助焊剂常见问题与分析
- 格式:pdf
- 大小:118.70 KB
- 文档页数:4
助焊剂短路报告概述助焊剂是电子产品制造中常用的一种材料,它具有提高焊接质量和效率的作用。
然而,助焊剂在使用过程中可能会出现短路的问题,本报告详细分析了助焊剂短路的原因、影响以及预防措施。
助焊剂短路的原因助焊剂短路是指在焊接过程中,助焊剂未能完全被清洗或去除,残留在焊接区域,导致电路短路的现象。
以下列举了助焊剂短路的几个主要原因:1.清洗不彻底:助焊剂在焊接后需要进行清洗,如果清洗不彻底,残留的助焊剂会造成短路。
常见的情况是清洗过程中使用的清洗剂不够强力,无法完全去除助焊剂。
2.施焊不当:在焊接过程中,如果施焊过多、过于浓厚,助焊剂的残余量就会较大,增加了发生短路的风险。
3.助焊剂品质问题:助焊剂的品质不合格也会导致短路的发生。
助焊剂中可能存在着导电物质,或者助焊剂化学成分不稳定,容易在焊接后产生导电的残留物。
助焊剂短路的影响助焊剂短路会对电子产品的性能和可靠性产生一系列负面影响,包括但不限于以下几个方面:1.降低产品质量:助焊剂短路会导致产品线路短路,从而影响产品的正常功能和性能。
如果产品中存在多个短路点,可能导致整个产品失效。
2.热失控:短路点具有较低的电阻,当电流通过短路点时,会产生大量的热量。
如果短路点处于高温环境或电流较大的情况下,可能产生热失控,引发火灾等严重后果。
3.损坏其他元器件:助焊剂短路点的高温和电流可能会对其他电子元器件造成损坏,导致整个电路板的失效。
4.修复困难:一旦发生助焊剂短路,修复的成本和难度都会相对较大。
清洗助焊剂需要对焊接区域进行精细的操作,如果清洗不彻底,可能会造成二次短路。
助焊剂短路的预防措施为了避免助焊剂短路的问题,可以采用以下预防措施:1.检查助焊剂的品质:在使用助焊剂前,首先要检查其质量是否合格。
购买助焊剂时,最好选择有证书的正规生产厂家的产品,以减少助焊剂短路的风险。
2.进行适当的清洗:在焊接后,必须对焊接区域进行适当的清洗,以确保助焊剂残留量达到要求。
助焊剂常见问题与分析应对助焊剂常见问题与分析应对by:tiger.dong一、焊后PCB板面残留物多,较不干净:1.焊接前未预热或预热温度过低(浸焊时,时间太短)。
2.走板速度太快(助焊剂未能充分挥发)。
3.锡炉温度不够。
4.锡液中加了防氧化剂或防氧化油造成的。
5.助焊剂涂布太多。
6.元件脚和板孔不成比例(孔太大)使助焊剂上升。
9.助焊剂使用过程中,较长时间未添加稀释剂。
二、易燃:1.波峰炉本身没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
2.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
3.PCB上胶条太多,把胶条引燃了。
4.走板速度太快(F助焊剂未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。
5.工艺问题(PCB板材不好同时发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑)1\预热不充分(预热温度低,走板速度快)造成助焊剂残留多,有害物残留太多)。
2\使用需要清洗的助焊剂,焊完后未清洗或未及时清洗。
四、电源流通,易漏电(绝缘性不好)1.PCB设计不合理,布线太近等。
2.PCB阻焊膜质量不好,容易导电。
五、漏焊,虚焊,连焊1.助焊剂涂布的量太少或不均匀。
2.部分焊盘或焊脚氧化严重。
3.PCB布线不合理(元零件分布不合理)。
4.发泡管堵塞,发泡不均匀,造成FLUX在PCB上涂布不均匀。
5.手浸锡时操作方法不当。
6.链条倾角不合理。
7.波峰不平。
六、焊点太亮或焊点不亮1.可通过选择光亮型或消光型的助焊剂来解决此问题);2.所用锡不好(如:锡含量太低等)。
七、短路1)锡液造成短路:A、发生了连焊但未检出。
B、锡液未达到正常工作温度,焊点间有“锡丝”搭桥。
C、焊点间有细微锡珠搭桥。
D、发生了连焊即架桥。
2)PCB的问题:如:PCB本身阻焊膜脱落造成短路八、烟大,味大:1.助焊剂本身的问题A、树脂:如果用普通树脂烟气较大B、溶剂:这里指FLUX所用溶剂的气味或刺激性气味可能较大C、活化剂:烟雾大、且有刺激性气味2.排风系统不完善九、飞溅、锡珠:1)工艺A、预热温度低(FLUX溶剂未完全挥发)B、走板速度快未达到预热效果C、链条倾角不好,锡液与PCB间有气泡,气泡爆裂后产生锡珠D、手浸锡时操作方法不当E、工作环境潮湿2)P C B板的问题A、板面潮湿,未经完全预热,或有水分产生B、PCB跑气的孔设计不合理,造成PCB与锡液间窝气C、PCB设计不合理,零件脚太密集造成窝气十、上锡不好,焊点不饱满1.使用的是双波峰工艺,一次过锡时助焊剂中的有效分已完全挥发2.走板速度过慢,使预热温度过高3.助焊剂涂布的不均匀。
