00 起重运输机金属结构 电子教案 章节目录 21页
- 格式:pdf
- 大小:481.47 KB
- 文档页数:21
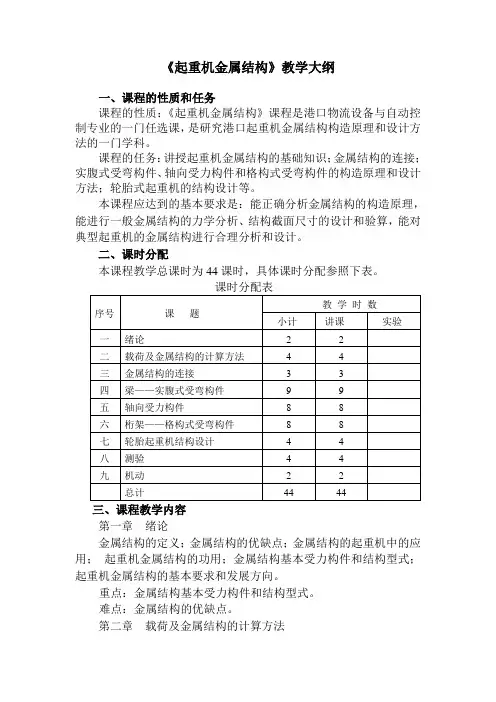
《起重机金属结构》教学大纲一、课程的性质和任务课程的性质:《起重机金属结构》课程是港口物流设备与自动控制专业的一门任选课,是研究港口起重机金属结构构造原理和设计方法的一门学科。
课程的任务:讲授起重机金属结构的基础知识;金属结构的连接;实腹式受弯构件、轴向受力构件和格构式受弯构件的构造原理和设计方法;轮胎式起重机的结构设计等。
本课程应达到的基本要求是:能正确分析金属结构的构造原理,能进行一般金属结构的力学分析、结构截面尺寸的设计和验算,能对典型起重机的金属结构进行合理分析和设计。
二、课时分配本课程教学总课时为44课时,具体课时分配参照下表。
三、课程教学内容第一章绪论金属结构的定义;金属结构的优缺点;金属结构的起重机中的应用;起重机金属结构的功用;金属结构基本受力构件和结构型式;起重机金属结构的基本要求和发展方向。
重点:金属结构基本受力构件和结构型式。
难点:金属结构的优缺点。
第二章载荷及金属结构的计算方法载荷;载荷的计算和组合;静强度计算;疲劳强度计算;整体稳定性计算;局部稳定性计算;刚性计算。
重点:静强度计算。
难点:疲劳强度计算。
第三章金属结构的连接连接的方法;焊接接头的静强度计算;提高焊接接头疲劳强度的措施;螺栓连接;销轴连接。
重点:焊接接头的静强度计算。
难点:焊接接头的静强度计算。
第四章梁——实腹式受弯构件实腹式受弯构件概述;型钢梁的设计;组合梁的截面尺寸;组合梁的强度、刚性验算;梁的整体稳定性;组合梁的局部稳定性;加劲肋的种类及构造要求。
重点:型钢梁的设计;梁的整体稳定性;组合梁的局部稳定性难点:加劲肋的种类及构造要求。
第五章轴向受轴构件轴向受力构件概述;轴向受力构件的设计计算;实腹式柱的设计计算;格构式柱的设计计算;变截面柱的设计计算。
重点:轴向受力构件的设计计算。
难点:格构式柱的设计计算。
第六章桁架——格构式受弯构件桁架的构造特点和应用;桁架的外形和腹杆体系;桁架主要参数的选择;桁架杆件的内力计算;桁架杆件的计算长度和许用长细比;桁架杆件的截面设计;桁架节点的设计;重点:桁架杆件的截面设计。
《金属结构》课程设计说明书专业:起重运输机械设计与制造班级:起机101班姓名:韩艳伟学号:100125145指导教师:安林超日期:2012年10月《金属结构》课程设计任务指导书一、课程设计的目的与要求1.教学目的金属结构是起重运输机械专业的一门专业核心课程,是培养学生从事起重运输机械产品设计的基石,利用现代设计理论与方法进行设计分析是拓展学生设计能力的重要手段。
根据教学大纲安排,《金属结构》课程设计是为了帮助学生进一步理解、掌握和深化课堂教学的内容,配合专业课程,作为加强基本技能训练和生产实践相结合的教学环节。
2.教学要求要求学生通过课程设计,综合运用所学的基础理论和专业知识,计算出由具体工况下金属金属结构所承受的各种载荷,根据计算出的载荷设计起重机的主梁、端梁、支腿的尺寸及其连接方案,并撰写符合要求的设计说明书。
二、课程设计的内容1.课程设计题目的选择某厂加工车间使用的电动双梁吊钩桥式起重机金属结构设计计算。
(学号相邻的3人一组)3.设计内容(1)对给出的起重机工况做详细分析。
了解原始数据,并对起重机金属结构受载荷进行初步分析。
(2)详细计算金属结构所承受的各种载荷,并按实际最不利工况的进行合理的载荷组合。
(3)主梁设计。
根据主梁所承受的载荷,确定主梁截面型式,计算主梁截面尺寸和长度,需要加加劲肋的,设计加劲肋的尺寸及布置方案。
(4)端梁设计。
根据端梁所承受的载荷,确定端梁截面型式、截面尺寸及端梁长度。
(5)连接方案设计。
根据传递载荷的性质和大小,设计出经济、合理的主梁和端梁的连接方案。
(6)根据已经设计出来的尺寸,绘制出金属结构的装配总图和主梁、端梁、连接部分的零件图,装配图和零件图的尺寸和技术要求要完整、正确。
(7)撰写符合要求的设计说明书。
(8)用三维造型软件绘制出金属结构三维实体图。
三、设计要求1.设计中深入研究现有的资料和机构特点,充分利用国家标准规范。
