手工电弧焊示意图
- 格式:docx
- 大小:625.34 KB
- 文档页数:11
焊接,就是通过加热、加压或两者并用,用(或不用)填充材料,使焊件达到原子结合的一种加工方法。
下面介绍三种焊接方式:手工电弧焊、气焊、手工氩弧焊。
一、手工电弧焊手工电弧焊的焊接过程是从引弧开始的,引弧方法有擦划法引弧和直击法引弧。
擦划法引弧是先将焊条前端对准焊件,然后将手腕扭转,使焊条在焊件表面轻微划一下,焊条提起2-4mm,即在空气中产生电弧,后将电弧长度保持在焊条直径允许的范围。
而直击法引弧是将手腕下弯,焊条轻微碰一下焊件。
当电弧引燃后,焊条可有三个运动轨迹:一是朝熔池方向的运动:焊条沿焊条轴方向前进,其送进速度等于焊条的熔化速度,电弧长度应保持在2-4mm 的范围内不变。
要注意,送进速度比熔化速度慢或快,焊接都会中止。
二是沿焊接方向移动。
三是横向摆动。
正常的焊缝宽度一般是焊条直径的2.5-3倍。
两种基本的运条方法:直线形运条法:焊接时保持一定的电弧长度,沿焊接方向作不摆动的前移。
这样,电弧较稳定,能获得较大的熔深,但焊缝较窄。
画圆圈形运条法:将焊条末端作连续圆圈形运动,并不断向前移动。
分正圈形和斜圈形两种。
正圈形运条法适用于焊接较厚焊件的平焊缝,优点是能使熔化金属有足够高的温度,使熔解在熔池中的氧、氮等气体有机会析出,同时便于熔渣上浮;斜圈形运条法适用于平、仰位置的T形和对接横焊,特点是有利于控制熔化金属避免产生下淌现象,有助于焊缝成形。
焊道的收尾(收弧)动作不恰当,有可能会在焊缝的收尾处形成低于基本金属的弧坑(火口)。
这将削弱其强度,容易出现裂缝。
常见的收弧方法有:划圆圈收尾法:适用于厚板焊接,对于薄板则有烧穿的危险。
反复断弧收尾法:当焊接到终点时,在弧坑作数次反复熄弧—引弧,直到填满弧坑为止。
此法适用于薄板焊接,但碱性焊条不宜用此法。
回焊收尾法:当焊接到终点时,不熄弧而适当改变焊条角度,向反方向移动一下,然后拉断电弧,碱性焊条宜用此法。
二、气焊气焊时有时会发生气体火焰进入喷嘴内逆向燃烧的现象,这种现象称为回火。
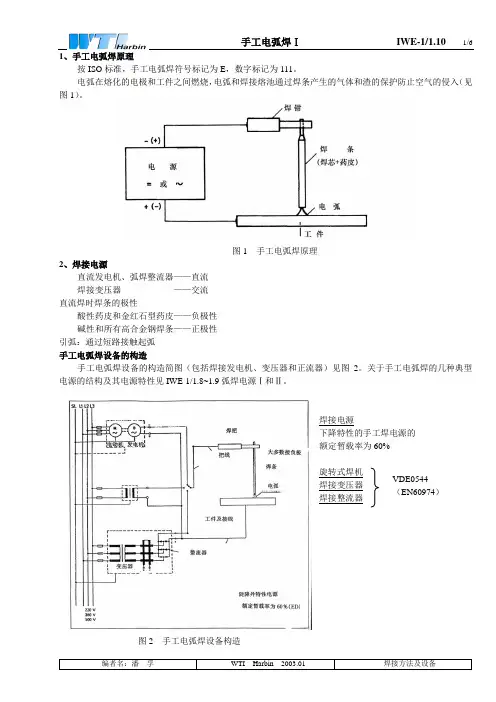
1、手工电弧焊原理按ISO 标准,手工电弧焊符号标记为E ,数字标记为111。
电弧在熔化的电极和工件之间燃烧,电弧和焊接熔池通过焊条产生的气体和渣的保护防止空气的侵入(见图1)。
图1 手工电弧焊原理2、焊接电源直流发电机、弧焊整流器——直流 焊接变压器 ——交流 直流焊时焊条的极性酸性药皮和金红石型药皮——负极性 碱性和所有高合金钢焊条——正极性 引弧:通过短路接触起弧 手工电弧焊设备的构造手工电弧焊设备的构造简图(包括焊接发电机、变压器和正流器)见图2。
关于手工电弧焊的几种典型电源的结构及其电源特性见IWE-1/1.8~1.9弧焊电源Ⅰ和Ⅱ。
