YAMAHA贴片机作业指导书
- 格式:doc
- 大小:6.27 MB
- 文档页数:2
贴片机操作作业指导书一、引言贴片机是一种用于电子元器件的自动化贴装设备,广泛应用于电子创造行业。
本操作作业指导书旨在提供贴片机操作的详细步骤和注意事项,以确保操作人员能够正确、高效地操作贴片机,提高生产效率和质量。
二、操作准备1. 确保贴片机和相关设备处于正常工作状态。
2. 检查贴片机的供电温和源是否正常,并确保连接稳定。
3. 准备好所需的贴片元器件和贴片胶带,确保其质量和数量符合要求。
4. 清理工作区域,确保操作环境整洁,并准备好必要的工具和辅助设备。
三、操作步骤1. 打开贴片机的电源开关,并等待其启动。
2. 将待贴片的电子元器件按照规定的方向和摆放方式放置在贴片胶带上,并确保元器件与胶带的粘附良好。
3. 将贴片胶带放置在贴片机的供料器上,并根据元器件的要求调整供料器的位置和角度。
4. 根据贴片元器件的尺寸和形状,调整贴片机的参数,包括贴片速度、贴片力度、贴片位置等,以确保精准的贴片操作。
5. 启动贴片机,观察贴片过程中的元器件供料和贴片情况,确保贴片的准确性和质量。
6. 定期检查贴片机的工作状态和质量,如发现异常情况,及时停机检修或者报告相关人员。
7. 完成贴片作业后,关闭贴片机的电源开关,清理工作区域,并做好相关记录。
四、操作注意事项1. 操作人员应熟悉贴片机的工作原理和操作流程,并接受相关的培训。
2. 在操作贴片机时,操作人员应佩戴防静电手套和鞋套,以防止静电对元器件的损坏。
3. 在贴片机操作过程中,操作人员应保持专注,并密切观察贴片过程中的异常情况,如元器件脱落、贴片位置偏移等,及时采取措施进行修正。
4. 操作人员应定期检查贴片机的供料器、贴片头等部件的磨损情况,如发现异常,及时更换或者维修。
5. 操作人员应定期清洁贴片机的工作区域和相关部件,以保持设备的正常运行和贴片质量。
6. 在贴片机操作过程中,严禁随意触摸设备的运动部件和电气元件,以免发生意外事故。
7. 操作人员应按照规定的操作程序进行贴片作业,严禁擅自更改操作参数和流程,以免影响贴片质量和设备的正常运行。
一、 目的:规范对SMT 贴片机的操作、保养,以保证产品质量及延长设备寿命。
二、 范围:贴片机:YAMAHA YS24 三、 定义:略 四、 职责:4.1 生产制造部SMT 操作员对的贴片机操作和日常保养。
4.2 SMT 技术员对贴片机进行保养及维护。
4.3 SMT 工程师对贴片机进行故障排除及维修。
品保部进行监督。
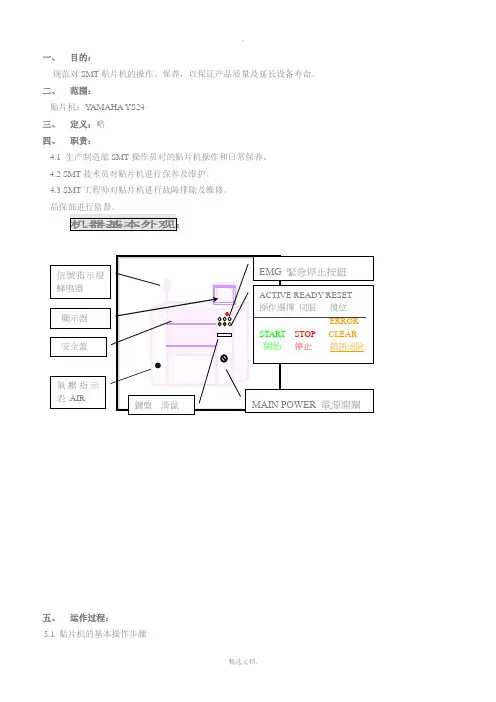
机器基本外观:五、 运作过程: 5.1 贴片机的基本操作步骤ACTIVE READY RESET 操作選擇 伺服 復位 ERRORSTART STOP CLEAR 開始 停止 錯誤消除MAIN POWER 電源開關氣壓指示表 AIR信號指示燈 蜂鳴器 顯示器 安全蓋鍵盤 滑鼠EMG 緊急停止按鈕5.1.0 检查输入电源是否为三相380V交流电、±10%;空气压力是否为2、±2.5.1.1 合上总开关,给机器供电。
开电源。
(1)打开机器前左下方开关面板上电源开关,机器进行自检。
(2)自检OK[EMERGXENCYSTOP]信息消失,各轴处于伺服控制。
回原点(1)(在菜单中选择)(2):回原点前必须检查机器各运动部位是否有异物阻挡,如有异常会损坏机器运动部位!!5.1.4 暖机(1)检查主机:检查供料器:异常停止解除。
供料器正常安装。
顶针不会移动。
回原点完成。
推杆锁紧。
所有安全盖合上。
(2)(3)8-10分钟,自动停止。
(4)随时观察暖机时机器运行情况,发现异常立即停止暖机,并上报情况!!:暖机时随时观察机器运行情况发生异常,马上停止操作,检查问题原因并解决它。
5.1.5PCB开始生产:用鼠标选择[BOARD]中要生产的PCB名称,按(1)操作员根据所各机种《SMT排位表》上料。
(2)选择[READY](3)按下绿色[START]机器开始生产。
5.1.6 障碍排除5.1.7 PCBPCB生产准备阶段。
