烹饪刀功 原料成型工艺
- 格式:doc
- 大小:39.00 KB
- 文档页数:5

第四节刀法的运用——原料成型从上所述可知,原料经过不同刀法处理后,就成为具有一定形状的块、片、丝、条、丁、粒、末、茸泥等,以便于烹调和食用。
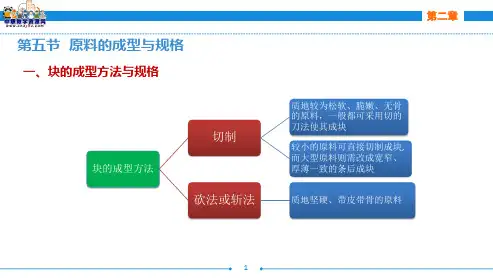
一、块使原料成块状,可采用切和砍两种刀法。
1、切原料的质地较为松软、脆嫩,或者是虽然质地较韧,但去骨去皮后就可切断的原料,都采用切的刀法。
如蔬菜类都可以用直切;已去骨去皮的各种肉类可以用推或推拉切的刀法切成各种形状。
切块时一般要先将原料的皮、瓤、筋、骨去掉,如为大块原料,还需先改成条形,再切成块;如原料体形较小、即可直接切块。
2、砍或斩对质地较韧,或者有皮有骨的原料,则可以采用砍的刀法使其成块。
如各种带骨的肉类,鱼类等,可用斩、直砍,跟刀砍等刀法斩、砍成块。
遇原料形体较大的,也要先分段分块加工成为适宜于砍块的条形后再砍块。
块的种类很多,常用的有象眼块(菱形块),大、小方块,长方块(骨牌块),梳子块、滚刀块等。
其中象眼块、大、小方块,长方块等,可以采用直切、推切、推拉切、直砍等刀法;滚刀块、梳子块则可采用滚刀切的刀法。
原料的形状决定于烹调的需要和原料的性质。
如用于“烧”、“焖”的块可稍大一些;用于熘、“炒”的块可稍小;原料质地松软、脆嫩的块可稍大一些,质坚硬而带骨的块可稍小。
对某些块形较大的还应在其背面剞上十字花刀,以便烹制时受热均匀入味。
块的规格表称成形格形块、长轴4厘米、短轴2.5厘米、厚2厘米。
长方块(骨牌片) 长4厘米、宽2.5厘米、厚1厘米。
滚料块长4厘米的多面体梳子块长3.5厘米的多面体、背厚0.8厘米二、片将原料制片的刀法有两种:1.切法为最常用的制片法,特别适用于性韧、细嫩的原料,如各种肉类可用推切和推拉切;蔬菜类可用直切。
2.片法适用于一些质地较松软,直切不易切整齐或者形状较扁小,无法直切的原料。
如形体薄小的各种肉类、鲜鱼、鸡肉等的制片。
不论采用哪种方法,都应先将原料除去皮、瓤、筋、片的规格表名称成型规格表柳叶片长约6厘米、厚约0.3厘米。
骨牌片长约6厘米、宽约2厘米、厚约0.4厘米。
一把菜刀把是这样成型的这好几步步骤没有多余的一把菜刀的成型是由以下骤完成。
没有多余的做法。
菜刀制作流程分为“下料—安钢—打发火—打版子—热平—冷平—整形—起口—淬火—冷作抛光—浸油—校刀—粘商标—夹把—包装”等共70余道工序中式菜刀中式菜刀大体分:桑刀,片刀,文武刀,斩骨刀,九江湾,烧腊刀,拍皮刀和鸭片刀。
桑刀:长方形,薄长且窄,通常上黑下白,最轻和使用最多的是它,切肉切菜都可,不可用来斩骨,因为开缝角度极小,容易卡住伤刀。
片刀:长方形,片刀比桑刀宽,故名思意是片东西用的,用它可片出透明的肉片(和桑刀功能差不多),一般会重一点,不能用来斩骨(也称其为文刀)。
文武刀:长方形,比片刀厚开锋角度大,可用它砍鸡切骨,也可切菜,可剁、可切、可刮皮,现代家庭使用最多最广泛。
斩骨刀:长方形,刀腹突出,大且厚且沉,用来砍断排骨,鱼头,鸡大腿骨之类的骨头,刃口较钝。
九江湾:一般饭店常备,刀头明显宽于刀尾,刀背呈弧形,开生剔肉,头大背厚,专砍大骨。