焊料不足 产生原因 预防对策PCB 预热和焊接温度太高,使熔融焊料的黏度过低. 预热温度在90-130℃,有较多贴装元器件时温度取上限;锡波温度为250±5℃,焊接时间3-5s.插装孔的孔径过大,焊料从孔中流出. 插装孔的孔径比引脚直径0.15-0.4mm(细引脚取下限,粗引脚取上限).细引线大焊盘,焊料被拉到焊盘上,使焊点干瘪. 焊盘设计要符合波峰焊要求.金属化孔质量差或助焊剂流入孔中. 反映给印制板加工厂,提高加工质量.波峰高度不够.不能使印制板对焊料产生压力,不利于上锡. 波峰高度一般控制在印制板厚度的23处.印制板爬坡角度偏小,不利于焊剂排气. 印制板爬坡角度为3-7°焊料过多焊接温度过低或传送带速度过快,使熔融焊料的黏度过大. 锡波温度为250±5℃,焊接时间3-5s.PCB 预热温度过低,由于PCB 与元器件温度偏低,焊接时原件与PCB 吸热,使实际焊接温度降低. 根据PCB 尺寸,是否多层板,元器件多少,有无贴装元器件等设置预热温度. 焊剂活性差或比重过小. 更换焊剂或调整适当的比重.焊盘、插装孔、引脚可焊性差. 提高印制板加工质量,元器件先到先用,不要存放在潮湿环境中.焊料中锡的比例减小,或焊料中杂质成分过高(CU<0.08%),使熔融焊料的黏度增加,流动性变差. 锡的比例<61.4%时,可适量添加一些纯锡,杂质过高时应更换焊料.焊料残渣太多. 每天结束工作后应清理残渣.焊点拉尖PCB 预热温度过低,由于PCB 与元器件温度偏低,焊接时原件与PCB 吸热,使实际焊接温度降低. 根据PCB 尺寸,是否多层板,元器件多少,有无贴装元器件等设置预热温度.焊接温度过低或传送带速度过快,使熔融焊料的黏度过大. 锡波温度为250±5℃,焊接时间3-5s.温度略低时,传送带速度应调慢一些.电磁泵波峰焊机的波峰高度太高或引脚过长,使引脚底部不能与波峰接触.因为电磁泵波峰焊机是空心波,空心波的厚度为4-5mm 左右. 波峰高度一般控制在印制板厚度的23处.插装元器件引脚成形要求原件引脚露出印制板焊接面0.8-3mm.助焊剂活性差 更换助焊剂.插装元器件引线直径与插装孔的孔径比例不正确,插装孔过大,大焊盘吸热量达. 插装孔的孔径比引脚直径0.15-0.4mm(细引脚取下限,粗引脚取上限).焊点桥接或短路PCB 设计不合理,焊盘间距过窄. 符合DFM 设计要求.插装元器件引脚不规则或插装歪斜,焊接前引脚之间已经接近或已经碰上. 插装元器件引脚应根据印制板的孔径及装配要求进行成形,如采用短插一次焊工艺,要求原件引脚露出印制板焊接面0.8-3mm,插装时要求元件体端正.PCB 预热温度过低,由于PCB 与元器件温度偏低,焊接时原件与PCB 吸热,使实际焊接温度降低. 根据PCB 尺寸,是否多层板,元器件多少,有无贴装元器件等设置预热温度.焊接温度过低或传送带速度过快,使熔融焊料的黏度过大. 锡波温度为250±5℃,焊接时间3-5s.温度略低时,传送带速度应调慢一些.助焊剂活性差. 更换助焊剂.润湿不良、漏焊、虚焊元器件焊端,引脚,印制板得焊盘氧化或污染,或印制板受潮. 元器件先到先用,不要存放在潮湿环境中,不要超过规定的使用日期.对印制板进行清洗和去潮处理.片式元件端头金属电极附着力差或采用单层电极,在焊接温度下产生脱帽现象. 表面贴装元器件波峰焊时采用三层端头结构,能经受两次以上260℃波峰焊温度冲击.PCB设计不合理,波峰焊时阴影效应造成漏焊. 符合DFM设计要求PCB翘曲,使PCB翘起位置与波峰接触不良. PCB翘曲度小于0.8-1.0%传送带两侧不平行,使PCB与波峰接触不平行. 调整水平.波峰不平滑,波峰两侧高度不平行,尤其电磁泵波峰焊机的锡波喷口如果被氧化物堵塞时,会使波峰出现锯齿形,容易造成漏焊,虚焊. 清理锡波喷嘴.助焊剂活性差,造成润湿不良. 更换助焊剂.PCB预热温度太高,使助焊剂碳化,失去活性,造成润湿不良. 设置恰当的预热温度焊料球PCB预热温度过低或预热时间过短,助焊剂中的溶剂和水分没有挥发掉,焊接时造成焊料飞溅. 提高预热温度或延长预热时间.元器件焊端,引脚,印制板得焊盘氧化或污染,或印制板受潮. 元器件先到先用,不要存放在潮湿环境中,不要超过规定的使用日期.对印制板进行清洗和去潮处理.气孔元器件焊端,引脚,印制板得焊盘氧化或污染,或印制板受潮. 元器件先到先用,不要存放在潮湿环境中,不要超过规定的使用日期.对印制板进行清洗和去潮处理.焊料杂质超标,AL含量过高,会使焊点多空. 更换焊料.焊料表面氧化物,残渣,污染严重. 每天结束工作后应清理残渣.印制板爬坡角度偏小,不利于焊剂排气. 印制板爬坡角度为3-7°波峰高度过低,不利于排气. 波峰高度一般控制在印制板厚度的23处.冷焊由于传送带震动,冷却时受到外力影响,使焊锡紊乱. 检查电机是否有故障,检查电压是否稳定.传送带是否有异物.焊接温度过低或传送带速度过快,使熔融焊料的黏度过大.使焊点表面发皱. 锡波温度为250±5℃,焊接时间3-5s.温度略低时,传送带速度应调慢一些.锡丝PCB预热温度过低,由于PCB与元器件温度偏低,与波峰接触时溅出的焊料贴在PCB表面而形成. 提高预热温度或延长预热时间.印制板受潮. 对印制板进行去潮处理.阻焊膜粗糙,厚度不均匀. 提高印制板加工质量.一、焊后PCB板面残留多板子脏:1.焊接前未预热或预热温度过低(浸焊时,时间太短)。