5.1.8 关电源完工检查检查并确保吸嘴未缺口或损坏,无锡膏或残留物黏附。
贴片机操作作业指导书一、引言贴片机是一种用于电子元器件的自动化贴装设备,广泛应用于电子制造行业。
本操作作业指导书旨在提供贴片机操作的详细步骤和注意事项,以确保操作人员能够正确、高效地操作贴片机,提高生产效率和质量。
二、操作准备1. 确保贴片机和相关设备处于正常工作状态。
2. 检查贴片机的供电和气源是否正常,并确保连接稳定。
3. 准备好所需的贴片元器件和贴片胶带,确保其质量和数量符合要求。
4. 清理工作区域,确保操作环境整洁,并准备好必要的工具和辅助设备。
三、操作步骤1. 打开贴片机的电源开关,并等待其启动。
2. 将待贴片的电子元器件按照规定的方向和摆放方式放置在贴片胶带上,并确保元器件与胶带的粘附良好。
3. 将贴片胶带放置在贴片机的供料器上,并根据元器件的要求调整供料器的位置和角度。
4. 根据贴片元器件的尺寸和形状,调整贴片机的参数,包括贴片速度、贴片力度、贴片位置等,以确保精准的贴片操作。
5. 启动贴片机,观察贴片过程中的元器件供料和贴片情况,确保贴片的准确性和质量。
6. 定期检查贴片机的工作状态和质量,如发现异常情况,及时停机检修或报告相关人员。
7. 完成贴片作业后,关闭贴片机的电源开关,清理工作区域,并做好相关记录。
四、操作注意事项1. 操作人员应熟悉贴片机的工作原理和操作流程,并接受相关的培训。
2. 在操作贴片机时,操作人员应佩戴防静电手套和鞋套,以防止静电对元器件的损坏。
3. 在贴片机操作过程中,操作人员应保持专注,并密切观察贴片过程中的异常情况,如元器件脱落、贴片位置偏移等,及时采取措施进行修正。
4. 操作人员应定期检查贴片机的供料器、贴片头等部件的磨损情况,如发现异常,及时更换或维修。
5. 操作人员应定期清洁贴片机的工作区域和相关部件,以保持设备的正常运行和贴片质量。
6. 在贴片机操作过程中,严禁随意触摸设备的运动部件和电气元件,以免发生意外事故。
7. 操作人员应按照规定的操作程序进行贴片作业,严禁擅自更改操作参数和流程,以免影响贴片质量和设备的正常运行。
YAMAHA贴片机操作教程第一节:贴片机的基本原理贴片机是电子制造中常用的自动插件设备,用于将电子元器件精确地安装在印刷电路板上。
贴片机的组成部分:1.供料系统:负责将元器件供给到贴片机的作业区;2.视觉定位系统:用图像采集和处理技术,准确地确定元器件和PCB 的位置;3.移动部分:控制贴片头在x、y、z方向上的移动,实现元器件稳定的贴片操作;4.贴片头:将元器件安装在PCB上的部件;5.控制系统:负责整个设备的控制和管理。
第二节:贴片机的操作步骤1.准备工作a.检查并确认贴片机的状态,确保设备正常;b.准备好需要安装的元器件和PCB板。
2.设置工作参数a.开启贴片机,并进入系统设置界面;b.根据需要设置工作参数,如贴片速度、吸嘴尺寸、吸嘴压力等。
3.调试校准a.运行自动校准程序,让贴片机自动检测和调整各个部件的位置和运动范围,以保证贴片的准确性;b.根据实际需要进行手动调整和校准,以进一步提高贴片的精度。
4.载入元器件库a.将元器件库文件导入贴片机系统;b.按照元件库中的信息,设置相应的元件参数,如类型、尺寸、引脚数等。
5.载入工程文件a.将需要贴片的PCB文件导入贴片机系统;b.根据实际需要设置PCB文件的参数,如尺寸、引脚数、层数等。
6.设置吸嘴和供料a.根据元器件的尺寸和类型,选择适当的吸嘴,并将其安装到贴片机上;b.调整供料系统,确保元器件正常供给到贴片机的作业区。
7.开始贴片a.执行自动贴片程序,让贴片机按照设定的参数和顺序进行贴片;b.观察贴片过程中的各项指标,如贴位精度、吸嘴压力等。
8.检查贴片质量a.完成贴片后,对贴片质量进行检查,确保元器件的位置、方向和焊接状况等符合要求;b.如发现问题,及时进行调整和修复。
9.结束操作a.关闭贴片机及相关设备,并清理工作区域;b.根据需要保存相关的工程文件和数据。
第三节:贴片机操作的注意事项1.在操作贴片机前,确保操作人员已经接受过相关的培训,熟悉相关的操作规程和安全注意事项。