烧腊刀:用来切熟食,腊肠一类的。
拍皮刀:专门用来拍虾饺面皮的刀,不开刃。
鸭片刀:用来片北京烤鸭的刀,长而窄,通常5cm左右宽窄。
日式菜刀日本的菜刀称为“庖丁”,是来自中国古代《庄子》养生主篇中对厨师的称呼“庖丁”,现在日语新字体作“包丁”。
出刃包丁,主要用在鱼的料理上。
薄刃包丁,主要用在蔬菜的处理上。
刺身包丁,专门用于处理生鱼片,是日式菜刀中最细的刀子。
黑鲔鱼包丁(マグロ包丁),专门用于切割黑鲔鱼,刀刃约长达40~60厘米,可处理大型的黑鲔鱼。
鳗鱼包丁(ウナギ割),用来割开鳗鱼,在日本各地的形状有所不同。
西式菜刀主厨刀一般用途主厨刀(Chef'sknife)是一种综合用途的菜刀,刀刃的部份为弧形,搭配砧板使用可做出更精确的切割。
主厨刀长度约为15~30厘米,最常见的为20厘米。
面包刀(Breadknife)通常刀刃边缘有锯齿,长度约在15~25厘米之间。
锯齿的刀刃可轻松切开面包等表皮坚硬但内部柔软的食材。
刀工的烹饪应用技法有哪些1、常见块状原料的加工① 钻石块菱形块有大小之分。
先将整形后的原料切成1.5厘米厚的片,然后顺着边的长度将原料片切成1.5厘米宽的长条。
将长条状的原料切成2.5厘米长度的菱形,即成大的菱形块。
而小菱形块长对角线长约1.5厘米,短对角线长约0.8厘米,厚约0.8厘米。
② 广场正方块是指其长、宽、厚相同的块。
将原料切成1.5?2厘米厚的片,顺片的长度切成1.5~2厘米的条状,将条状原料切成1.5~2厘米的方块。
1.5厘米见方的方块通常为小方块,2厘米见方的方块为大方块。
如牛肉块、萝卜块等。
正方块一般是用切或剁等刀法加工而成。
③ 矩形块长方块是将原料切成0.8厘米厚的片,顺片的长度切成1.5厘米宽的条,再切成长约法3厘米的块。
如土豆块等。
2.常用板材原材料加工①菱形片的操作方法,是将整形后的原料切成0.2?0.3厘米的薄片,顺长度方向切成1.5厘米宽的长片。
刀刃与原料成斜角,切成厚0.2?0.3厘米、短轴1.5厘米、长轴3厘米的菱形片。
呈柱形的黄瓜、青笋、胡萝卜等可直接斜切成相应大小的菱形块,再将菱形块切成相应大小的菱形片。
② 夹刀夹刀片是用直切的方法第一刀不切断,第二刀切断,成两片一组,一端相连一端切开的片。
切夹刀片时,连着的部分约为整料厚度的五分之一,主要适用于扁平状的动物性烹调原料,如鱼肉、猪通脊,以及有一定硬脆度的植物性烹调原料,如冬瓜、莲藕、茄子等,厚薄大小可根据原料的性质灵活掌握。
切片注意事项:切片时,持刀平稳,左手平稳按压,用力均匀,重量相同;在切片外稃中随时保持砧板表面清洁。
3、常见丝状原料的加工丝绸是一种形状较小且较难在菜肴原料中切割的形状。
线切割的具体操作方法是先将原材料切割成小块,然后再将小块切割成粗细。
一般以普通火柴棒为标准。
比火柴杆厚的称为粗线,比火柴杆薄的称为细线。
首先将原料沿纤维切成薄片,然后将薄片整齐地编码成波纹状,然后将刀沿纤维切成细丝。
4、常见条状原料的加工条子的加工方法与丝绸相同,只是先切的薄片更厚,然后切刀距离更大。

菜肴原料不同形状的刀工技巧菜肴原料经过不同的刀工之后,就成为既便于烹调,又便于食用的各种形状,常见的有块、片、丝、条、丁、粒、末、蓉泥、花等。
