数控机床加工
- 格式:ppt
- 大小:1.75 MB
- 文档页数:77

《数控机床加工实训》实训总结
数控机床加工实训是数控机床是应用专业教学体系中重要的教学环节之一,是基于《数控机床机应用》课程的学习基础并与之配套所进行的常见数控机床常规操作的技能强化训练,是具备数控机床基本操作技能,继而形成数控加工技术应用能力的必不可少的教学环节。
本实训的任务主要是对数控专业在校学生进行常见数控机床基本操作技能的强化训练;同时,使学生具备常见数控机床基本操作应用能力,以获得劳动部颁发的数控加工应用中级工等级证书而打下良好的基本操作基础;为少数优秀学生努力争取高级工资格提供必要的帮助,做好数控机床操作加工方面的准备,打牢数控机床操作及加工基础。
在实训前通过下达任务书,使学生明确实训目标、实训要求及注意事项、实训步骤及考核方式,克服畏难情绪。根据学习心理学家的学习迁移及促进理论,考虑到高职学生在学习上可能的自卑、畏惧心里,本课程借鉴‘家庭教师式’和企业中‘师徒式’教学形式,以教师与学生面对面的“一对一”教学为基本思路,实践教学实现了上机操作——发现问题解决问题——上机操作——正迁移思路的单元式教学模式。以教材为蓝本的同时,注意实践加工时编程处理;以FANUC及华中数控编程指令系统为主,同时说明其他数控指令在格式上的差别,开阔了学生的视野,使他们进去企业后能快速适应不同的数控系统。
在教学中通过加工大量的零件,总结经验教训,使学生做到举一反三、触类旁通;针对学生出现的问题,教师面对面引导解决,增强了学生的自信心、解问题的能力和成就感,激发了学生的学习热情;实训中在注重手工编程训练的同时,也注重CAD/CAM在数控加工中的应用,与企业中最新技术应用情况接轨,体现了现代制造技术的发展趋势。
在实训中,提倡学生根据自己的爱好、兴趣、机床的加工工艺范围和刀具、材料等情况,自行设计零件结构、形状、尺寸,独立编程、选择加工的刀具、确定加工的工艺、独立加工处所构思的零件,体现了自主学习和个性化发展,同时,也巩固了学生的制图、工艺、娤夹、刀具等方面的知识。
科学之友 Fdend of Science Amateurs 2007 ̄07,EJ固
数控机床加工路线的确定
张士印
(烟台市技术学院,山东烟台 264006)
摘要:文章就数控加工中加工路线的最近确定进行了讨论,得出了空行程路线如何最短
的方法。 关键词:数控机床;加工路线;确定
中图分类号:TP242 文献标识码:A 文章编号:1000—8136(2007)07—0019—02
在数控加工中,刀具刀位点相对零件运动的轨迹称为; ̄n-r
路线。加工路线的确定与工件的加工精度及表面粗糙度直接相
关。编程时,加工路线的确定原则主要有以下几点:
(1)加工路线应能保证零件的精度和表面粗糙度,且提高效
率。
(2)使数值计算简便,减少编程工作量。
(3)应使加工路线最短,以减少程序段,又可以减少空走刀
的时间。 确定进给路线的工作重点,主要在于确定粗加工及空行程
的进给路线,引精加工路线基本上都是沿零件轮廓顺序进行的。
在保证加工质量的前提下,使加工程序具有最短的进给路线,不
仅可以节省整个加工过程的执行时间,还能减少一些不必要的
刀具消耗及机床进给机构滑动部件的磨损。现就如何确定加工
路线结合自己实践将设计方法介绍如下:
1 空行程路线要短
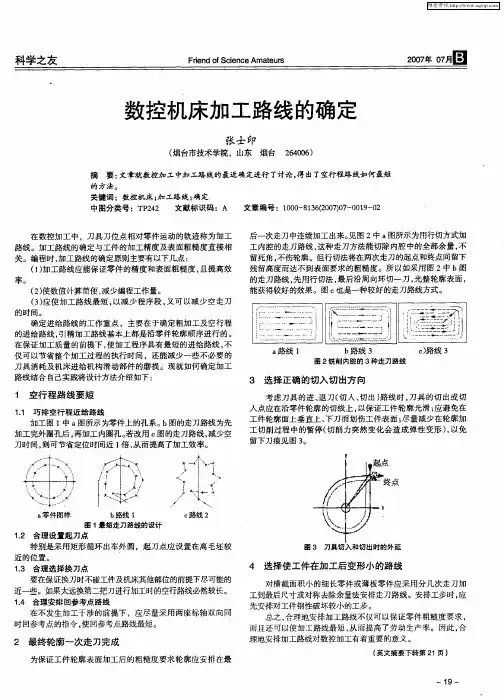
1.1 巧排空行程近给路线 加工图1中a图所示为零件上的孔系。b图的走刀路线为先 加工完外圈孔后,再加工内圈孔。若改用C图的走刀路线,减少空
刀时间,则可节省定位时间近1倍,从而提高了加工效率。
一
I ‘ /
\ 一. :
a零件图样 b路线I ≥ ’}
・ / 、、
C路线2 图1最短走刀路线的设计
1.2合理设置起刀点
特别是采用矩形循环出车外圆,起刀点应设置在离毛坯较
近的位置。
1.3合理选择换刀点
要在保证换刀时不碰工件及机床其他部位的前提下尽可能的
近一些。如果太远换第二把刀进行加工时的空行路线必然较长。
1.4合理安排回参考点路线
在不发生加工干涉的前提下,应尽量采用两座标轴双向同

