的性能和准确的控制功能,以确保瓶内产品的准确计量和无菌状态的保持。
总结起来,PET热灌装和无菌冷灌装是两种常见的灌装工艺技术,适用于PET瓶包装的一系列产品。
热灌装通过高温杀菌确保无菌状态,并延长产品的保质期。
而无菌冷灌装则通过无菌环境的控制,避免了产品因高温处理而受损。
在选择合适的工艺技术时,需要考虑产品特性、PET瓶材质和瓶形、灌装设备以及操作参数等因素。
通过合理的选择和应用,PET瓶灌装技术能够满足不同产品的需求,保证产品的质量和安全性。
茶饮料无菌冷灌装工艺及设备(以及果汁、茶饮料热灌装机工艺介绍)摘要介绍了茶饮料无菌冷灌装生产工艺及设备。
以此技术加工的产品能最大限度地保持茶饮料原有的营养成分和风味,而且极大地降低了生产成本,具有较好的经济效益和发展前景。
关键词茶饮料无菌冷灌装成本目前,茶饮料生产工艺以热灌装为主。
但是热灌装不仅产品成本高,工艺复杂,设备投资大,许多中小企业无力承担,而且热灌装由于其本身工艺上的缺陷,产品口感欠佳,因此,采用无菌冷灌装技术生产茶饮料成为发展趋势。
所谓无菌冷灌装是指在无菌的环境中,将先进行灭菌处理后的饮料充填到经过灭菌处理的包装容器中,并进行无菌密封。
茶饮料无菌冷灌装技术就其工艺特点而言,较适合于生产纯茶饮料,在保色、保香等方面具有热灌装工艺无可比拟的优势。
1 工艺及设备111 设备沉浸式PET 瓶消毒机、无菌灌装机、沉浸式瓶盖消毒机、净化室1 (100级) 、净化室2 (10000 级) 、调配罐、脱气机、纯净水制备系统、多级浇渗式提取装置、远红外线超高温瞬时灭菌机(UHT) 、CIP 就地清洗系统、生产线监控系统、双联过滤器、离心过滤器、精密过滤器、超滤器。
112 工艺流程原水→水处理→去离子→煮沸→冷却→(pH调整为6.0) →茶叶浸提(60~80 ℃,2~4 min) →过滤(200目尼龙滤布) →调和(加入维生素C) →远红外线超高温瞬时灭菌(UHT) →冷却→无菌灌装→充氮→密封→灯检→套标→缩膜→喷码→成品空瓶→浸泡消毒→无菌水冲洗瓶盖→浸泡消毒→无菌水冲洗→吹干2 工艺技术及设备选配211 空瓶、瓶盖消毒一次性PET 空瓶和瓶盖的消毒主要是使用浸泡式消毒机消毒。
空瓶和瓶盖进入消毒液时尚残留有未消毒的空气,这些空气需要用真空装置全部抽出,瓶的内外表面也必须完全浸没于消毒液,并停留一段时间,保证细菌被完全杀灭,然后将瓶的消毒液倾倒完后引进无菌水浸泡槽内浸泡,在输出前用无菌水对PET 瓶进行短暂的内、外喷身处理。
PET瓶无菌冷灌装技术剖析随着PET瓶包装在世界范围的蓬勃发展,果汁和软饮料的灌装正在由热灌装向无菌冷灌装进发。
根据市场及消费者对饮料品质的不断追求,热灌装市场的份额将会逐步减少,取而代之的将是前景看好的无菌冷灌装。
无菌冷灌装的技术优势1、在常温状态下进行灌装,最大限度减少饮料的受热时间,产品维生素损失很少,营养更丰富,保持了饮料产品的原汁原味。
2、在不使用防腐剂和其他任何添加剂的情况下,能够让产品有更好的保鲜度,最大程度还原水果天然美味及色泽,为消费者提供最天然的绿色食品。
3、相较于热灌装,包装材料成本可以减少1/2~1/3,有利于在市场上的竞争。
4、由于是常温灌装,瓶型不象热灌装瓶那样须防止瓶子受热变形而单调,企业可自由设计瓶型,提升企业的品牌形象,增强市场竞争力。
5、无菌冷灌装对产品的适应范围更广,如混合茶、奶茶、纯奶和含蛋白的饮料都能采用生产,而热灌装却不能。
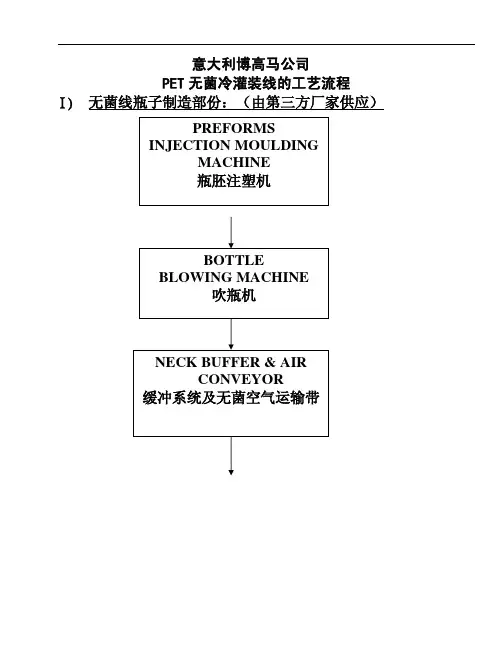
PET瓶无菌冷灌装设备简介1、PET无菌冷灌装线工艺流程。
正确实现产品的灭菌及灌装设备、灌装环境、空瓶、瓶盖等的无菌处理,是PET瓶无菌冷灌装的关键。
整个灌装过程在隔离装置内操作,其无菌技术达到D6级(几乎没有微生物存在)。
所有接触产品的设备、物品甚至空间都经过严格灭菌。
2、瓶子的消毒。
