氩弧焊培训课件
- 格式:pdf
- 大小:924.62 KB
- 文档页数:55

焊接工艺规程 WELDING PROCEDURE SPECIFICATION (WPS)
焊接工艺规程号 日期 修改号 日期
WPS No: WPS-002 Date: 2010.12.8 Revision No: 0 Date: 2010.12.8
证实的工艺评定号 评定标准
Supporting PQR No: PQR-002 Qualified Standard: ISO 15614-1
焊接工艺方法 类型
Welding Process 141 Type(s): Manual
接头 JOINTS
接头类型
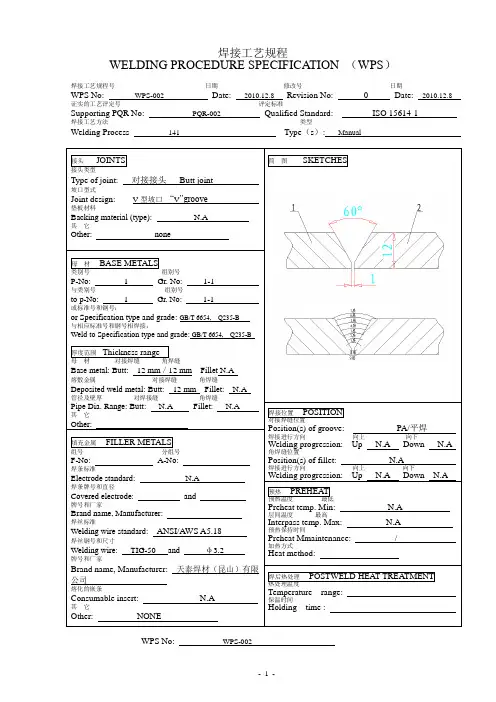
Type of joint: 对接接头 Butt joint
坡口型式
Joint design: V型坡口 “V”groove
垫板材料
Backing material (type): N.A
其 它
Other: none
简 图 SKETCHES
母 材 BASE METALS
类别号 组别号

氩弧焊培训材料
焊接是现代工业生产中广泛应用的一种金属连接方法,它是通过加热或加压、或两者并用,使焊件形成分子间结合的一种连接方法,焊接实现的连接是永久性不可拆卸的。
根据焊接方法和特点不同,焊接可分为熔焊、压焊和钎焊。
1、熔焊:特点是将焊件连接处局部加热并熔化,然后冷却凝固成一体,不加压力完成。熔焊包括电弧焊、气焊、埋弧自动焊,CO2气保焊,TIG焊(氩弧焊)等。
2、压焊:特点是对焊件施加压力完成焊接,如点焊等。
3、钎焊:采用低熔点的填充金属在熔化后,与固态焊件金属相互扩散形成分子间的结合而实现连接的方法。
用焊接方法连接的接头称为焊接接头,被连接的焊件材料称为母材,焊接过程局部受热熔化的金属称为熔池。焊缝两侧母材受加热影响,但未熔化,称为焊接热影响区。焊缝和热影响区的分界线称为熔合线,超出母材表面那部分焊缝高度,称为余高。两融合线之间的宽度,称为熔宽。在接头截面上,母材熔化的深度,称为熔深。
常用的接头形式有对接接头,搭接接头,角接接头和T形接头。
常用的坡口形式有I型坡口(3mm以下),Y型坡口,双Y型坡口和带钝边U型坡口。开坡口的目的是保证工件的根部焊透,焊件较厚时,宜采用多层多道焊。
焊接时焊逢所处的空间位置称为焊接位置。焊接位置有平焊、立焊、横焊和仰焊。平焊易于操作,生产率高,劳动条件好,焊接质量容易保证,因此焊件应尽量放在平焊位置,立焊和横焊次之,仰焊位置最差。
我们重点介绍一下氩弧焊内容:
氩弧焊又称氩气体保护焊。就是在电弧焊的周围通上氩弧保护性气体,将空气隔离在焊区 之外,防止焊区的氧化。
氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
1.非熔化极氩弧焊的工作原理及特点
非熔化极氩弧焊是电弧在非熔化极(通常是钨极)和工件之间燃烧,在焊接电弧周围流过一种不和金属起化学反应的惰性气体(常用氩气),形成一个保护气罩,使钨极端头,电弧和熔池及已处于高温的金属不与空气接触,能防止氧化和吸收有害气体。从而形成致密的焊接接头,其力学性能非常好。
东莞市玉为实业有限公司 文件编号 YW-WI-WJ-001
版本/版次: A/0
氩弧焊操作规程 页 次 1/1
制定日期 2014-03-30
生效日期 2014-04-01
目的:规范化厂内焊工安全、正确使用氩弧焊机
范围:厂内所有焊工
内容:
一:设备应专用专管,操作人员在操作前应穿着工作服。 绝缘鞋、手套、并配戴防护面罩,在通风不良 的场合焊接时,应戴防护口罩。
二:禁止在有易燃易爆气体、物体的场合使用,调整焊栓钨棒时,应在关机状态下进行,设备应按标注的持续率使用。
三:焊炬应轻拿轻放,保持清洁干燥,禁止其接触水、油或其它液体和粉尘,焊接电缆禁止踩压。
四:定期检查焊机内部的紧固螺丝,引线接头有无松动,发现隐患及时排除,焊接电源与焊接位置距离3米以上,焊机在运输运行中防止振动。
五、氩弧焊
1、焊接前应先备好氩气瓶,瓶上装好氩气流量计,然后用气管与焊机背面板上的进气孔接好,连接处要紧好以防漏气。
2、将氩弧焊枪、气接头、电缆快速接头、控制接头分别与焊机相应插座连接好。工件通过焊接地线与“+”接线栓连接。
3、将焊机的电源线接好,并检查接地是否可靠。
4、接好电源后,根据焊接需要选择交流氩弧焊或直流氩弧焊,并将线路切换开关和控制切换开关搬到交流(AC)档或直流(DC)档。注意:两开关必须同步使用。
5、将焊接方式切换开关置于“氩弧”位置。
6、打开氩气瓶和流量计,将试气开关拔至“试气”位置,此时气体从焊枪中流出,调好气流后,再将试气与焊接开关拔至“焊接”位置。
7.焊接电流的大小,可用电流调节手轮调节,顺时针旋转电流减小,逆时针旋转电流增大。电流调节范围可通过电流大小转换开关来限定。
8、选择合适的钨棒及对应的卡头,再将钨棒磨成合适的锥度,并装在焊枪内,上述工作完成后按动焊枪上开关即可进行焊接了。
六 手弧焊