一、块块是菜肴原料中较大的一种形状,一般是用切、砍、剁等刀法加工成的。
块的种类如下:(一)象眼块 形如象眼而得名。
又因它的形状如菱形,所以又叫菱形块。
切法是先将原料切成大片,再将大片用斜刀改成长条,而后横截长条切出的块即为象眼块。
(二)方块 方块是指其长、宽、高相同的块。
边长大于3.3厘米的叫大方块,3.3厘米以下的叫小方块。
一般用切或剁等刀法加工而成。
(三)长方块 形如骨牌,所以又叫骨牌块。
一般是3~4厘米长,1.5~2厘米宽,0.8厘米左右厚。
(四)劈柴块 这种形状多用于切冬笋和茭白一类的原料。
加工的方法是先用刀将原料顺长切为两半,再用刀身一拍,切成条形的块。
其形状像劈出的木柴一般。
(五)排骨块 排骨块是以猪的软肋骨的宽窄、薄厚为标准的。
其实它也是一种长方块。
(六)滚刀块 这种块形是用滚切的方法加工而成的。
一般用于根茎类和瓜果类蔬菜,如黄瓜、茄子、土豆、莴笋等。
这种块一般是不规则的多边形。
二、片片是烹调中用得最多的一种形状。
它的成形方法多是用切和片的刀法。
常用的片形有柳叶片、象眼片、月牙片、长方片、夹刀片、磨刀片等。
(一)柳叶片 这种片薄而窄,两头尖,形状如柳叶,一般是用长圆形原料切成。
方法是先从长形原料上切下其外表的一大片,再将大片横切成柳叶片。
(二)象眼片 也叫菱形片,和象眼块的形状相似,只是比较薄。
切法和象眼块相同。
(三)月牙片 先将圆形的或长圆形的料切为两半,再顶刀切成半圆形的片即成。
(四)长方片 和长方块的切法相似,只是厚度比较薄,一般在0.3厘米之内。
(五)夹刀片 用直切的方法第一刀不切断,第二刀切断,成两片一组,一头开一头连,这样的片叫夹刀片。
切夹刀片时,连着的部分约为整个料的厚度的1/5。
这种片多用于做中间夹料的菜肴,如“炸茄夹”“炸藕合”等。
第六章刀工与原料成型川菜讲究色、香、味、形、器俱佳,而菜的色、番、味、形都与烹调前的刀工切配密切相关,往往一道菜的原料要经过好几种不同刀法处理,才能满足烹调的要求。
所谓“七分墩子(刀工)三分锅匠(烹调)”或“三分墩子七分锅匠”的说法,其实都是说明二者之间不可分割的关系。
第一节刀工的作用与要求刀工,就是根据烹调和食用的要求,运用不同的刀法,将原料加工成一定形状(片、块、条丝、丁、粒、末、茸泥和各种花刀)的操作工序。
刀工,是厨房内四大工种——刀工(墩子)、配菜(配料)、勺工(炉子)、白案(面点)之一,也是每个烹调师必须熟练掌握的基本功,能否善于运用各种刀法技巧使菜肴锦上添花,反映了烹调师的技术水平。
一、刀工在烹调中的作用1.便于烹调入昧经过刀工处理成片、块、条、丝、丁、末、茸等的烹调原料,其形态、大小、厚薄、长短的规格应完全一致,因而烹调时,可在短时间内迅速而均匀受热达到所要烹调的要求;又因其形体一致,大料切小后与调味品接触面增大,味汁能在烹调中很快渗入原料的内部,便于均匀入味。
2.便于食用由于烹调原料质地各不相同,成菜要求的烹调方法又多种多样,刀工处理时按照菜品的要求加工成相宜的形状,妇大块的排骨砍小,大块的猪肉切细切薄,烧、焖、粉蒸的原料加工成条块,炒、爆、熘的原料则切成片、丝、丁,这就方便了食用,合理的加工使原料烹调出来有最佳的食用效果。