2.注意机构设计的合理性,即根据其计算得出的主要尺寸和选择的标准件,确定起升机构和运行机构。
尚戚级别: 技工精华: 0发帖: 217威望: 7 点金钱: 249 机械币贡献值: 0 点注册时间:2006-04-23最后登录:2010-03-28小中大复制?说一说你学的起重机钢结构教材(转自中华钢结构论坛)管理提醒:本帖被蜘蛛侠从重型机械装备移动到本区(2008-01-11)图片:【写在转帖之前的话。
本贴的相关内容都是转自中华钢结构论坛,版权归原作者所有,原帖地址为:。
之前有仁兄把这个帖子打包了,我觉得各位同仁都能来讨论一下也是很有意思的事情,正如帖子的发起人sepco123所言,顺便也想知道大家的想法。
】? ? sepco123? ? ? 2006-6-20 13:35?? ? ? ? 对于搞专业技术的人员来说,大学里学习的专业课都是我们的启蒙教材,搞起重机这一行也不例外。
大学里学习的教材一般都是由代课的教师自己选择的,有一些还是代课老师自己编写的,这就要看老师的爱好了。
有一些学校也有自己的传统,不过,总的来说,当学生的是没有选择的权利的,你只有接受。
? ? 如果学东西,我喜欢选择大学教材,其好处就不必多说了,那么针对起重机钢结构来说,大学的教材有很多,有的学校选用专门的起重机钢结构教材,而有的则选择和工民建专业一样的钢结构教材,正是五花八门,有的说这个好,有的说那个也不差。
? ? 我有机会接触了几本不同时期、不同版本的起重机钢结构教材,可能是自身的原因吧,看完后体会自是不同,因此想在这里说说,顺便也想知道大家的想法,首先声明的是,我们这些小辈们绝对没有对编写这些教材的大师们不敬的意思,正如去饭店吃饭,我们可以说这道菜不好吃,并不代表这道菜对于别人也不好吃,更不代表我的厨技比厨师强。
? ? sepco123? ? ? 2006-6-20 14:17?? ? ? 一、《金属结构》徐克晋1982年第一版机械工业出版社? ? ? 看到这个封面,相信许多起重机专业毕业的老一辈都很熟悉,它的影响力是建国后所有起重机钢结构教材中最深远的,书中的一些设计方法简单实用,至今还有很多人把它作为起重机钢结构设计的必备参考,至于把它作为参考书目那更是多不胜数了。
![[工学]第四章 起重运输机金属结构的连接](https://uimg.taocdn.com/010ed7fe6f1aff00bed51e44.webp)
第四章起重运输机金属结构的连接起重运输机金属结构一般由若干杆件组成,杆件由钢板和型钢等构成,各杆件之间以及组成杆件的各钢板和型钢之间都必须用某种方式加以连接,使各组成部分形成整体而共同工作。
经验证明,起重机金属结构的不少事故是发生在连接处,而连接处的加固比构件的加固更为困难,因此连接是金属结构的重要环节,必须对金属结构连接设计给予足够的重视。
起重运输机金属结构常用的连接方法有:铆接、焊接、螺栓连接和销轴连接等,其中焊接是目前起重机金属结构的主要连接方法。
由于铆接具有工艺复杂、费工费料、削弱杆件的截面等缺点,随着焊接技术的不断发展和完善,在起重机金属结构中焊接已逐渐取代了铆接。
因此,本章不再介绍铆接的构造和计算。
第一节焊接连接焊接是20世纪初发展起来的新技术。
焊接具有省工省料、不削弱杆件截面,易于采用自动化作业,并可用于复杂形状构件的连接等优点,焊接的缺点是质量检验费事、连接的刚度大,在内应力影响下容易引起结构的残余变形。
焊接构件的厚度:对于碳素钢一般不超过40mm;对于低合金钢一般不超过30mm。
现代起重机金属结构所采用的焊接主要是电焊和气焊两类。
电焊分为电弧焊、电阻焊(焊薄钢板)和电渣焊(焊厚度和截面较大的构件),其中以电弧焊应用最广。
气焊主要用于焊薄钢板。
一、焊接接头的型式连接两块板件的焊接接头主要有三种型式,即对接、搭接和顶接(T字形接头和角接头统称顶接),如图4-1。
传递轴力的构件通常用对接接头或搭接接头;主要承受弯曲的组合箱形截面构件通常用顶接。
在接头设计时应避免焊缝立体交叉和在一处焊缝大量集中,同时焊缝应尽可能对称于构件的重心布置,尽量采用较小的焊缝尺寸。
图4-1 焊接接头型式(a) 对接;(b) 搭接;(c) T字形接头;(d) 角接头。