贴片机操作作业指导书一、引言贴片机是一种用于电子元器件贴片的设备,广泛应用于电子制造行业。
本操作作业指导书旨在为操作人员提供贴片机的正确操作流程和注意事项,以确保贴片作业的质量和效率。
二、操作准备1. 确保贴片机和相关设备处于正常工作状态。
2. 检查所需的电子元器件和贴片胶带是否齐全。
3. 准备好所需的工具和辅助设备,如吸嘴、清洁刷等。
三、操作流程1. 打开贴片机电源,并等待设备启动。
2. 根据贴片作业的要求,选择合适的程序和参数设置。
3. 将待贴片的电子元器件放置在贴片机的供料盘中,并确保元器件的正确方向。
4. 调整贴片机的供料盘和吸嘴位置,使其与待贴片的元器件对齐。
5. 启动贴片机,开始自动贴片作业。
6. 在贴片过程中,及时观察贴片机的运行状态,确保正常运转。
7. 如遇到异常情况,如贴片偏位、吸嘴堵塞等,立即停止贴片机的运行,并及时处理问题。
8. 贴片完成后,关闭贴片机电源。
四、注意事项1. 在操作贴片机之前,必须经过专业培训,并熟悉贴片机的操作流程和安全规范。
2. 在操作贴片机时,必须佩戴防静电手套和鞋套,以防止静电对电子元器件的损坏。
3. 在贴片机运行过程中,不得随意触摸机器内部的零部件,以免造成故障或人身伤害。
4. 贴片机的工作环境应保持整洁,避免灰尘和异物进入机器内部。
5. 定期对贴片机进行维护保养,如清洁吸嘴、更换胶带等,以确保设备的正常运行。
6. 如发现贴片机存在故障或异常情况,应立即停止使用,并通知维修人员进行检修。
五、常见问题及解决方法1. 问题:贴片偏位。
解决方法:调整吸嘴和供料盘的位置,确保元器件的正确对位。
2. 问题:吸嘴堵塞。
解决方法:使用清洁刷清洁吸嘴,去除堵塞物。
3. 问题:贴片胶带断裂。
解决方法:更换贴片胶带,并检查供料盘和吸嘴的位置是否正确。
4. 问题:贴片机无法启动。
解决方法:检查电源接线是否正常,确认电源是否供应稳定。
六、安全注意事项1. 操作人员必须穿戴个人防护装备,如防静电手套和鞋套。
贴片机操作作业指导书一、引言贴片机是一种高效、精确的电子元件贴装设备,广泛应用于电子制造业中。
本操作作业指导书旨在提供贴片机操作的详细指导,帮助操作人员正确、安全地操作贴片机,提高生产效率和贴装质量。
二、操作前准备1. 环境准备确保贴片机操作区域干净整洁,通风良好,避免尘埃和异物对贴片机的影响。
2. 设备准备检查贴片机的电源线、气源线等连接是否正常,确保设备能正常供电和供气。
3. 物料准备准备好需要贴装的元件和PCB板,确保元件和PCB板的质量和规格符合要求。
4. 工具准备准备好必要的工具,如吸嘴、夹子等,以备不时之需。
三、贴片机操作步骤1. 打开贴片机电源按下贴片机电源开关,确保贴片机能正常启动。
2. 加载元件和PCB板将需要贴装的元件和PCB板放置在贴片机工作台上,确保元件和PCB板的位置准确。
3. 设置贴装参数根据元件和PCB板的规格和要求,设置贴片机的贴装参数,如贴装速度、吸嘴高度等。
4. 启动自动贴装模式按下贴片机的自动贴装按钮,启动自动贴装模式。
贴片机会根据设置的参数自动进行贴装操作。
5. 监控贴装过程在贴装过程中,操作人员需要时刻监控贴片机的运行状态,确保贴装过程顺利进行。
注意观察是否有异常情况发生,如元件脱落、PCB板错位等。
6. 完成贴装当贴装完成后,贴片机会自动停止运行。
操作人员需要检查贴装结果,确保贴装质量符合要求。
7. 关闭贴片机电源贴装作业完成后,按下贴片机电源开关,关闭贴片机电源。
四、操作注意事项1. 安全操作操作人员在操作贴片机时应穿戴好防静电服,避免静电对元件和设备的损坏。
2. 定期维护定期对贴片机进行维护保养,清洁吸嘴和工作台,检查设备的电源线、气源线等连接是否正常。
3. 贴装参数调整根据不同的元件和PCB板,可能需要调整贴装参数。
操作人员应根据实际情况进行调整,以确保贴装质量。
4. 异常处理如果在贴装过程中出现异常情况,如元件脱落、PCB板错位等,操作人员应立即停止贴装并进行处理,确保贴装质量和设备安全。