线材助焊剂常见问题与解决办法很多连接器生产厂商在线材镀锡时常存在以下问题:1.上锡速度慢;2.助焊剂挥发太快3.焊后线材表面不干净;4.焊后发黑,甚至发绿,严重氧化.查其原因,有以下几方面:一.锡含量低,含铅量高;二.助焊剂活性不够;三.助焊剂含固量太高;四.助焊剂酸性太强,腐蚀后氧化,使表面发黑.本公司生产的线材专用助焊剂,具有上锡速度快,极低挥发,焊后线材表面非常干净;焊点光亮,长时间抗氧化在什么情况下镀锡铜线材用助焊剂上锡后会发生氧化1、助焊剂首先要选择固体含量少的,无色透明的、酸值较小的;2、从理论上来看就是镀锡铜线材与助焊剂发生了氧化,这种原因就是由于酸与金属产生的化学反应生成了另一2、锡线的选择,不知是你是有铅还是无铅?如果有铅的一定要选择高度数的锡,如63/37 60/40之类的锡,不然,长时间抗氧化的特点的化学反应生成了另一种东西,通常说是氧化或腐蚀,这种情况在目前来说没有一家供应商能三两次就能试样合格,因为这7 60/40之类的锡,不然很难保证其光亮度。
无铅的就要选择高温一些的锡,高亮度的锡,这样易于抗氧化。
就能试样合格,因为这关系到线材本身的质量,另外就是你们鱼熊掌都想兼得是很贪心的想法,因为上锡好的助焊剂他就是上锡好的助焊剂他就是强酸值的,反之则相反。
如果是纯铜就好办很多,呵呵,解决的方法去试:A,试着叫供应商做些弱性的试着叫供应商做些弱性的助焊剂来试,选择到最佳的状态助焊剂,这当然也要有时间,就是要试多几次,另外就是价格本身,次,另外就是价格本身,因为线材本身用助焊剂不多,如果没有价格供应商是没心思去研究的;B、在浸线的同时按照小量的在浸线的同时按照小量的去浸锡,如以前是1000一浸的,现在改为500/300/200来浸锡然后将线材分摊开来凉干后再包装成原摊开来凉干后再包装成原样。
这样可以分解一些助焊剂的残留物。
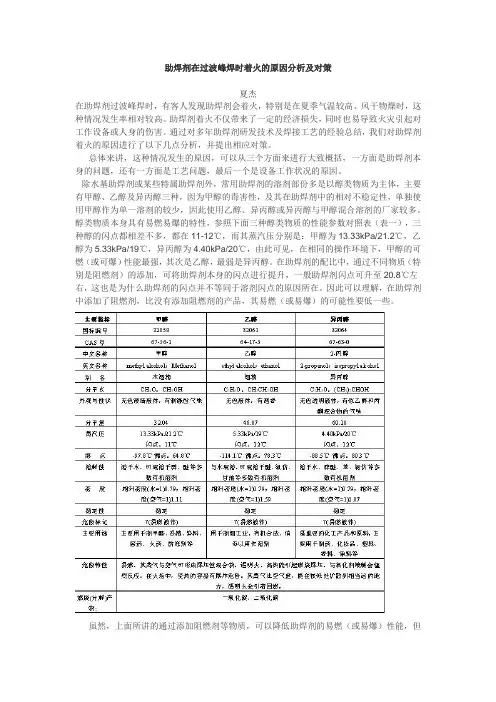
助焊剂在过波峰焊时着火的原因分析及对策夏杰在助焊剂过波峰焊时,有客人发现助焊剂会着火,特别是在夏季气温较高、风干物燥时,这种情况发生率相对较高。
助焊剂着火不仅带来了一定的经济损失,同时也易导致火灾引起对工作设备或人身的伤害。
通过对多年助焊剂研发技术及焊接工艺的经验总结,我们对助焊剂着火的原因进行了以下几点分析,并提出相应对策。
总体来讲,这种情况发生的原因,可以从三个方面来进行大致概括,一方面是助焊剂本身的问题,还有一方面是工艺问题,最后一个是设备工作状况的原因。
除水基助焊剂或某些特属助焊剂外,常用助焊剂的溶剂部份多是以醇类物质为主体,主要有甲醇、乙醇及异丙醇三种,因为甲醇的毒害性,及其在助焊剂中的相对不稳定性,单独使用甲醇作为单一溶剂的较少,因此使用乙醇、异丙醇或异丙醇与甲醇混合溶剂的厂家较多。
醇类物质本身具有易燃易爆的特性,参照下面三种醇类物质的性能参数对照表(表一),三种醇的闪点都相差不多,都在11-12℃,而其蒸汽压分别是:甲醇为13.33kPa/21.2℃,乙醇为5.33kPa/19℃,异丙醇为4.40kPa/20℃,由此可见,在相同的操作环境下,甲醇的可燃(或可爆)性能最强,其次是乙醇,最弱是异丙醇。
在助焊剂的配比中,通过不同物质(特别是阻燃剂)的添加,可将助焊剂本身的闪点进行提升,一般助焊剂闪点可升至20.8℃左右,这也是为什么助焊剂的闪点并不等同于溶剂闪点的原因所在。
因此可以理解,在助焊剂中添加了阻燃剂,比没有添加阻燃剂的产品,其易燃(或易爆)的可能性要低一些。
虽然,上面所讲的通过添加阻燃剂等物质,可以降低助焊剂的易燃(或易爆)性能,但是,并不是添加了阻燃剂助焊剂就不易燃(或不易爆)了,只是相对于未添加阻燃剂的助焊剂来讲可燃(或可爆)的程度要低一些而已。
所以,助焊剂本身还是属于易燃(易爆)品。
这样,就要求我们的使用者在使用助焊剂时,应特别注意远离明火,并消除各种可能引起助焊剂燃(爆)的隐患。
助焊剂析出结晶物的原因一、引言助焊剂是电子制造中必不可少的材料之一,它能够提高焊接质量,减少焊接缺陷,提高生产效率。
然而,在使用助焊剂的过程中,我们经常会发现助焊剂析出结晶物的现象。
那么,这种现象是什么原因引起的呢?二、什么是助焊剂析出结晶物?助焊剂析出结晶物指的是在使用助焊剂时,助焊剂中的某些成分会在表面或者内部形成结晶状物质。