二、焊缝的种类及构造起重机金属结构中主要采用对接焊缝和角焊缝两种,槽焊缝和电焊铆钉极少用。
对接焊缝在对接、顶接中都有应用,其特点是板边要刨削加工成各种形状的坡口。
第二章 起重运输机金属结构的材料第一节 起重运输机金属结构常用材料的分类和性能金属结构是起重运输机的重要组成部分之一。
金属结构材料的选用直接关系到起重运输机的工作是否安全、经济。
起重运输机的工作非常繁重,经常承受变化的动力载荷和冲击载荷,而且工作环境一般较差,因此,要求金属结构的材料有较高的强度和耐久限,材质均匀而且有良好的塑性;当起重运输机金属结构在低温下工作时,材料还必须有足够的冲击韧性)/(2cm m N a K 和断裂韧性)/(23mm N K lc ;由于起重运输机金属结构多采用焊接结构,故要求材料具有良好的可焊性。
此外,还要求起重运输机金属结构的材料有较好的时效性和防腐性。
目前,起重运输机金属结构主要构件所用的材料有普通碳素钢、优质碳素结构钢、普通低合金钢、合金结构钢。
金属结构的支座常用铸钢。
金属结构的联接分为焊接和螺栓联接二大类。
焊条或焊丝型号应与主体金属强度相适应,对工作级别高、承受动载的结构焊缝,必须保证焊条或焊丝材料有足够的韧性和塑性。
螺栓联接的常用材料应符合GB3098-82《紧固件机械性能》的规定。
手工焊时,焊条应符合GB5117-85碳钢焊条要求。
使用埋弧自动焊时,应采用能保证焊缝性能与主体金属材料性能相同的焊丝及对应的焊剂。
采用气体保护焊时应选用保证焊缝质量与主体金属材料性能相似的实心焊丝或药芯焊丝。
焊接碳素钢和低合金结构钢时,可采用二氧化碳(CO 2)气体保护焊。
金属结构常用焊条,焊丝及焊剂可参见表2-1(a )普通螺栓联接采用碳素结构钢或优质碳素结构钢为材料。
在常温下(-20℃以上)工作的起重机采用铰制孔的螺栓和螺母,可使用Q235碳素结构钢。
在-20℃以下工作时,应选用20号优质碳素结构钢为螺栓螺母材料。
铰制孔的螺栓可用20号优质碳素结构钢制作,螺母材料可用Q235碳素结 构钢,对于承载大的重要螺栓联接宜采用35号或45号优质碳素结构钢,并经调质处理。
表2-1(a) 起重机金属结构常用焊条、焊丝及焊剂高强度螺栓联接根据其使用场合采取不同的材料。
一、课程名称1.中文名称结构力学与金属结构2.英文名称 Structural Analysis & Metal Structure (2)3.课程号 21218010二、学时总学时54学时其中:授课50学时实验4学时三、考核方式(考试或考查)考查四、适用专业机械设计与制造专业五、课程简介(200字以内)本课程讲述起重机械金属结构的构造特点、设计理论和设计方法。
本课程全面贯彻现行的《起重机设计规范》(GB3811-83),并介绍近年来国内外在金属结构设计理论方面的一些最新科研成果。
课程重点突出,内容精炼,基本理论阐述透彻,理论联系实际。
六、本门课程在教学计划中的地位、作用和任务本课程是本专业的主要专业课程之一,属于应用科学的范畴。
本课程要求学生综合应用以前所学过的基础理论知识,如物理学、理论力学、材料力学、结构力学、金属工艺学、起重机械及制图学等(有时还涉及到未学过的理论和方法,如弹性理论、结构疲劳、和结构优化方法等)来解决起重机械金属结构的设计计算和实际结构的处理等问题。
作为一门工程专业课程,与其他专业课程一样,它是与基础理论以及现代化的生产方式(新工艺、新设备、新材料等)密切相联系的,因此,这门课程的显著特点就是:计算理论的科学性和设计制造工艺的实践性密切结合,相辅相成。
七、课程内容和教学要求1、内容:绪论(2学时)金属结构的发展史*;金属结构在起重机中的作用和重要地位*;起重机金属结构的主要型式和基本组成结构;设计起重机金属结构的基本要求。
第一章金属结构的计算(6学时)金属结构对材料的要求和常用材料*;钢材的机械性能和加工性能;影响钢材性能的因素,结构钢的分类、标志代号和特性;钢材的选择原则;各种扎制钢材规格*。
第二章载荷及金属结构设计计算准则(6学时)许用应力法和极限状态法;静强度设计准则;结构的疲劳损伤积累理论的基本概念;起重机结构的工作级别、疲劳基本许用应力和疲劳许用应力;结构疲劳强度设计准则;两类性质不同的稳定性问题的基本特点;静态刚性和动态刚性的设计准则。