贴片机操作作业指导书一、引言本作业指导书旨在详细介绍贴片机的操作流程和注意事项,以帮助操作人员正确、高效地使用贴片机进行生产。
贴片机是一种常用的电子元件贴装设备,广泛应用于电子制造行业。
正确操作贴片机不仅可以提高生产效率,还能保证贴装质量,减少不良品率。
二、贴片机操作流程1. 准备工作1.1 检查贴片机的工作状态,确保设备正常运行。
1.2 检查所需的贴片元件和PCB板是否齐全,并按照规定的存放位置进行摆放。
1.3 检查贴片机的工作环境,确保无尘、无静电等干扰因素。
2. 贴片机设置2.1 打开贴片机的电源,并等待设备初始化完成。
2.2 进入贴片机的设置界面,根据实际需求进行参数设置,包括贴装速度、吸嘴压力、吸嘴高度等。
2.3 确认设置无误后,保存设置并退出设置界面。
3. 贴片程序加载3.1 将贴片程序文件导入贴片机控制系统。
3.2 在贴片机的操作界面上选择需要贴装的程序文件。
3.3 确认程序加载完成后,进入下一步操作。
4. 贴片元件校准4.1 将校准板放置在贴片机工作区域的指定位置。
4.2 进入贴片机的校准模式,并按照系统提示进行校准操作。
4.3 校准完成后,进行校准结果的验证,确保贴片机的定位准确度。
5. 贴片操作5.1 将待贴装的PCB板放置在贴片机的工作区域。
5.2 启动贴片机,开始自动贴装操作。
5.3 在贴片过程中,操作人员需要密切观察贴片机的工作状态,确保贴装过程顺利进行。
5.4 如遇到异常情况,如贴片元件偏位、吸嘴堵塞等,及时停机处理,并记录异常情况。
6. 质量检验6.1 贴片完成后,取出贴装好的PCB板,并进行目视检查。
6.2 使用显微镜等工具对贴装质量进行细致检查,包括焊点质量、元件位置等。
6.3 如发现质量问题,及时进行修正或返工操作,并记录相关信息。
7. 清洁和维护7.1 关闭贴片机的电源,并切断电源供应。
7.2 清理贴片机的工作区域,包括清除残留的贴片元件、清洁吸嘴等。
7.3 定期对贴片机进行维护保养,包括清洁、润滑、更换易损件等。
YAMAHA XG 系列贴片机目录贴片机各部分名称和功能简介 (3)开、关机流程图 (6)1、 操作前需要检查的项目 (7)2、启动贴片机 (7)3、执行回原点操作 (8)4、选择操作者 (8)5、选择程序进行生产 (9)5、1 暖机 (9)5、2选择PCB程序 (10)5.3 开始生产 (15)5、4 清除报警信息和错误信息 (16)6、结束生产并关机 (16)贴片机各部分名称和功能简介喂料器平台信号指示灯:依下表用红色、绿色、黄色指示生产和操作状态。
贴片机状态举例绿色红色黄色暖机或自动运行亮————紧急停止——亮——系统错误(伴随蜂鸣音)超出软限位——亮——操作或PCB数据错误(伴随蜂鸣音)拾取错误,识别错误,数据检查错误等————亮不能使用元器件托盘供料器的门没关好,元器件尺寸超出等————闪烁不停机换料系统处于低的位置(选项)(当本选项存在时)————闪烁Dump station满(当本选项存在时)————闪烁报警蜂鸣器:当有不正常操作或错误发生时会发出蜂鸣声音。
(音量可调整)安全盖:必须在操作时关闭此盖,如果打开,贴片机处于紧急停止状态。
压力表:指示压缩空气压力贴装头:用吸嘴吸取、贴装元器件,有相机用于识别PCB的MARK点。
详情请参考说明书。
前面板:此板后装系统板,电源板,伺服控制板,视觉板和光盘驱动器,在操作中请保持此面板闭合。
主电源开关:开、关贴片机喂料器平台:放置喂料器用,详情请参考说明书。
操作面板和数据输入单元:操作面板按钮:各按键功能:按键名称该键用于:ACTIVE 打开其他键(前后ACTIVE键不能同时打开)READY 释放紧急停止状态,打开伺服RESET 停止自动运行,回到等待状态START 依照PCB数据开始贴装STOP 停止自动运行(按START键恢复自动运行)ERROR停止蜂鸣器声音,消除错误或报警提示CLEAREMERGENCY触发紧急停止,向右旋转可以释放该按键STOP注意:如果前后面板均有ACTIVE键,那么这两个按键不能同时打开,这意味着只有ACTIVE 打开的一面其他键才有效(无论ACTIVE键是否打开,两面的STOP键不受影响,均可操作)1、 操作前需要检查的项目如下:检查项目 检 查 点气源 检查黑色指针指在0.55MPa 处 安全盖 检查前后安全盖已盖好喂料器 检查每个喂料器安全的安装在供料平台上且没有翘起,没有杂物或散料在喂料器上传送部分 检查没有杂物在传送带上,各传送带部件运动时无互相妨碍,比如顶针和传送轨道,没有可能阻碍头部运动的物品。