这些结晶物质会影响到电子元器件的性能和寿命。
三、为什么会发生助焊剂析出结晶物?1. 助焊剂成分不合适当助焊剂成分不合适时,就容易导致助焊剂析出结晶物。
例如,在使用过程中添加了过多的活性氯化合物或者其他材料时,就会导致析出现象。
2. 清洗不彻底如果在制造电子产品时清洗不彻底,残留的溶液或者水分就很容易与助焊剂反应,形成结晶物质。
3. 焊接温度不合适如果焊接温度过高或者过低,就会导致助焊剂中的某些成分析出。
例如,在高温下,助焊剂中的某些成分会发生化学反应,形成氯化物、硫酸盐等物质,从而导致析出现象。
4. 储存条件不当如果助焊剂储存条件不当,例如受潮、暴露在阳光下或者长时间存放在高温环境中,就会导致助焊剂中的某些成分析出。
四、如何防止助焊剂析出结晶物?1. 选择合适的助焊剂在使用助焊剂时,应该选择符合要求的产品。
需要根据电子产品的制造工艺和使用环境来选择相应的助焊剂。
2. 清洗彻底在制造电子产品时需要对材料进行清洗,并保证清洗彻底。
特别是对于一些难以清洗干净的材料,需要采取更加严格的措施来确保清洗效果。
3. 控制焊接温度需要根据电子产品的制造工艺和使用环境来控制焊接温度。
如果焊接温度过高或者过低,都会导致助焊剂析出结晶物。
4. 储存条件助焊剂在储存时需要注意保持干燥、防潮、防晒等条件。
需要在适宜的温度和湿度下存放。
五、结论助焊剂析出结晶物是电子制造中常见的问题之一,它会影响到电子产品的性能和寿命。
要防止助焊剂析出结晶物,需要选择合适的助焊剂、清洗彻底、控制焊接温度和储存条件。
助焊剂应用常见问题与相应解决对策助焊剂的种类较多,根据是否环保可分为无铅助焊剂和有铅助焊剂;根据应用领域可分为铜焊助焊剂、不锈钢助焊剂、铝助焊剂、铝铜异种材料助焊剂以及难焊材料助焊剂等;根据钎焊温度的高低分为软钎焊助焊剂和硬钎焊助焊剂。
一、焊后PCB板面残留多板子脏:1、焊接前未预热或预热温度过低(浸焊时,时间太短)。
2、走板速度太快(助焊剂未能充分挥发)。
3、锡炉温度不够。
4、锡液中加了防氧化剂或防氧化油造成的。
5、助焊剂涂布太多。
6、组件脚和板孔不成比例(孔太大)使助焊剂上升。
7、助焊剂使用过程中,较长时间未添加稀释剂。
二、着火:1、波峰炉本身没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
2、风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
3、PCB上胶条太多,把胶条引燃了。
4、走板速度太快(助焊剂未完全挥发,助焊剂滴下)或太慢(造成板面热温度太高)。
5、工艺问题(PCB板材不好同时发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑)1、预热不充分(预热温度低,走板速度快)造成助焊剂残留多,有害物残留太多)。
2、使用需要清洗的助焊剂,焊完后未清洗或未及时清洗。
四、连电,漏电(绝缘性不好)1、PCB设计不合理,布线太近等。
2、PCB阻焊膜质量不好,容易导电。
五、漏焊,虚焊,连焊1、助焊剂涂布的量太少或不均匀。
2、部分焊盘或焊脚氧化严重。
3、PCB布线不合理(元零件分布不合理)。
4、发泡管堵塞,发泡不均匀,造成助焊剂在PCB上涂布不均匀。
5、手浸锡时操作方法不当。
6、链条倾角不合理。
7、波峰不平。
六、焊点太亮或焊点不亮1、可通过选择光亮型或消光型的助焊剂来解决此问题)。
2、所用锡不好(如:锡含量太低等)。
七、短路1、锡液造成短路:1)发生了连焊但未检出。
2)锡液未达到正常工作温度,焊点间有“锡丝”搭桥。
3)焊点间有细微锡珠搭桥。
4)发生了连焊即架桥。
2、PCB的问题:如:PCB本身阻焊膜脱落造成短路。
问题一:清洗后PCB板面发白
导致这种情况的原因可能是以下几点:
1.焊接用的助焊剂时不可清洗型;
2.清洗剂使用过脏;
3.PCB板预涂料的助焊剂与现用助焊剂发不溶物
解决办法:
1.换位清洗型助焊剂
2.更换新的清洗剂,并注意经常更换,保持清洗剂的活性
3.调整清洗剂的清洗性
问题二:清洗后贴片IC脚有残留物
导致这种问题的可能原因:
1.贴片使用的锡膏不可清洗
2.超声波清洗时间不够
3.清洗剂使用过脏
解决办法:
1.换用可清洗型锡膏
2.适当增加超声波的清洗时间
3.换用新清洗剂,保持清洗剂的清洗力
问题三:清洗后IC脚发黑
导致这种情况的原因可能:
1.脱锡助焊剂含过量卤素
2.锡膏产生腐蚀,造成引脚氧化
解决办法:
1.使用无卤素或专用助焊剂脱IC锡
2.更滑低腐蚀性锡膏
问题四:清洗后PCB板面发话,有水纹残留
导致这种情况的原因可能:
1.清洗剂使用时间过长
2.清洗剂中含有过量的水
3.清洗后再干燥过程中有空气水分,冷凝造成污染
解决办法:
1.注意更换清洗剂的频率