3.整齐羹观各种烹调原料经过刀工处理成菜肴要求的形状,成菜后色、味与形态协调,美观大方,增进食欲。
二、刀工处理的基本要求1.姿势正确、精神集中运刀的正确姿势是:两脚丁字步站稳,上身略向前倾自然放松,身体与菜墩保持约10厘米距离。
注意菜墩高度与身高适配,切忌弯腰曲背。
正确的姿势不仅方便操作,而且提高效率,减少疲劳。
握刀讲究牢而不死,腕、肘、臂三个部位的力量配合协调,运用自如,不论运用何种刀法,都要做到下刀准、狠而又着力均匀。
一般是右手握刀,左手食指顶住刀壁,手掌要始终固定在原料或墩子上,控制住原料平稳不动,以保证上下左右有规律运刀。
餐刀加工工艺流程餐刀加工工艺流程是指将原料加工成成品餐刀的生产过程。
下面就是餐刀加工工艺流程的详细介绍。
首先,餐刀加工的第一步是原料准备。
原料通常采用高品质的不锈钢材料,因为不锈钢具有优良的耐腐蚀性和硬度。
原料的选取是餐刀品质的基础,因此需要进行精确的原料选择和控制。
接下来是切割工序。
切割工序是将原料切割成合适大小的餐刀坯料。
首先,根据设计要求将原料锯成长短适中的条形坯料。
然后,使用机械切割工具对坯料进行定型切割,得到初步的刀片和刀柄形状。
第三个工序是锻造工艺。
锻造是将刀片和刀柄进行形状和厚度调整的过程。
刀片锻造时需要使用锤头和模具进行精确的打磨和锻造。
刀柄则需要使用机械设备进行拉伸、锤击和冷锻等一系列处理,以获得理想的形状和强度。
接下来是砂轮磨削工序。
砂轮磨削是对刀片和刀柄进行表面处理和修整的过程。
通过使用不同颗粒度的砂轮,可以将刀片和刀柄的表面进行磨削和抛光处理,使其更加光滑和均匀。
第五个工序是热处理工艺。
热处理是将刀片进行淬火和回火等热处理过程,以增加刀片的硬度和韧性。
刀柄则需要进行退火处理,以获得理想的韧性和强度。
接下来是刃口加工工序。
刃口加工是对刀片进行打磨和研磨的过程。
通过使用不同形状和颗粒度的砂轮,可以将刀片的刃口进行加工和修整,使其更加锋利和平整。
第七个工序是抛光工艺。
抛光是为了提高餐刀的外观质量和光泽度。
通过使用抛光膏和抛光机械设备,可以将餐刀的表面进行抛光处理,使其更加平滑和亮丽。
最后一个工序是拼装和包装工艺。
拼装是将刀片和刀柄进行组装的过程,以获得完整的餐刀产品。
然后,将餐刀进行包装,以保护产品不受损坏,并方便储存和运输。
以上就是餐刀加工工艺流程的详细介绍。
通过精确控制每个工序,可以生产出高品质的餐刀产品,满足消费者的需求。
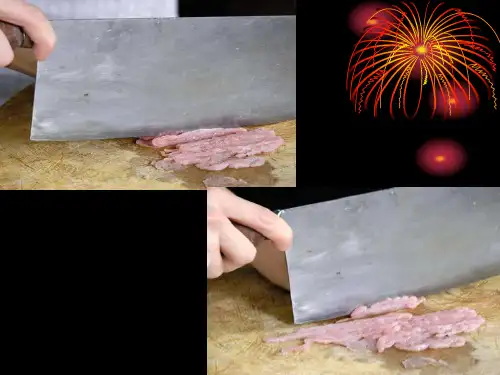
几种常见的刀工技法:滚料平刀,平刀抖片,斜刀推切,荤料花刀VS辅料成型刀工是一个很不好谈的事情,如今的厨师不想做墩子、不重视刀工,其实大家也可以理解,因为墩子师傅的工资少,因为练刀工太枯燥。
现在优秀的墩子师傅越来越少,而一些入行不久的年轻厨师也是一门心思地想去学炒菜;现在的墩子师傅,在薪酬待遇方面,仍然是追不上灶前执锅掌勺的师傅。
现实的情况是,刀工精湛的墩子师傅哪里都缺。
一、刀工的现状大刀切肉之前,中央电视台的一个节目组专门采访了安徽的曹乃胜先生,起因就是他练就的一手让人称奇叫绝的刀工。