贴片机操作作业指导书一、引言贴片机是一种高效的电子元件贴装设备,广泛应用于电子创造行业。
本作业指导书旨在详细介绍贴片机的操作流程,以匡助操作人员正确使用贴片机进行电子元件的贴装工作。
二、贴片机操作流程1. 准备工作在开始操作贴片机之前,需要进行以下准备工作:- 确保贴片机的供电和通电路线正常,且连接稳定。
- 确保贴片机的工作环境整洁,无杂物和灰尘。
- 确保贴片机所需的电子元件和贴装材料已准备齐全,且符合贴装要求。
2. 贴片机的开机与初始化- 将贴片机的电源开关置于“ON”位置,等待贴片机启动。
- 贴片机启动后,进行系统初始化,按照贴片机的操作界面提示进行相关设置,如选择贴装程序、调整贴装参数等。
3. 贴装程序的加载与设置- 根据产品的贴装要求,在贴片机的操作界面上选择相应的贴装程序。
- 按照贴装程序的要求,设置贴装参数,包括贴装速度、贴装压力、贴装头高度等。
4. 贴装材料的准备- 将待贴装的电子元件按照贴装程序的要求进行分类和整理,确保其数量和质量符合要求。
- 准备好贴装材料,如贴装胶、贴装带等,确保其质量和规格符合要求。
5. 贴装操作- 将待贴装的电子元件放置在贴片机的供料器中,按照贴装程序的要求进行供料器的调整和校准。
- 贴片机会自动将电子元件从供料器中取出,并精确地贴装到指定位置。
- 在贴装过程中,及时观察贴装效果,确保贴装的准确性和质量。
- 如遇到贴装异常或者故障,及时停机检查并处理问题。
6. 贴装完成与检验- 贴片机完成贴装后,及时关闭贴片机的电源开关。
- 检查贴装结果,确保电子元件的位置准确、焊接坚固。
- 进行必要的质量检验,如使用显微镜检查焊接点的质量、使用测试仪器检测电子元件的性能等。
7. 贴片机的日常维护- 每日结束贴装作业后,对贴片机进行清洁和维护,包括清理贴装头、清除贴装区域的杂物和灰尘、检查和更换贴装材料等。
- 定期进行贴片机的保养和维修,如更换磨损的零部件、校准贴装参数等。
雅马哈贴片机操作手册YAMAHA_Xg系列贴片机编程一、基本概念在PCB的坐标系中,有PCB原点(board/offset/board origin)和拼块原点(board/offset/block origin)。
1.PCB原点(board/offset/board origin)。
PCB原点坐标值是指PCB原点相对于固定定位针中心的距离。
原则上,PCB原点能够在PCB上的任何位置,PCB原点坐标为(0,0)即PCB原点与固定定位针中心重合。
**注意:当机器传送方向从右向左时,固定定位针中心对应的PCB定位孔距离PCB左下角为(5.00mm,5.00mm);当机器传送方向从左向右时,固定定位针中心对应的PCB定位孔距离PCB右下角为(5.00mm,5.00mm)。
一般设定PCB原点坐标为(0,0)。
当然亦可设定为其它值。
例如,当机器传送方向从右向左时,对一块300MMX200MM的PCB,设定PCB原点坐标为(295.00,-5.00)即以PCB的右下角为PCB原点,。
又例如,当机器传送方向从左向右时,对一块300MMX200MM的PCB,设定PCB原点坐标为(-295.00,-5.00)即以PCB的左下角为PCB原点。
2.拼块原点(board/offset/block origin)。
拼块原点是指每个拼块上所有的点的的坐标原点,原则上能够在拼块的任何位置,拼块原点坐标值是以PCB原点为坐标原点,拼块原点坐标为(0,0)即该拼块的原点与PCB原点重合。
拼块原点最好选取拼块中某个焊盘的中心或边角,不要选取丝印字符或孔中心。
3.PCB原点和拼块原点的关系。