2.检查水的来源,同事检查超声波、清洗机的水分离器
3.尽量避免空气中的水分的影响。

助焊剂的改善措施
助焊剂的改善措施可以包括以下几个方面:
1. 增强助焊剂的活性:通过改变助焊剂的配方、控制制备工艺等方式,增强助焊剂的活性和吸附能力,提高焊接过程的可靠性和焊点的质量。
2. 优化助焊剂的化学成分:选择更加环保和符合相关标准的化学成分,减少或替代对环境和健康有害的物质,提高助焊剂的安全性。
3. 提高助焊剂的稳定性:优化助焊剂的配方和制备工艺,使其具有更好的耐高温、耐湿热、耐氧化等性能,延长助焊剂的使用寿命。
4. 减少助焊剂使用量:通过改进焊接工艺、优化助焊剂的涂布方式和使用方法等方式,减少助焊剂的使用量,降低成本并减少环境污染。
5. 开发新型助焊剂:通过研发新型助焊剂,如无铅助焊剂、无卤素助焊剂等,减少对环境的污染,提高焊接质量和可靠性。
6. 建立助焊剂的回收再利用系统:对使用过的助焊剂进行回收和再利用,通过净化和再处理,提高助焊剂的利用率,减少资源浪费和环境污染。
需要注意的是,助焊剂的改善措施应综合考虑焊接工艺、材料
要求、环境因素等多个方面的因素,并与相关的标准和法规相符合。
助焊剂成分分析及助焊剂原料以及用法助焊剂是一种常用于焊接工艺中的辅助材料,可以提高焊接质量和效率,减少焊接缺陷。
助焊剂的成分和原料可以根据具体需要和焊接材料来选择和调整。
以下是关于助焊剂成分分析、助焊剂原料以及用法的详细介绍。
一、助焊剂成分分析1.酒精:酒精是助焊剂的溶剂,用于形成助焊剂的液体基础。
它可以使助焊剂易于涂布在焊接表面,并且在焊接过程中会迅速挥发,减少对焊接质量的影响。
2.酸性物质:酸性物质是助焊剂中的重要组成部分,可以用来去除焊接表面的氧化物和其他污染物,从而提供一个干净的焊接表面。
常用的酸性物质包括酒石酸、草酸等。
3.活性物质:活性物质主要包括活性剂和助剂,它们能够在焊接过程中提供一些特殊的功能。
例如,活性剂可以改善焊接液体的润湿性,使焊接材料更容易熔化和流动;助剂可以改变焊锡和焊接表面的化学反应,提高焊接强度和可靠性。
4.粘性物质:粘性物质的作用是使助焊剂能够在焊接表面粘附并保持在焊接过程中的稳定性。
常用的粘性物质包括金属硬脂酸盐、钠沥青酸盐等。
二、助焊剂原料助焊剂的原料选择主要根据焊接的材料和要求来确定。
通常可用的助焊剂原料包括以下几种:1.无铅焊锡:无铅焊锡是一种环保型的焊接材料,能够减少对环境的污染。
它通常由锡、银、铜等金属合金组成,具有良好的焊接性能和可靠性。
2.有铅焊锡:有铅焊锡是常用的焊接材料,具有良好的流动性和润湿性,能够实现高质量的焊接连接。
然而,有铅焊锡含有有毒的铅成分,需注意使用时的安全环保问题。
3.助焊剂固体:助焊剂固体是一种常见的助焊剂形式,通常以粉末或者颗粒状存在。
助焊剂固体可以根据需要选择不同的成分和比例,用于实现特定焊接材料和工艺需求。
三、助焊剂的用法助焊剂的用法可以根据具体焊接工艺和需求来确定。
以下是一些常见的助焊剂用法:1.涂布:将助焊剂涂布在焊接表面,使其覆盖焊接区域。
涂布可以使用刷子、喷枪等工具进行,确保助焊剂均匀覆盖整个焊接表面。
2.浸泡:将焊接材料浸泡在助焊剂中,使其吸附助焊剂并在焊接过程中释放出来。
线路板(PCB)助焊剂使用中常见得15点问题ﻫ1、FLUX固含量高,不挥发物太多。
一、焊后PCB板面残留多板子脏ﻫ3。
走板速度太快(FLUX未能充分挥发)。
2、焊接前未预热或预热温度过低(浸焊时,时间太短)。
ﻫ5、锡炉中杂质太多或锡得度数低。
4。
锡炉温度不够。
ﻫ6、加了防氧化剂或防氧化油造成得。
8.PCB上扦座或开放性元件太多,没有上预热。
ﻫ9.元件脚与板孔不成比例(孔 7。
助焊剂涂布太多、ﻫ太大)使助焊剂上升。
11。
在搪锡工艺中,FLUX润湿性过强、10、PCB本身有预涂松香。
ﻫ14、13。
手浸时PCB入锡液角度不对。
ﻫ12.PCB工艺问题,过孔太少,造成FLUX挥发不畅。
ﻫFLUX使用过程中,较长时间未添加稀释剂。
1。
助焊剂闪点太低未加阻燃剂。
二、着火:ﻫ2、没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
4.PCB上胶条太多,把胶条引燃了。
3.风刀得角度不对(使助焊剂在PCB上涂布不均匀)。
ﻫ5.PCB上助焊剂太多,往下滴到加热管上。
7。
预热温 6.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度ﻫ太高)。
ﻫ8.工艺问题(PCB板材不好,发热管与PCB距离太近)。
度太高。
ﻫ三、腐蚀(元器件发绿,焊点发黑)ﻫ1。
铜与FLUX起化学反应,形成绿色得铜得化合物。
ﻫ2。
铅锡与FLUX起化学反应,形成黑色得铅锡得化合物。