可根据瓶子的容积或来源采用:用蒸汽雾化消毒剂均匀喷射到瓶子内壁实现瓶子内壁的消毒作用,或采用了浸泡灭菌的方法,即先将空瓶灌满消毒液,经过设定的浸泡时间实现彻底的灭菌。
瓶外部采用消毒剂多次喷淋,对瓶子外部的彻底消毒灭菌。
3、通过水、蒸汽、消毒液的优化组合,保证最大限度的节约能源。
4、进口的优质不锈钢管道、管件和卫生泵,美国PALL的过滤器等组成消毒液回收过滤循环利用系统。
瓶盖输送、消毒装置瓶盖灭菌在无菌灌装中非常重要,采用浸泡方式进行彻底灭菌,通过温度、浓度、时间、液位的合理设定保证盖子的彻底灭菌。
瓶盖采用网链式全密封式提升输送,经理盖机把盖定向排列,通过螺旋滑道,采用浸泡和喷淋相结合的方式灭菌,然后用无菌水冲洗,再用无菌空气吹干,经全封闭的输送滑道送到旋盖机,该通道内保持100级洁净度的正压。
无菌灌装工艺过程
目的
使用稳健的工艺过程和控制来生产符合法规要求和可口可乐公司标准的产品。
范围
适用于生产厂和协议生产厂生产经巴氏杀菌,冷却至室温,在无菌环境中向预杀菌容器灌装,且货龄稳定的饮料。
定义
饮料批号:不超过24小时的一个单一口味/包装的产品生产周期
要求
通用
●遵循工艺过程和灌装通用要求。
●必须遵守公司、可口可乐地区总部规定或相关法规中更严格一方的要求。
巴氏杀菌
●按照混比规程和相关规定监控巴氏杀菌条件。
●在巴氏杀菌过程中连续记录保持管出口产品温度和流速。
●遵循制造商的指导进行瓶/盖/包装材料的杀菌。
●使用经食品级过滤器过滤的无菌空气或氮气维持产品无菌缸的正压。
遵循公司对气体使
用的规定。
●确保无菌区域的环境符合100级/ISO 5的要求,洁净间符合1000级/ISO 6的要求。
●产品口味转换时,必须使用无菌水。
灌装
●容器消毒和残留控制
ο产品或灌水的瓶子中过氧化氢残留最高为0.5ppm
ο遵循供应商的要求控制温度,浓度和接触时间,除非业务单位批准其他方法。
●维持灌装区域正压。
测试
经验和历史数据证明采样的频率和数量足以满足监控要求。
然而,如果工厂按照工艺变更验证要求进行了工艺验证和/或风险评估,采样频率和数量可以改变。
保存记录以备核查。
定期校验的在线连续监控设备可以取代本文所规定的定期检测。
产品
清洗消毒效果
参考
工艺和灌装一般要求BP-RQ-300 工艺更改验证BP-RQ-420 压缩空气标准BP-SP-136 氮气BP-SP-144 无菌系统工艺RF-PF-015 无菌包装设备RF-PF-035
无菌压差RF-PF-055
无菌-保留,储存和分析样品SM-PR-055 饮料异物过滤测试SM-PR-065 白利度-标准饮料方法SM-PR-075 白利度(固体)-折光仪法SM-PR-085 饮料白利度-密度仪法SM-PR-090 饮料白利度-液体比重计法SM-PR-095 咖啡因检测SM-PR-115 使用Ominion系统检测钙含量SM-PR-118 pH检测-静电计法SM-PR-355 产品颜色变化-无菌包装SM-PR-370 无糖饮料配比SM-PR-391 尿糖检测法测试无糖饮料中蔗糖(或类似甜味剂)含量SM-PR-395 口味,气味,外观-简单糖浆,终糖浆,调配和饮料SM-PR-440 总滴定酸度-含果汁饮料和浓缩液SM-PR-450 微生物表面评估-擦拭SM-PR-635 无菌灌装绿茶的商业无菌SM-PR-651 中温菌SM-PR-685 酵母菌,霉菌和嗜酸菌SM-PR-688
更改历史
更改日期更改概要
12-03-2010 样品留样要求移到记录保存文件。
修改目的、范围和要求以明确定义和顾客改变要求。
01-01-2010 新文件,作为TCCMS重新设计-管理重新安排的一部分。
三个文件合并成一个文件。
本文包括无菌灌装工艺的最高级“什么”内容,以及产品检测,放行和
清洗消毒效果测试。
附录:有效性的标准
1.巴氏杀菌条件是否符合混比规程?
2.盖子卫生要求是否满足?
3.无菌区域/洁净间的环境是否符合要求?
4.灌装要求是否满足?
5.测试是否符合要求?
6.清洗和消毒效果是否按要求测试?。