焊接电源下降特性的手工焊电源的 额定暂载率为60%旋转式焊机焊接变压器焊接整流器图2 手工电弧焊设备构造VDE0544(EN60974)3、手工电弧焊焊条药皮焊条药皮的作用有以下几点: ①提高电弧的导电性a ) 电弧引弧变易。
b ) 提高焊接性能。
②造渣a ) 影响熔滴的大小b ) 防止熔滴过渡及熔池空气的侵入c ) 决定焊缝的成型d ) 防止焊缝快速冷却 ③造气a ) 通过有机物b ) 通过碳酸盐(比如:CaCO 3) ④脱氧及合金化图3 焊条药皮作用图示3.1重要的药皮类型分析(%)表2 几种重要药皮的特点3.24、焊条的生产(见图4)图4 焊条的生产制造4.1焊条生产要点·挤压方式:机械或液压 ·焊 芯:拔制和剪切(按DIN668) ·粘接剂:钾水玻璃=K 2SiO 3 · 钠水玻璃=Na 2SiO 3 ·药皮比例系数:()()[]%%100⨯d D 焊芯直径药皮外径·标准药皮比例系数:(按照EN499)薄药皮 =≤105~125% 中厚药皮=≤125~160% 厚药皮 =>160% ·熔敷率:()()%100⨯g g 熔化的焊芯重量焊缝熔化金属最低重量·标记:在药皮表面打印痕或在端部以颜色标记·烘干:酸性或金红石焊条:80~120℃碱性焊条:>300℃表4 焊条直径与焊接电流的关系(举例)表5 重要焊条的焊接特性6、焊条及焊药的吸湿条件—不同矿物质在+20℃和95%RF条件下的吸湿率(见图5)*焊条药皮(或药粉)中的成份特别容易吸潮!—不同空气湿度下焊条的吸湿性见图6—不同空气温度下,空气中水份的含量与温度的关系见图7—焊条熔化率的n个影响因素见图8图5 几种矿物质吸湿率与放置时间的关系图6图7 不同相对湿度下,空气中水份的含量与温度的关系图8 焊条的熔化率与熔敷率,焊接电流、焊条直径和药皮厚度之间的影响c=高效焊条b=碱性焊条,熔敷率≤120%a=酸性和金红石型焊条,熔敷率≤105% ·=RR6-5φ㎜ ×=RR11 170-5φ㎜焊接电流。
手工电弧焊的详细讲解,值得收藏!手工电弧焊手工电弧焊也叫焊条电弧焊是用手工操纵焊条进行焊接的电弧焊方法。
它利用焊条与焊件之间建立起来的稳定燃烧的电弧,使焊条和焊件熔化,从而获得牢固的焊接接头。
图1.0为手工电弧焊示意图。
手工电弧焊特点1.操作灵活由于焊条电弧焊设备简单、移动方便、电缆长、焊把轻,因而广泛应用于平焊、立焊、横焊、仰焊等各种空间位置和对接、搭接、角接、T形接头等各种接头形式的焊接。
2.待焊接头装配要求低由于焊接过程由焊工手工控制,可以适时调整电弧位置和运条姿势,修正焊接参数,以保证跟踪接缝和均匀熔透。
3.可焊金属材料广焊条电弧焊广泛应用于低碳钢、低合金结构钢的焊接。
选配相应的焊条,焊条电弧焊也常用于不锈钢、耐热钢、低温钢等合金结构钢的焊接。
4.焊接生产率低焊条电弧焊与其它电弧焊相比,由于其使用的焊接电流小,每焊完一根焊条后必须更换焊条,以及因清渣而停止焊接等,5.焊接质量受人为因素的影响大焊缝质量在很大程度上依赖于焊工的操作技能及现场发挥,甚至焊工的精神状态也会影响焊缝质量。
