带钢板形的概念及CVC轧机板形控制原理综述共32页
- 格式:ppt
- 大小:3.60 MB
- 文档页数:32
轧机测厚仪带钢轧机与板形控制技术研究对常见带钢轧机的类型进行讨论,对先进板形控制技术展开阐述。
关键词:轧机;自动厚度控制;板形控制目前,hc轧机已发展了多种机型。
我们所说的中间辊移动的hc 轧机,也称为hcm六辊轧机。
此外,还有工作辊移动的hcw四辊轧机,以及工作辊和中间辊都移动的hcwm六辊轧机。
hc轧机的主要特点是:(1)通过轧辊的轴向移动,消除了板宽以外辊身间的有害接触部分,提高了辊缝刚度;(2)由于工作辊一端是悬臂的,在弯辊力作用下,工作辊边部变形明显增加。
如果对弯控制板形能力的要求不变时,则在hc轧机上可选用较小的弯辊力,这就提高了工作辊轴承的使用寿命并降低了轧机的作用载荷;(3)由于可通过弯辊力和轧辊轴向移动量两种手段进行调整,使轧机具有良好的板形控制能力;(4)能采用较小的工作辊直径,实现大压下轧制;(5)工作辊和支承辊都可采用圆柱形辊子,减小了磨辊工序,节约了能耗。
这种轧机典型应用如宝钢1550冷轧酸洗——连轧机组。
轧辊凸度边续可变轧机-cvc(continuouslyvariablecrown)轧机cvc轧机的基本特征是:(1)轧辊(工作辊)的原始辊型为s形曲线呈瓶状,上下轧辊互相错位1800布置;(2)带s形曲线的轧辊具有轧辊轴向抽动装置。
虽然cvc轧机与hc轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。
hc轧机是为了消除辊间的有害接触部分来提高辊缝刚度,以实现板形调整的,是刚性辊缝型。
cvc轧机则是通过轧辊轴向抽动装置来改变s形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。
当上下轧辊对称布置时,辊缝各部分高度相同。
如果上轧辊向右移动,下轧辊以相同的移动量向左移动,则辊缝中部高度变小。
反之,上辊向左移动,下辊以相同的移动量向右移动,辊缝中部高度变大(如图1所示)。
cvc轧机的主要特点是:(1)通过一组s形曲线轧辊可代替多组原始辊型不同的轧辊,减少了轧辊备品量;(2)可以进行无级辊缝调整来适应不同产品规格的变化,以获得良好的板带平直度和表面质量;(3)辊缝调节范围大,与弯辊装置配合使用时,如1700mm板带轧机的辊缝调整量可达600μm。

CVC精轧机概述摘要:CVC轧机是在HC轧机的基础上发展起来的一种轧机,它虽然与HC轧机一样有轧辊轴向抽动装置,但其目的和板形控制的基本原理是不同的。
HC轧机是为了消除辊间的有害接触部分来提高轧缝刚度,以实现板形调整的,是刚性辊缝型。
CVC轧机则是通过轧辊轴向抽动装置来改变S形曲线形成的原始辊缝形状来实现板形控制的,是柔性辊缝型。
关键词:CVC轧机、CVC工作辊、液压弯辊缸、轴向横移缸1 CVC轧机的原理CVC时Continuously Variable Croun的英文缩写,所谓CVC轧机就是指为了满足调整热带钢板凸度和板型的需要,将工作辊加工成具有S性辊身的CVC辊,在将上下工作辊相互倒置180度,从而具有工作辊轴向移动时空载辊缝形状连续可变能力的轧机。
工作辊轴向移动可分为正向抽动和反向抽动,其中正向定义为加大辊型凸度的方向,反之定义为反向抽动。
轧辊抽动量一般为±80~±150毫米,CVC辊的辊型曲线设计在过去常采用二次曲线,目前已经开始采用高次(含三次及四次)曲线以便有利于控制更宽更薄的热带钢,其中辊型的最大直径与最小直径之差不超过1毫米,差值过大将使轴向力过大而无法应用。
