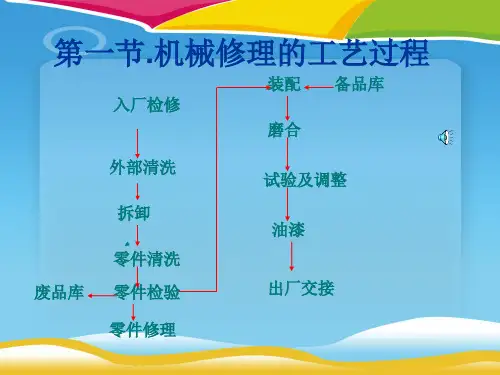
金属扣合技术
1.强固扣合(8-40mm) d=(1.4-1.6)b l=(2.0-2.2)b t≤b
材料:1Cr18Ni9或 1Cr18Ni9Ti
2.强密扣合:承受高压的气缸或容器等有密封要求的零件
强密扣合法
金属扣合技术
3.加强扣合:修复承受高载荷的厚壁零件,波形键+钢制砖形加强键
热扣合
4.热扣合:利用金属热胀冷缩原理,修复飞轮、齿轮和重型机架
1.饺削:利用绞刀修整孔
2.磨:修复圆柱内表面
3.研磨:修复高精度配合表面 4.刮削:用刮刀从工件表面去除一层很薄的金属的手工方法,重要滑动表面的修复,如导轨、滑动 轴承的修复。
5.钳工修补
* 键槽 * 螺孔 * 铸铁裂纹
钳工和机械加工技术的常用方法:
1.局部更换法 2.换位法 3.镶套法 4.金属扣合法
焊条:氧化型钢芯铸铁焊条(Z100)、高帆铸铁焊条(Z116、Z117)、纯镍铸铁焊条 (Z308)、镍铁铸铁焊条(Z408)、镍铜铸铁焊条(Z508)、铜铁铸铁焊条(Z607、Z612)、 奥氏体铸铜焊条等。
清洗工件→钻止裂孔→合拢加固、点焊定位→制备坡口→烘干焊条,工件火考除油→低
温预热工件→施焊(小电流、分段、分层、锤击,以减少焊接应力和变形) →保温缓冷→清 除焊渣 球墨铸铁:比灰铸铁难焊 球化剂Mg在补焊时烧损,促进白口化;QT弹性模量大和体积收缩量均比HT大,焊缝区应 力大。 2.有色金属零件的焊接修复
对滚动轴承,可通过选配法重新装配成套;也可通过外圈、内圈滚道镀铬、镀铁、镀铜后 装配;或电焊修补滚子轴承内圈;保持架可使用专门工具进行整形。
Hale Waihona Puke 壳体零件的修复1.气缸体的修复 气缸体裂纹:焊补,黏结、强密扣合、栽铜螺钉填满裂纹、用螺钉把补板固定在 气缸体上