数控机床加工的切削用量包括切削速度Vc (或主轴转速n)、切削深度ap和进给量f,其选用原则与普通机床基本相似,合理选择切削用量的原则是:粗加工时,以提高劳动生产率为主,选用较大的切削量;半精加工和精加工时,选用较小的切削量,保证工件的加工质量。
1. 数控车床切削用量
1)切削深度ap
在工艺系统刚性和机床功率允许的条件下,尽可能选取较大的切削深度,以减少进给次数。当工件的精度要求较高时,则应考虑留有精加工余量,一般为0.1~0.5mm。
切削深度ap计算公式:ap=
式中: dw—待加工表面外圆直径,单位mm dm—已加工表面外圆直径,单位mm.
2)切削速度Vc
① 车削光轴切削速度Vc 光车切削速度由工件材料、刀具的材料及加工性质等因素所确定,表1为硬质合金外圆车刀切削速度参考表。
切削速度Vc计算公式: Vc=
式中: d—工件或刀尖的回转直径,单位mm n—工件或刀具的转速,单位r/min
表1 硬质合金外圆车刀切削速度参考表
工件材料 热处理状态 ap=0.3~2mm ap=2~6mm ap=6~10mm
f=0.08~0.3mm/r f=0.3~0.6mm/r f=0.6~1mm/r
Vc/m·min-1 Vc/m·min-1 Vc/m·min-1
低碳钢 易切钢 热轧 140~180 100~120 70~90
中碳钢 热轧 130~160 90~110 60~80
调质 100~130 70~90 50~70
合金工具钢 热轧 100~130 70~90 50~70
调质 80~110 50~70 40~60
工具钢 退火 90~120 60~80 50~70
灰铸铁 HBS<190 90~120 60~80 50~70
HBS=190~225 80~110 50~70 40~60 2mwdd高锰钢 10~20
铜及铜合金 200~250 120~180 90~120

随着数字化、信息化程度越来越高,数控机床也越来越适用到各大企业,母线机行业也有数控三工位母线加工机、数控母线冲剪机、数控母线折弯机、数控母线铣角机、数控铜棒加工机等数控母线加工机。相对于普通的加工机床,数控机床有哪些优点呢?
(1)自动化程度高,数控机床可以减轻操作者的体力劳动强度,按输入的程序自动完成,操作者只需起始对刀、装卸工件、更换模具,在加工过程中,主要是观察和监督机床运行。
(2)加工零件精度高、质量稳定,数控机床定位精度和重复定位精度都很高,较容易保证一批零件尺寸的一致性,只要工艺设计和程序正确合理,加之精心操作,就可以保证零件获得较高的加工精度,也便于对加工过程实行质量控制。采用数控母线加工机来操作,避免了人工的弊端,完全实现自动化,人力资源也大大减少了,具有生产效益高及质量稳定的特点。
(3)生产效率高,批量操作的工件是数控母线加工机适合操作的,数控母线加工机对于中小批量的生产,可以快速实现生产,在市场上享有很大的竞争力。数控机床加工是能再一次装夹中加工多个加工表面,一般只检测首件,所以可以省区普通机床加工时的不少中间工序,如划线、尺寸检测等,减少了辅助时间,而且由于数控加工出的零件质量稳定,为后续工序带来方便,其综合效率明显提高。
(4)便于新产品研制和改型。数控加工一般不需要很多复杂的工艺装备,通过编制加工程序就可把形状复杂和精度要求较高的零件加工出来,它能够加工成不同的形状,满足加工的不同要求,这样的话复杂的零部件的加工就能变得非常的容易。数控加工能大大缩短产品研制周期,为新产品的研制开发、产品的改进、改型提供了捷径。
(5)数控母线加工机适合于加工复合投产的零件,对于有周期性和季节性要求的产品,采用专门的生产线来生产的话可能就不划算。采用数控母线加工机的话,下次产品再生产的时候就可以接着进行操作。
(6)可向更高级的制造系统发展。数控机床及其加工技术是计算机辅助制造的基础。