手工电弧焊电焊机手工电弧焊的主要设备有弧焊机,按其供给的焊接电流种类的不同可分为交流弧焊机和直流弧焊机两类。
1.交流弧焊机交流弧焊机供给焊接时的电流是交流电,是一种特殊的降压变压器,它具有结构简单、价格便宜、使用可靠、工作噪声小、维护方便等优点,所以焊接时常用交流弧焊机,它的主要缺点是焊接时电弧不够稳定。
2.直流弧焊机直流弧焊机供给焊接时的电流为直流电。
它具有电弧稳定、引弧容易、焊接质量较好的优点,但是直流弧焊发电机结构复杂、噪声大、成本高、维修困难。
在焊接质量要求高或焊接2mm以下薄钢件、有色金属、铸铁和特殊钢件时,宜用直流弧焊机。
手工电弧焊常用的工具有:1.电焊钳又称焊把,是用以夹持焊条、传导电流的工具。
有300A、500A 两种规格。
2.面罩和护目镜是防止焊接飞溅、弧光及高温对焊工面部及颈部灼伤的一种工具。
手工电弧焊安全技术(一)一、手工电弧焊基本原理和安全特点手工电弧焊是利用焊条与工件间产生的电弧热将焊条和工件加热熔化而进行的焊接。
这种焊接方法可在室内、野外、高空等各种场合下进行。
它的设备简单,容易维护,焊钳小,使用灵活,广泛适应于各种黑色金属和有色金属的焊接。
手工电弧焊的主回路如图1所示。
图1手工电弧焊主回路示意图1-电焊机2-<电缆3排钳4楫条5傥弧6二件7-M线(一)焊接电弧的性质焊接电弧是在加有一定电压的电极和焊件之间产生的一种长时间而有力的气体放电现象。
电焊条和焊件就是电极,产生电弧的操作称引弧。
通常是采用接触引弧,即先将电焊条与工件接触,然后迅速分离1~3mm,电流通过接触点产生很大的电阻热,此时在高温和电场发射等的作用下,促使两极间的气体发生剧烈电离,而形成电弧。
电弧引燃后,弧柱中充满高温电离气体,发出大量的热。
其发热量与焊接电压和电流的乘积成正比,即电流越大,产生的热量越多。
电弧的各部位产生的热量不同,因而各部位的温度也不同,弧柱中心温度最高可达6000C 以上,两电极的温度可达2100~2300C。
焊接就是利用这些热量加热和熔化金属。
开始引弧时,为加强气体的电离作用,电极间必须有较高的电压,以便传递具有较大动能的电子,这个电压称为空载电压,直流电焊机一般为55~90V,交流电焊机60~80V。
当气隙正常地受热被电离时,所需电压就可低一些。
为使电弧保持连续而稳定,两极间的电压也要保持一定,一般为16~35V,这个电压称为工作电压。
(二)焊接设备手工电弧焊的设备包括电源及控制、调节机构。
1.电源供给电弧焊的电源可以是直流的,也可以是交流的。
为了引燃电弧和保持电弧稳定,保证正常地焊接,电源必须满足以下基本要求:(1)空载电压值应保证顺利地引燃电弧(2)焊接电流应可调,以满足焊接不同材料、厚度的工件所需要电流的大小。
(3)保证工作安全。
2.常用的电焊电源(1)交流电焊机它也叫交流电焊变压器。