那一年,曹乃胜入厨学艺,师傅准备教他做一道传统的炒萝卜丝,可是,当师傅看到他切出来的萝卜丝长短不一粗细不均时,满脸都是失望。
就是在有过那一次经历后,曹乃胜开始苦练刀工,数月后,不仅把萝卜丝切得粗细均匀,而且还花心思琢磨出如何把萝卜丝切得又细又长。
经过长期的精研苦练,如今曹乃胜已经创出了150秒内切出一根50米长的萝卜丝的成绩。
而他,也因为这一手神奇的刀工,先后接受了国内多家电视台的专访,而这对于心怀大厨梦的年轻厨师来说意味着什么呢?名。
其实,刀工神奇不只是能给厨师带来名,它同时还伴随着利。
在日本,一个刚从学校毕业进入厨房的墩子厨师,月工资在1万元人民币左右,基本上与当地炒锅师傅的待遇相同,而这个待遇还会随着你工龄的增长而增长。
大刀单手豆腐上切肉谈完了名,讲完了利,我们就再来看眼下巴蜀各地美食会所的一些相关情况。
早些年,当美食会所刚刚出现的时候,许多老板都在为找不到合适的厨师长发愁。
为什么?就因为美食会所对菜肴的品质要求特别高,普通的“江湖厨师长”一般都难以胜任。
而现在的情况已经不同了,虽说赋闲在家的厨师长一大把,但是刀工优秀的墩子师傅却很难找到。
为什么?因为都去当厨师长了。
现在你一打开网络就会发现,到处都是以优厚待遇招聘墩子师傅的消息,那么这些信息意味着什么呢?机会来了。
然而,机会从来是留给有所准备的人,而接下来,我就给大家谈谈有关刀工的话题。
阳江菜刀工艺流程阳江菜刀是中国优秀的传统手工刀具之一,以其精湛的工艺和优质的材料而闻名于世。
下面将介绍一下阳江菜刀的制作工艺流程。
首先是选择材料。
阳江菜刀的刀身通常采用优质的不锈钢。
这种材料具有耐腐蚀、耐磨损和良好的强度等优点,能够保证刀具的锋利度和使用寿命。
而刀柄通常采用优质的红木,这种材料质地坚硬,手感好,并且具有抗菌、防滑的特点。
接下来是刃具打造。
工匠会根据设计的尺寸和形状,利用锻造技术将刀身打造成独特的形状。
在锻造的过程中,需要使用锤子和模具,通过多次敲打和压制,使刀身逐渐成形。
这个过程需要工匠具备丰富的经验和技巧,以确保刀身的质量和形状。
然后是刃磨处理。
刃磨是阳江菜刀制作的关键环节,也是保证刀具锋利度的重要步骤。
在刃磨之前,工匠需要将刀身进行退火处理,增强刀身的韧性。
然后,使用磨石将刀刃修整成锐利的形状。
磨石的选择和使用也需要工匠具备一定的技术,以确保刀刃的质量和角度符合要求。
接下来是刀柄的安装。
在刀柄安装之前,需要将刀柄进行加工,使其与刀身的凹槽相匹配。
然后,使用胶水将刀柄牢固地固定在刀身上。
工匠需要确保刀柄与刀身的连接紧密,不松动,并且保持良好的手感和平衡。
最后是刀具抛光和调试。
工匠会使用研磨机等设备对菜刀进行细致的抛光处理,使其表面光滑细腻,并去除表面的毛刺。
然后,对刀柄进行打磨,使其手感更加舒适。
在抛光和调试的过程中,需要工匠不断检查和调整,以确保刀具的质量和外观都达到要求。
总结起来,阳江菜刀的制作工艺非常繁琐而复杂,需要工匠具备丰富的经验和技术。
他们通过精湛的锻造、刃磨和装配工艺,制作出了一把把优质的阳江菜刀。
这些刀具不仅具有优美的外观和良好的手感,而且锋利度高,使用寿命长。