CVC轧机通常采用CRA表示轧辊辊型,以数值形式体现出来,即:CRA=中间直径—边缘直径,对于CVC工作辊来讲,CRA应是一个经过换算的当量值。
CVC技术在热轧是仅用于对空载辊缝形状的调解,因此主要用于板型设定模型对辊缝形状的设定,在线控制一般只用液压弯辊进行调解,但是目前已经开始研究当热轧采用润滑油轧制时是否将CVC用于在线调节。
2 采用CVC技术的轧机具有很多显著的优点:1、具有良好的带钢平直度控制能力和稳定性,它可以通过调整工作辊的弯辊力和轴向抽动量来获得最佳辊风从而得到最理想的平直度。
2、其弯辊力在最佳辊缝情况下始终处于最小状态,大大提高了轧辊和轴承的使用寿命。
3、CVC轧机可以使用较小的工作辊直径,从而减小了轧制力,实现了大压下量轧制。
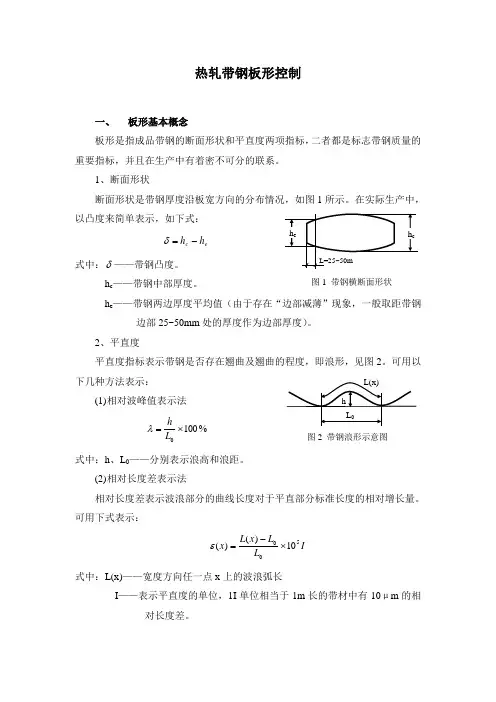
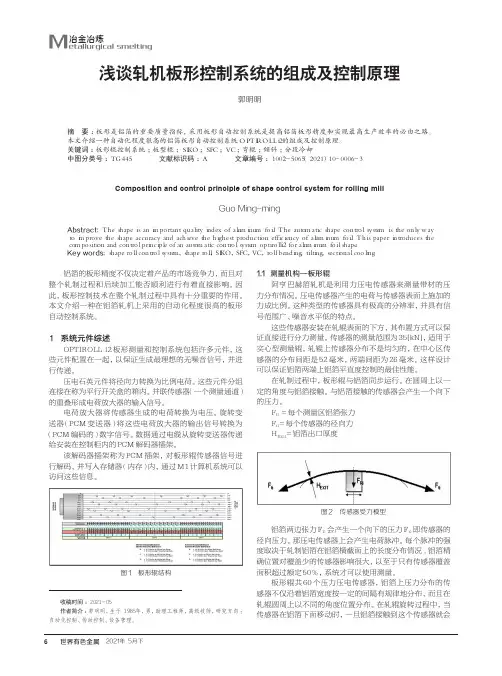
热轧带钢板形控制一、 板形基本概念板形是指成品带钢的断面形状和平直度两项指标,二者都是标志带钢质量的重要指标,并且在生产中有着密不可分的联系。
1、断面形状断面形状是带钢厚度沿板宽方向的分布情况,如图1所示。
在实际生产中,以凸度来简单表示,如下式:e c h h -=δ式中:δ——带钢凸度。
h c ——带钢中部厚度。
h e ——带钢两边厚度平均值(由于存在“边部减薄”现象,一般取距带钢边部25~50mm 处的厚度作为边部厚度)。
2、平直度平直度指标表示带钢是否存在翘曲及翘曲的程度,即浪形,见图2。
可用以下几种方法表示:(1) 相对波峰值表示法%1000⨯=L hλ式中:h 、L 0——分别表示浪高和浪距。
(2) 相对长度差表示法相对长度差表示波浪部分的曲线长度对于平直部分标准长度的相对增长量。
可用下式表示:I L L x L x 5010)()(⨯-=ε 式中:L(x)——宽度方向任一点x 上的波浪弧长I ——表示平直度的单位,1I 单位相当于1m 长的带材中有10μm 的相对长度差。
图1 带钢横断面形状图2 带钢浪形示意图另外,还有张力差表示法、向量表示法和带钢断面的多项式表示法等。
二、 板形控制原理 1、凸度控制在带钢轧制过程中,其断面形状最终将取决于两工作辊间的辊缝形状。
因为辊缝形状由工作辊辊型曲线决定,所以,凡是影响工作辊辊型曲线形状的因素都会改变带钢的断面形状。
影响带钢凸度的因素有:(1) 工作辊原始凸度; (2) 工作辊热凸度; (3) 工作辊磨损凸度;(4) 工作辊在轧制力及弯辊力作用下产生的弯曲挠度;(5) 工作辊在不均匀分布的轧制力作用下沿板宽方向产生的弹性压扁。
控制带钢凸度(即控制工作辊辊缝形状)的方法因轧机的技术装备水平不同而不同。
(1) 以原始辊型设计为基础,合理地编制轧制规程。
通过合理分配各架轧机的负荷,来补偿因轧辊热凸度、磨损凸度和弹性变形而带来的辊缝形状的改变。
板形控制与CVC技术板形控制与CVC技术介绍了带钢板形控制的概念和CVC技术的工作原理和特点,包括板形及平直度、要求凸度和扰动因素凸度,CVC板形控制技术对带钢凸度的控制效果十分明显。
关键词带钢板形控制CVC轧辊1前言钢板和带钢可以按要求随意剪切、焊接和铆接,也可以进行弯曲及冲压成型,所以在国民经济各部门中得到广泛应用。
特别是汽车和家用电器工业的飞速发展,对板带的板形和平直度要求越来越高。