4、残留物发生吸水3、预热不充分(预热温度低,走板速度快)造成FLUX残留多,有害物残留太多)、ﻫ现象,(水溶物电导率未达标)5、用了需要清洗得FLUX,焊完后未清洗或未及时清洗。
ﻫ6。
FLUX活性太强。
7。
电子元器件与FLUX中活性物质反应、四、连电,漏电(绝缘性不好)1、FLUX在板上成离子残留;或FLUX残留吸水,吸水导电。
2。
PCB设计不合理,布线太近等。
ﻫ3.PCB阻焊膜质量不好,容易导电、五、漏焊,虚焊,连焊1、FLUX活性不够、ﻫ2、FLUX得润湿性不够、3、FLUX涂布得量太少。
PCB常见焊接不良(和助焊剂相关)一、焊后PCB板面残留多板子脏:1.焊接前未预热或预热温度过低(浸焊时,时间太短)。
2.走板速度太快(FLUX未能充分挥发)。
3.锡炉温度不够。
4.锡液中加了防氧化剂或防氧化油造成的。
5.助焊剂涂布太多。
6.组件脚和板孔不成比例(孔太大)使助焊剂上升。
7.FLUX使用过程中,较长时间未添加稀释剂。
二、着火:1.波峰炉本身没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
2.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
3.PCB上胶条太多,把胶条引燃了。
4.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。
5.工艺问题(PCB板材不好同时发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑)1.预热不充分(预热温度低,走板速度快)造成FLUX残留多,有害物残留太多)。
2.使用需要清洗的助焊剂,焊完后未清洗或未及时清洗。
四、连电,漏电(绝缘性不好)1.PCB设计不合理,布线太近等。
2. PCB阻焊膜质量不好,容易导电。
五、漏焊,虚焊,连焊1.FLUX涂布的量太少或不均匀。
2.部分焊盘或焊脚氧化严重。
3.PCB布线不合理(元零件分布不合理)。
4.发泡管堵塞,发泡不均匀,造成FLUX在PCB上涂布不均匀。
5.手浸锡时操作方法不当。
6.链条倾角不合理。
7.波峰不平。
六、焊点太亮或焊点不亮1.可通过选择光亮型或消光型的FLUX来解决此问题);2.所用锡不好(如:锡含量太低等)。
七、短路1)锡液造成短路:A、发生了连焊但未检出。
B、锡液未达到正常工作温度,焊点间有“锡丝”搭桥。
C、焊点间有细微锡珠搭桥。
D、发生了连焊即架桥。
2)PCB的问题:如:PCB本身阻焊膜脱落造成短路八、烟大,味大:1.FLUX本身的问题A、树脂:如果用普通树脂烟气较大B、溶剂:这里指FLUX所用溶剂的气味或刺激性气味可能较大C、活化剂:烟雾大、且有刺激性气味2.排风系统不完善九、飞溅、锡珠:1)工艺A、预热温度低(FLUX溶剂未完全挥发)B、走板速度快未达到预热效果C、链条倾角不好,锡液与PCB间有气泡,气泡爆裂后产生锡珠D、手浸锡时操作方法不当E、工作环境潮湿2)P C B板的问题A、板面潮湿,未经完全预热,或有水分产生B、PCB跑气的孔设计不合理,造成PCB与锡液间窝气C、PCB设计不合理,零件脚太密集造成窝气十、上锡不好,焊点不饱满1.使用的是双波峰工艺,一次过锡时FLUX中的有效分已完全挥发2.走板速度过慢,使预热温度过高3.FLUX涂布的不均匀。
助焊剂对焊接的影响及常见的不良状况原因分析:助焊剂对焊接质量的影响很多,客户经常反映的由助焊剂引起的不良问题,主要有以下几个方面:(一)、焊后线路板板面残留多、板子脏。
从助焊剂本身来讲,主要原因可能是助焊剂固含量高、不挥发物太多,而这些物质焊后残留在了板面上,从而造成板面残留多,另外从客户工艺及其他方面来分析有以下几个原因:1.走板速度太快,造成焊接面预热不充分,助焊剂中本来可以挥发的物质未能充分挥发;2.锡炉温度不够,在经过焊接高温的瞬间助焊剂中相关物质未能充分分解、挥发或升华;3.锡炉中加了防氧化剂或防氧化油,焊接过程中这些物质沾到焊接面而造成的残留;4.助焊剂涂敷的量太多,从而不能完全挥发;5.线路板元件孔太大,在预热和焊接过程中使助焊剂上升到零件面造成残留;6.有时虽然是使用免清洗助焊剂,但焊完之后仍然会有较明显残留,这可能是因为线路板焊接面本身有预涂松香(树脂)的保护层,这个保护层本来的分布是均匀的,所以在焊接前看不出来板面很脏,但经过焊接区时,这个均匀的涂层被破坏,从而造成板面很脏的状况出现;7.线路板在设计时,预留过孔太少,造成助焊剂在经过预热及锡液时,造成助焊剂中易挥发物挥发不畅;8.在使用过程中,较长时间未添加稀释剂,造成助焊剂本身的固含量升高;(二)、上锡效果不好,有焊点吃锡不饱满或部分焊点虚焊及连焊。
出现这种状况的原因主要有以下几个方面:1、助焊剂活性不够,不能充分去除焊盘或元件管脚的氧化物;2、助焊剂的润湿性能不够,使锡液在焊接面及元件管脚不能完全浸润,造成上锡不好或连焊。