氩弧焊与二氧化碳保护焊工艺上有什么不同,各自有什么优缺点?
2013-04-22 21:00 网友采纳
热心网友
1.保护气不同。
2。焊枪不同。二氧化碳保护焊用焊丝为电极,亚弧焊分两种,TIG,MIG,混合气体的MAG。
3。焊接工艺不同,规范不同
4。应用场合不同。co2用于碳钢焊接,亚弧焊用于不锈钢、铝等。答案补充二氧化碳气体保护焊
二氧化碳气体保护电弧焊(简称CO2焊)的保护气体是二氧化碳(有时采用CO2+O2的混合气体)。由于二氧化碳气体的0热物理性能的特殊影响,使用常规焊接电源时,焊丝端头熔化金属不可能形成平衡的轴向自由过渡,通常需要采用短路和熔滴缩颈爆断、因此,与MIG焊自由过渡相比,飞溅较多。但如采用优质焊机,参数选择合适,可以得到很稳定的焊接过程,使飞溅降低到最小的程度。由于所用保护气体价格低廉,采用短路过渡时焊缝成形良好,加上使用含脱氧剂的焊丝即可获得无内部缺陷的刘质量焊接接头。因此这种焊接方法目前已成为黑色金属材料最重要焊接方法之一。答案补充氩弧焊
用纯钨或活化钨(钍钨、铈钨、锆钨、镧钨)作为不熔化电极的惰性气体保护电弧焊,简称TIG焊
焊接:气体保护电弧焊
以电弧作为热源、利用气体保护熔池的焊接方法。气体的作用主要是保护熔化金属不受空气中氧、氮、氢等有害元素和水分的影响,但它同时对电弧的稳定性、熔滴过渡形式和熔池的活动性有一定影响。因此,采用不同的气体会产生不同的冶金反应和工艺效果。气体保护电弧焊的主要特点是电弧可见,熔池较小,易於实现机械化和自动化,生产率高。20世纪70年代迅速发展的焊接机器人主要就是用於电阻点焊和气体保护电弧焊。气体保护电弧焊适用於钢铁、铝和钛等金属的焊接,广泛应用於汽车、船舶、锅炉、管道和压力容器等产品的制造,特别是其中要求质量较高或全位置焊接的场合。气体保护电弧焊按电极类型可分为钨极惰性气体保护焊和熔化极气体保护焊。答案补充气体种类不同又可分为惰性气体保护焊、二氧化碳气体保护焊和混合气体保护焊。