针对板带产品的板形和平直度,世界几个主要的工业发达国家,进行了长期的探讨和研究,先后开发了HC, CVC和UPC等技术。
CVC技术在1984年首先由德国施罗曼·西马克公司推出,它以其独特之处在世界板带的热轧和冷轧领域里大显神通。
目前,世界上已有100多架轧机使用了CVC设备和技术。
实践证明,CVC板形控制技术对带钢凸度的控制效果十分明显,能生产出平坦的带钢。
轧辊等效凸度调节范围大,轧辊磨削和管理方便等优点,已在生产中充分体现出来。
2CVC基本原理CVC轧机即连续可变凸度轧机,这种轧机的主要特征是工作辊设计成S形,上下工作辊外形是一样的,彼此呈1800反向配置,均可以横向移动。
当上下工作辊横移时,可得到中性凸度、正凸度和负凸度的轧辊凸度,而且使辊缝断面形状可在较大范围内无级连续调节。
CVC轧机只需一套辊型就可以满足轧制不同宽度带钢对板形调节的要求,如果它与工作辊弯辊装置相配合,更能扩大板形调节范围。
当CVC辊轴向移动距离为士100 ^-150mm时,再加上弯辊作用,辊缝调节量可达60μm左右,这是一般轧机达不到的。
图一由图一可见:CVC的基本原理即为上下轧辊(S)轴向窜动,以便形成所需要的辊缝断面形状,两轧辊向相反的方向轴向窜动以形成连续可变凸度的辊缝;左侧为正凸度控制,中间为中性凸度控制,右侧为负凸度控制;可见通过这种轧辊轴向窜动的控制方法可以使辊缝轮廓有极大的变化范围。
1985年德国蒂森公司第一架CVC F4机架正式运转,并以实测数据就人们对CVC系统关心的问题做出了回答。
板形控制四、板形控制板形包括带钢的板廓和带钢的平坦度。
板廓即带钢的凸度和楔形,表示带钢的横向厚度差用凸度和楔形表示。
平坦度包括带钢平直度、不对称度;带钢的浪形,用纵向带钢的延伸差值表示或用带钢的浪形高度表示;平直度表示带钢的综合对称浪形,不对称度表示带钢的不对称浪形。
带钢板形分类:1)理想板形是平坦的,内应力沿带钢宽度向上均匀分布;2)潜在板形是带钢内应力沿带钢宽度方向上不均匀分布,但其内部应力足以抵制带钢平直度的改变,当内应力释放后,带钢板形就会发生不规则的改变;3)表观板形是带钢内应力沿宽度方向上不均匀分布,同时其内部应力不足以抵制带钢平直度的改变,导致局部区域发生了翘曲变形。
1、影响板形的因素1.1 影响板形的因素很多、很复杂,主要有以下几方面:力学条件:带钢沿宽度方向的轧制压力、弯辊力、辊间接触压力几何条件:原始辊型、负荷辊型、热膨胀辊型、磨损辊型来料条件:来料板廓、轧件钢种特性、轧件厚度、轧件宽度、轧件温度、轧件长度等。
1.2 轧制过程中带钢的板形取决于负载下轧辊的凸度、金属的流动和带钢的原始板形:轧辊的空载凸度=轧辊原始辊型+轧辊热态凸度+轧辊磨损凸度轧辊的负载凸度=轧辊空载凸度+轧辊挠度+轧辊弹性压扁以上因素决定了轧机的辊缝形状,轧机的辊缝形状影响着带钢的板形,构成了板形数学模型的主要参数和控制因素。
通过制定原始辊型制度,控制弯辊和窜辊,来改善带钢的凸度和平直度。
1.3 板形不良的产生机理如果带钢的入口凸度和入口厚度的比值与带钢的出口凸度和出口厚度的比值相等,则轧出的带钢是平直的,带钢的平直度为零,即:当入口比值与出口比值不相等时,带钢边部纤维与中部纤维的延伸长度不相等,纤维间产生内应力;内应力在一定的范围内,只发生弹性变形;当纤维之间的内应力超出弹性范围,则纤维之间会产生塑性变形,产生中间浪或两边浪,造成板形不良。
板形控制就是消除带钢纤维内应力或控制在弹性范围内,使带钢的纵向纤维内应力值趋近于零,从而得到良好的凸度和平直度。