3、使用的是双波峰工艺,第一次过锡时助焊剂中的有效成分已完全分解,在过第二次波峰时助焊剂已起不到去除氧化及浸润的作用;4、预热温度过高,使活化剂提前激发活性,待过锡波时已没活性,或活性已很弱,因此造成上锡不良;5、发泡或喷雾不恰当,造成助焊剂的涂布量太少或涂布不均匀,使焊接面不能完全被活化或润湿;6、焊接面部分位置未沾到助焊剂,造成不能上锡;7、波峰不平或其他原因造成焊接面区域性没有沾锡。
关于助焊剂与焊接温度问题,可焊性问题1.助焊剂的主要作用1.1有清洗被焊金属和焊料表面的作用(去除氧化物和污物)。
1.2.熔点要低于所有焊料的熔点(保证先熔化并在表面)。
1.3.在焊接温度下能形成液状,具有保护金属表面的作用。
1.4.有较低的表面张力,受热后能迅速均匀地流动(浸润与扩散)。
1.5.不导电,无腐蚀性,残留物无副作用。
1.6.熔化时不产生飞溅或飞沫。
1.7.助焊剂的膜要光亮,致密、干燥快、不吸潮、热稳定性好。
特别是对于1.8mm宽的主栅线,2mm宽的互连条,对浸润能力要求更高,因为要想互连条上面的焊料进入主栅线,其运行轨迹是有弯曲的。
如浸润能力不足,焊料将随烙鉄头流动。
所以,相对较窄的互连条可焊性比宽的互连条要强一些,是因为互连条上下面的焊料能与主栅线直接的接触,热量也能快速传至主栅线。
如果助焊剂与熔融的焊料不能与主栅线有效接触,热量也难于传至主栅线,因此更不容易形成合金相,这种情况从表面上看焊接很好,但其实也是近似于虚焊。
2.助焊剂去除氧化剂的方式助焊剂与氧化物的化学反应有几种:1、相互化学作用形成第三种物质;2、氧化物直接被助焊剂剥离(类似于烧水壶除垢不是使水垢与除垢剂完全反应,而是通过浸入两相的界面扩张使碳酸盐固相与基体剥离一个道理);3、上述两种反应并存。
一般来讲,在未焊接的低温浸泡时,由于PH值不是很高,有机酸助焊剂以第二种为主。
3.焊接过程3.1.润湿(横向流动)又称浸润,是指熔融焊料在金属表面形成均匀、平滑、连续并附着牢固的焊料层。
浸润程度主要决定于焊件表面的清洁程度及焊料的表面张力。
金属表面看起来是比较光滑的,但在显微镜下面看,有无数的凸凹不平、晶界和伤痕,的焊料就是沿着这些表面上的凸凹和伤痕靠毛细作用润湿扩散开去的,因此焊接时应使焊锡流淌。
流淌的过程一般是松香在前面清除氧化膜,焊锡紧跟其后,所以说润湿基本上是熔化的焊料沿着物体表面横向流动。
润湿的好坏用润湿角3.2.扩散(纵向流动)伴随着熔融焊料在被焊面上扩散的润湿现象还出现焊料向固体金属内部扩散的现象。
助焊剂常见状况与分析
助焊剂(FLUX)这个字来源于拉丁文“流动”(Flow in soldering)的意思,但在此它的作用不只是帮助流动,还有其他功能。
助焊剂的主要有以下几大功能有:
1、清除焊接金属表面的氧化膜;
2、在焊接物表面形成一液态的保护膜隔绝高温时四周的空气,防止金属表面的再氧化;
3、降低焊锡的表面张力,增加其扩散能力;
4、焊接的瞬间,可以让熔融状的焊锡取代,顺利完成焊接。
助焊剂还具有以下几个特性:
1、化学活性(Chemical Activity)
要达到一个好的焊点,被焊物必须要有一个完全无氧化层的表面,但金属一旦曝露于空气中回生成氧化层,这中氧化层无法用传统溶剂清洗,此时必须依赖助焊剂与氧化层起化学作用,当助焊剂清除氧化层之后,干净的被焊物表面,才可与焊锡结合。
助焊剂与氧化物的化学放映有几种:1、相互化学作用形成第三种物质;2、氧化物直接被助焊剂剥离;3、上述两种反应并存。
松香助焊剂去除氧化层,即是第一中反应,松香主要成份为松香酸(Abietic Acid)和异构双萜酸(Isomeric diterpene acids),当助焊剂加热后与氧化铜反应,形成铜松香(Copper abiet),是呈绿色透明状物质,易溶入未反应的松香内与松香一起被清除,即使有残留,也不会腐蚀金属表面。
氧化物曝露在氢气中的反应,即是典型的第二种反应,在高温下氢与氧发生反应成水,减少氧化物,这种方式长用在半导体零件的焊接上。
几乎所有的有机酸或无机酸都有能力去除氧化物,但大部分都不能用来焊锡,助焊剂被使用除了去除氧化物的功能外,还有其他功能,这些功能是焊锡作业时,必不可免考虑的。
2、热稳定性(Thermal Stability)
当助焊剂在去除氧化物反应的同时,必须还要形成一个保护膜,防止被焊物表面再度氧化,直到接触焊锡为止。
所以助焊剂必须能承受高温,在焊锡作业的温度下不会分解或蒸发,如果分解则会形成溶剂不溶物,难以用溶剂清洗,W/W级的纯松香在280℃左右会分解,此应特别注意。
3、助焊剂在不同温度下的活性
好的助焊剂不只是要求热稳定性,在不同温度下的活性亦应考虑。
助焊剂的功能即是去除氧化物,通常在某一温度下效果较佳,例如RA的助焊剂,除非温度达到某一程度,氯离子不会解析出来清理氧化物,当然此温度必须在焊锡作业的温度范围内。