首先,拼块原点坐标值是以PCB原点为坐标原点。
另外,PCB原点能够在PCB的任何地方,而拼块原点最好在小拼块中。
如果将PCB原点定在第一个拼块的原点位置,则PCB原点坐标值为该点到固定定位针中心的XY距离,第一拼块的拼块原点坐标为(0,0)。
*每个PCB板程序包括PCB信息子文件(board/board)、贴装信息子文件(board/ mount)、原器件信息子文件(parts)、标记信息子文件(parts)、拼块原点信息子文件(board/offset)、局部标记信息子文件(local fid. Mark inf.)和局部坏标记信息子文件(local bad mark inf.)。
雅马哈YAMAHA贴片机作业指导书
1
2020年4月19日
1、准备工作
1.1作业前需进行机台点检并记录表单中,点检项目如下: 1.1.1确认贴片机电源和气压 运动导轨。
2、操作说明:
2.1贴片机整机简介
2.2贴片机开机
2.2.1打开稳压器电源开关 (确认电压在200V )
机台气
紧急停
从左往右依次是鼠
从左往右
依次是开
取料
基板进料
基板出料
屏幕显
机台
电压
稳压器电源
2.2.2先打开机台电源和显示屏开关,然后打开紧急停止按钮,按下
ACTIVE(鼠标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa)
2.2.3机器预热:首先确认返回原点,然后在生产设计页面下点击暖机,设定
时间5分钟。
(注:观察各运动部件动作是否流畅、有异响,如有立即向领班反应情况)
⑴打开机台电
⑵打开显
⑶打开紧急停
⑷按下ACTIVE
⑸按下
2.3程序编写前的准备
2.3.1将元器件安装在取料器上
安装前取料器的状态 安装时取料器的状态
暖机
生产设
点击开
设
定
取料器
取料器按钮在。
YAMAHA贴片机操作教程第一章:基础知识1.1YAMAHA贴片机简介1.2YAMAHA贴片机的构造1.3YAMAHA贴片机的工作原理第二章:准备工作2.1检查贴片机的工作状态在操作贴片机之前,需要检查贴片机的各项功能是否正常,是否有足够的电子元件和焊盘供应。
2.2检查电路板和电子元件在贴片机操作前,需要检查电路板和电子元件的质量是否合格,是否有损坏或者变形。
2.3设置贴装参数根据贴片机的要求,设置好贴装参数,包括贴装位置、贴装速度、贴装压力等。
确保贴装参数与电子元件和焊盘的规格相匹配。
第三章:操作步骤3.1打开贴片机电源按照贴片机的操作手册,打开贴片机的电源,并等待贴片机系统的启动。
3.2设置贴装程序通过贴片机的控制系统设置贴装程序,包括电子元件的供料顺序、贴装顺序、贴装位置等。
3.3安装电子元件供料器根据贴装程序,安装好电子元件供料器,并确保元件供料器的供料正常。
3.4将电路板放置在传送带上将经过检查的电路板放置在传送带上,并根据贴装程序的要求进行定位。
3.5开始贴装启动贴片机的贴装程序,并观察贴装头的动作。
在贴装过程中,及时调整贴装参数,确保贴装的准确度和精度。
3.6完成贴装当所有的电子元件都贴装完成后,停止贴装机的工作,并检查贴装结果是否满足要求。
第四章:注意事项4.1在操作贴片机时,需要穿戴好防护设备,避免对人员的伤害。
4.2在进行贴装操作时,要注意安全,确保贴装机处于稳定状态,防止意外发生。
4.3在更换电子元件时,需要确保元件供料器中没有电流或电压,以免造成电击的危险。
4.4在操作过程中,要随时检查贴装机的工作状态,确保贴装的质量和效率。
4.5在停机之前,需要对贴装机进行清洁和维护,以延长机器的使用寿命。
第五章:故障排除5.1如果发现贴装头卡住或贴装不准确,需要停止贴装机操作,检查并清理贴装头。
5.2如果发现电子元件供料不正常,需要检查供料器内的元件是否堵塞或者缺乏。
5.3如果发现电路板上焊盘粘贴不牢固,需要检查焊盘的清洁度和贴装压力是否合适。
YAMAHA 贴片机作业指导书1 / 1标准作业指导书作业名 贴片机操作 作 业 指 文件编号版本 A0 日 期2016年9月1日导 书机 型YS12 YV100XG刊行部门SMT 部一、作业步骤:1、检查确认气压为±。