宽带钢生产线板形质量控制理论和应用杨荃北京科技大学高效轧制国家工程研究中心2005.08.16主要内容1、板形理论的基础知识2、轧件变形和辊系变形理论3、轧后带钢的屈曲失稳理论4、轧辊磨损及热膨胀理论5、部分板形测量仪表的原理6、层流冷却对板形的影响7、基于板形控制的轧机选型8、板形控制系统的应用9、板形控制模型的参数分析10、变凸度辊形的相关技术思考题1、如果我负责新建轧机的技术工作,我将在机型、辊形、工艺和控制诸方面注重哪些技术要点?2、如果我负责轧机生产线的技术工作(工艺、设备、电气、质检等专业),我应该把握板形质量的哪些重要环节?3、如果我负责某条生产线的技术工作(热轧、酸洗、冷轧、热处理、涂镀层等专业),我如何考虑前后工序的配合来保证板形质量?图1.1板带的横截面轮廓h c h eo ’h ed ’ h edh eo e 2B We 11板形理论的基础知识板带材做为基础原材料,被广泛应用于工业、农业、国防及日常生活的各个方面,在国民经济发展中起着重要的作用。
随着科学技术的发展,特别是一些现代化工业部门如建筑、能源、交通、汽车、电子、机械、石油、化工、轻工等行业的飞速发展,不仅对板带材的需求量急剧增加,而且对其内在性能质量、外部尺寸精度和表面质量诸方面提出了严格的要求。
日益激烈的市场竞争和各种高新技术的应用使得板带的横向和纵向厚度精度越来越高,也推动着轧机机型和板形控制技术的不断向前发展。
对于热轧、冷轧板的尺寸精度问题,有相对成熟的专门研究方法和解决手段。
对于板形问题,无论是研究领域或技术应用领域的工作,都具有更大的难度。
有关板形的基础知识是解决板形问题所必需掌握的。
1.1板形的概念板形(Shape )所含的内涵很广泛,从外观表征来看,包括带钢整体形状(横向、纵向)以及局部缺陷;从表现形式看,有明显板形及潜在板形之分。
板带的横截面轮廓(Profile )和平坦度(Flatness )是目前用以描述板形的两个重要方面。
HC轧机HU轧机CVC轧机等轧制板形控制系统介绍
改善和提高板形控制水平,需要从两个方面入手,一是从设备配置方面,如采用先进的板形控制手段,增加轧机刚度等;二是从工艺配置方面,包括轧辊原始凸度的给定、变形量与道次分配等。
常规的板形控制手段主要有弯辊控制技术、倾辊控制技术和分段冷却控制技术等。
近年来,一些特殊的控制技术,如抽辊技术(HC 轧机和UC系列轧机)、涨辊技术(VC轧机和IC轧机) 、轧制力分布控制技术(DSR动态板形辊)和轧辊边部热喷淋技术等先进的板形控制技术,得到日益广泛的应用。
板形控制与CVC技术
高苏;张正秀
【期刊名称】《鞍钢技术》
【年(卷),期】1996(000)002
【摘要】介绍了带钢板形控制的概念和CVC技术的工作原理和特点,包括板形及平直度、热轧和冷轧后的板形比较、要求凸度和扰动因素凸度,CVC板形控制技术对带钢凸度的控制效果十分明显。
由于CVC技术以独特的方式解决了板形控制的难题并经受住了生产实践的考验,必将在我国得到进一步的应用。
【总页数】6页(P18-23)
【作者】高苏;张正秀
【作者单位】不详;不详
【正文语种】中文
【中图分类】TG335.56
【相关文献】
1.CVC轧机板形控制技术
2.应用冷连轧机板形控制CVC+技术的体会
3.CVC板形控制技术的研究
4.CVC板形控制技术的研究
5.冷轧CVC和DSR板形控制技术之比较
因版权原因,仅展示原文概要,查看原文内容请购买。