另一个例子,如使用氢气做为助焊剂,若温度是一定的,反映时间则依氧化物的厚度而定。
当温度过高时,亦可能降低其活性,如松香在超过600℉(315℃)时,几乎无任何反应,如果无法避免高温时,可将预热时间延长,使其充分发挥活性后再进入锡炉。
也可以利用此一特性,将助焊剂活性纯化以防止腐蚀现象,但在应用上要特别注意受热时间与温度,以确保活性纯化。
4、润湿能力(Wetting Power)
为了能清理材表面的氧化层,助焊剂要能对基层金属有很好的润湿能力,同时亦应对焊锡有很好的润湿能力以取代空气,降低焊锡表面张力,增加其扩散性。
5、扩散率(Spreading Activity)
助焊剂在焊接过程中有帮助焊锡扩散的能力,扩散与润湿都是帮助焊点的角度改变,通常“扩散率”可用来作助焊剂强弱的指标。
下面就助焊剂常见状况并加以分析,希望对您在实际操作中有些帮助。
一、焊后PCB板面残留多板子脏:
1.焊接前未预热或预热温度过低(浸焊时,时间太短)。
2.走板速度太快(FLUX未能充分挥发)。
3.锡炉温度不够。
4.锡液中加了防氧化剂或防氧化油造成的。
5.助焊剂涂布太多。
6.组件脚和板孔不成比例(孔太大)使助焊剂上升。
7.FLUX使用过程中,较长时间未添加稀释剂。
二、着火:
1.波峰炉本身没有风刀,造成助焊剂涂布量过多,预热时滴到加热管上。
2.风刀的角度不对(使助焊剂在PCB上涂布不均匀)。
3.PCB上胶条太多,把胶条引燃了。
4.走板速度太快(FLUX未完全挥发,FLUX滴下)或太慢(造成板面热温度太高)。
5.工艺问题(PCB板材不好同时发热管与PCB距离太近)。
三、腐蚀(元器件发绿,焊点发黑)
1.预热不充分(预热温度低,走板速度快)造成FLUX残留多,有害物残留太多。
2.使用需要清洗的助焊剂,焊完后未清洗或未及时清洗。
四、连电,漏电(绝缘性不好)
1.PCB设计不合理,布线太近等。
2. PCB阻焊膜质量不好,容易导电。
五、漏焊,虚焊,连焊
1.FLUX涂布的量太少或不均匀。
2.部分焊盘或焊脚氧化严重。
3.PCB布线不合理(元零件分布不合理)。
4.发泡管堵塞,发泡不均匀,造成FLUX在PCB上涂布不均匀。
5.手浸锡时操作方法不当。
6.链条倾角不合理。
7.波峰不平。
六、焊点太亮或焊点不亮
1.可通过选择光亮型或消光型的FLUX来解决此问题;
2.可通过选择光亮型或消光型的焊锡粉合金来解决此问题;
3.光亮型合金和光亮型FLUX的焊点不亮:
A、预热不充分(预热温度低,走板速度快);
B、加热温度过高,FLUX化学活性提前体现;
C、所用焊锡合金不好(如:锡含量太低、氧化度过高等)。
七、短路
1)锡液造成短路:
A、发生了连焊但未检出。
B、锡液未达到正常工作温度,焊点间有“锡丝”搭桥。
C、焊点间有细微锡珠搭桥。
D、发生了连焊即架桥。
2)PCB的问题:如:PCB本身阻焊膜脱落造成短路
八、烟大,味大:
1.FLUX本身的问题
A、树脂:如果用普通树脂烟气较大
B、溶剂:这里指FLUX所用溶剂的气味或刺激性气味可能较大
C、活化剂:烟雾大、且有刺激性气味
2.排风系统不完善
九、飞溅、锡珠:
1)工艺
A、预热温度低(FLUX溶剂未完全挥发)
B、走板速度快未达到预热效果
C、链条倾角不好,锡液与PCB间有气泡,气泡爆裂后产生锡珠
D、手浸锡时操作方法不当
E、工作环境潮湿
2)P C B板的问题
A、板面潮湿,未经完全预热,或有水分产生
B、PCB跑气的孔设计不合理,造成PCB与锡液间窝气
C、PCB设计不合理,零件脚太密集造成窝气
十、上锡不好,焊点不饱满
1.使用的是双波峰工艺,一次过锡时FLUX中的有效分已完全挥发
2.走板速度过慢,使预热温度过高
3.FLUX涂布的不均匀。
4.焊盘,元器件脚氧化严重,造成吃锡不良
5.FLUX涂布太少;未能使PCB焊盘及组件脚完全浸润
6.PCB设计不合理;造成元器件在PCB上的排布不合理,影响了部分元器件的上锡
十一、FLUX发泡不好
1.FLUX的选型不对
2.发泡管孔过大或发泡槽的发泡区域过大
3.气泵气压太低
4.发泡管有管孔漏气或堵塞气孔的状况,造成发泡不均匀
5.稀释剂添加过多
十二、发泡太好
1.气压太高
2.发泡区域太小
3.助焊槽中FLUX添加过多
4.未及时添加稀释剂,造成FLUX浓度过高
十三、FLUX的颜色
有些无透明的FLUX中添加了少许感光型添加剂,此类添加剂遇光后变色,但不影响FLUX 的焊接效果及性能;
十四、PCB阻焊膜脱落、剥离或起泡
1、80%以上的原因是PCB制造过程中出的问题
A、清洗不干净
B、劣质阻焊膜
C、PCB板材与阻焊膜不匹配
D、钻孔中有脏东西进入阻焊膜
E、热风整平时过锡次数太多
2、锡液温度或预热温度过高
3、焊接时次数过多
4、手浸锡操作时,PCB在锡液表面停留时间过长。