YS12气压表(图一) YV100XG 气压表(图一 1)2、开启机器电源总开关(图二) , 机器进行自检完成后 , 按 ACTIVE 切换键盘 , 按“ READY ”按钮让 YS12 气压表(图一)YV100XG气压表(图一 1)(图二)电源总 机器进入准备状态 , 接着鼠标点击 OK 让机器复位 . (图三)开关3、鼠标点击 SETUP,进入基层菜单后选择 BOARD 来选择需要生产产品程序名, 并点击 SELECT 确认。
4、全部确认无误后按下 START 键开始生产 ; 生产后,按 STOP 键停机,翻开防备盖打扫机器 . (图三)5、 关机步骤 : 鼠标点击 OFF (图四) , 机器提示能否履行 , 点击 OK 后机器履行复位操作 , 而后按下 “EMERGENCY STOP ”按钮,封闭总电源开关。
(图三) 二、注意事项1. 检查抛料盒能否放好,机器供料台上供料器能否摆放好。
2. 在机器运作时,要注意保证身体在机器挪动范围之外。
3. 不能够两人同时操作一台机 , 禁止机器带病作业 .控制面板(图三)4.换料时应将机器门盖翻开, 换料员安装好物料后或半途换料时均需通知IPQC 查对,并作好记录。
5. 散料电容须 100%用电容表丈量,分类包装,贴上元件编号规格, 交 IPQC 检测合格后方可使用。
6. 在机器出现警报或其余紧迫状况时,立刻报告工程技术人员办理。
禁止非操作人员操作机器 .工作画面三、机器有关参数1、电压 : 380V~(± 10V ),频次 :50/60 Hz 。
2、轨道合适基板:宽最小为 50MM ,最大为 420MM ;长最小为 50MM ,最大为 450MM 。
1、准备工作1.1作业前需进行机台点检并记录表单中,点检项目如下: 运动导轨。
2、操作说明:2.1贴片机整机简介2.2贴片机开机(确认电压在200V )机台气压紧急停止从左往右依次是鼠标锁定键、开机键、复位键从左往右依次是开始建、停止键、清除键取料器基板进料口基板出料口屏幕显示器机台电源电压200V稳压器电源开关,然后打开紧急停止按钮,按下ACTIVE(鼠标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa),然后在生产设计页面下点击暖机,设定时间5分钟。
(注:观察各运动部件动作是否流畅、有异响,如有立即向领班反应情况)2.3程序编写前的准备安装前取料器的状态 安装时取料器的状态元器件带上的小孔要完全装入齿轮上,在复原取料器按暖机生产设计⑴打开机台电源⑵打开显示屏⑶打开紧急停止键⑷按下ACTIVE 和READY 键⑸按下START点击开始设定5分钟取料器按钮在下方钮的位置取料器轨道注:元器件安装好后,按下取料器按钮,观察是不是按一次,出来一个元器件。
如果不是重新安装调整。
大的元器件用大的取料器,小的元器件用小的取料器。
将取料器安装在编有阿拉伯数字的安装轨道上,并记住位置。
安装成功后取料器上的感应器会亮。
(感应器在取料器的左右两侧,一边一个;大的取料器占有2个安装轨道,小的取料器是1个安装轨道。
)安装成功后,取料器感应器就会亮基板底座基板治具:在治具上粘上高温双面胶带,一般一个基板槽内粘3个高温双面胶带。
⑴在基板治具上贴上高温双面胶带,如上页右图所示;⑵把基板治具放入基板底座上;(注:基板治具和基板底座上的A60U1标示都朝前)⑶将基板放入基板治具内。
(基板上的A60U1标示朝左,顺序如下图)注:⑴基板要完全放入基板治具内,基板底座上的小圆柱体和基板治具上贴的高温双面胶带底座A60U1治具A60U1高温双面胶带 ;粘3个高温双面胶带A60U1专用底座标示朝上、朝前基板治具A60U1标示超上、朝前基板A60U1朝左是固定基板的位置。
将操作贴片机的作业步骤化,为操作员提供操作向导。
规范操作员作业程序和动作、以确保设备安全、正常运行,保障人员及公司产品的安全。
一、目的YS12作业指导书文件编码编写审核2.延长设备使用年限,减少设备故障,避免事故的发生。
二、范围此操作规程适用于YAMAHA YS12贴片机。
三、职责贴片机操作员依此指导书正确作业。
四、功能介绍图11 开机(1)打开贴片机主控电源开关;向右旋转主控电源开关,使开关箭头指向ON 位置如图2,主控电源打开,贴片机主机上电,进行计算机启动以及设备硬件检测(自动完成),载入机器运行所需的程序后,显示【正在初始化】页面如图3。
图2图3 (2)返回原点初始化完成后用鼠标单击图4返回原点按钮,设备自动进行回原点操作,回原点完成后自动进入主界面。
向右旋转主控电源正在初始化页点击返回原点按图4(3)暖机在图5页面点击暖机按钮,进入暖机界面;在暖机界面,单击在指定时间停止,在暖机时间文本框中输入暖机时间,一般为10分钟,单击开始,贴片机进入暖机操作;暖机完成后单击关闭按钮完成暖机返回主界面。
2.点击在指3.输入1.点击暖机按图52 生产(1)选择基板程序操作者在【生产设计】页面单击【基板选择】按钮进入基板选择窗口,在基板选择窗口查找将要生产的贴片程序单击选中后,单击【选择】按钮,完成基板选择操作,机器读取基板数据并返回主界面。
(2)调整导轨在主界面单击装置→传送装置→传送宽度按钮,进入传送宽度界面,在更改后的传送宽度输入基板宽度尺寸,单击 ok 按钮 进行导轨宽度调生产设计页点击基板基板选点击选择选择将要生产的程整,操作员从接驳台轨道放入基板,将基板传送到贴片机轨道后,用手前后轻推基板,确认基板在传送轨道里有一个微小的间隙(约1mm)即可如图6。
2.选择传送装1.点击装4.输入基板5.点3.点击传送宽图6(3)核对物料点主界面生产设计按钮,单击左下角送料器列表按钮图7,在送料器列表窗口移动滚动条查看料位设置,并根据安装位置如图8依次安装送料器。
Y A M A H A贴片机作业指导书-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
标准作业指导书
作业名贴片机操作作业指
导书文件编号版本A0
日期2016年9月1日机型YS12 YV100XG 发行部门SMT部
一、作业步骤:
1、检查确认气压为0.55MPA±0.03MPA。
YS12气压表(图一)YV100XG气压表(图一1)
2、开启机器电源总开关(图二),机器进行自检完毕后,按ACTIVE切换键盘,按“READY”按钮让机
器进入准备状态,接着鼠标点击OK让机器复位.(图三)
3、鼠标点击SETUP,进入下层菜单后选择BOARD来选择需要生产产品程序名,并点击SELECT确
认。
4、一切确认无误后按下START键开始生产;生产后,按STOP键停机,打开防护盖清扫机器.(图
三)
5、关机步骤:鼠标点击OFF(图四),机器提示是否执行,点击OK后机器执行复位操作,然后按下“EMERGENCY STOP”按钮,关闭总电源开关。
(图三)
二、注意事项
1.检查抛料盒是否放好,机器供料台上供料器是否摆放好。
2.在机器运作时,要注意确保身体在机器移动范围以外。
3.不可以两人同时操作一台机,严禁机器带病作业.
4.换料时应将机器门盖打开,换料员安装好物料后或中途换料时均需通知IPQC核对,并作好记录。
5.散料电容须100%用电容表测量,分类包装,贴上元件编号规格,交IPQC检测合格后方可使用。
6.在机器出现警报或其他紧急情况时,立即报告工程技术人员处理。
严禁非操作人员操作机器.
三、机器相关参数
1、电压: 380 V~(±10V),频率:50/60 Hz。
2、轨道适合基板:宽最小为50MM,最大为420MM;长最小为50MM,最大为450MM。
3、贴装能力:A、料件最小0201(0.5MM*0.2.5MM),最大为40MM*40MM,厚度最大为7MM;B、CHIP 0.45S/PCS、带装IC 1s/PCS,托盘装IC 2s/PCS;C、贴片精度:+/-0.040mm,QPFchips最高精度是+/-0.03mm。
D、料架支持 feeder最多可装40PCS,常用托盘(325MM*135MM)最多可装
3PCS。
YS12气压表(图一) YV100XG气压表(图一1)(图二)
控制面板(图三)
图四
制表审核
电源
工作画面
2。