阳江菜刀的制作工艺代表了中国传统刀具制作工艺的精髓,也是中华民族传统文化的重要组成部分之一。
2014-2015年度第二学期2014级五年制班
基本功
长垣烹饪职业技术学院
烹饪系
金双
授课章节原料的成型与分割工艺
授课班级14级中专各班授课时间
使用教材自编讲义授课类型理论讲授教学方法课时安排
教学课题教具准备教案、粉笔
教学的目的及
要求1:了解刀工在烹调中的运用
2:掌握刀工的方法和基本要求
3:掌握部位分割、骨肉分割的基本要求
教学重点部位分割工艺教学难点刀工成型工艺教学过程及教学内容:
4.1 刀工与刀法
中国烹饪刀工有着悠久的历史,孔子“割不正,不食”
其割指的是刀工技术。
中国菜肴讲究色香味形,而形则与
刀工有着密切的关系。
中国厨师和西餐厨师的巨大不同
是,中国厨师一把菜刀就可以走遍天下。
一、刀工的概念
根据烹调与食用要求,运用一定的刀具和行刀技法,将原
料分割成组配菜肴所需的基本形状的操作过程。
二、刀工的作用
1、便于烹调
2、便于食用
3、美化菜肴
4、提高质感
三、刀工操作的基本要求
1、根据原料性质选择刀法
行业里有“横切牛羊,竖切鸡猪”“顶刀切片。
顺丝切丝”
的说法。
如老牛肉要顶纹切,鸡脯肉要顺纹切。
2、适应菜肴和烹调要求
如爆炒类原料一般要小,炖烩类的菜肴一般要切得大些。
3、原料成型要整齐划一
4、合理用料,减少损耗
备注:
控制成本
5、保证营养卫生
各种用具、工具的清洁卫生,生熟隔离,不要串味等。
4.2 刀法与技术要领
刀法:根据烹调和食用要求,将各种原料加工成一定形状所采用的的行刀技法。
一、刀法的种类
根据所成角度的大小分为直刀法、平刀法、斜刀法、剞刀法和其他刀法
1、直刀法
根据用力的大小,又分为切(跳切、推切、拉切、推拉切、滚刀切等)、剁(排剁、刀尖跟、刀背锤)、砍(直刀砍、拍刀砍、跟刀砍)
2、平到法
依据用力方向,分为平刀片、推刀片、拉刀片、和抖刀片3、斜刀法
斜刀拉片和斜刀推片2种
4、剞刀法
即一些花刀(麦穗花刀、菊花、蓑衣、竹节、牡丹、荔枝等)
5、其他刀法
拍、割、撬、剔等。
大多为辅助性刀法使用。
4.3刀功及成型工艺
4.31基本料形的成型工艺
一、基本料形:指构成原料的各种形状,如,块、段、片、丝、粒、丁、末、泥等
二、一般工序流程
块、片、丝、末
三、不同料形的加工
1、段,直刀段和斜刀段,长度依据原料及烹调要求决定。
多数情况3-4厘米
2、块,先加工成段或条,再改刀为块。
种类很多,正方块、长方块、菱形块、滚刀块等。
3、片,一般用切或批的方法加工,长方片、柳叶片、月牙片、菱形片、指甲片等
4、条,0.5-1厘米的细条,常见的有指条、笔杆条、筷子条、象牙条等
5、丝,头粗丝0.4见方,细丝0.2见方,银针丝0.1见方。
6、丁,菱形丁、方形丁、指甲丁
7、粒,豌豆粒、绿豆粒、米粒、黄豆粒等
8、末,蒜末的切法,拍碎剁成末
4.32剞刀法
是直刀法和斜刀法的结合,分为直刀剞和斜刀剞2种。
直刀剞:适于各种脆性、软性、韧性原料,如黄瓜、猪腰、鱼等,可制成麦穗花刀、菊花花刀、十字形、兰花形、柳叶形等
斜刀剞
二、剞花注意的事项
1、根据原料的性质,灵活运用剞刀法
2、注意花刀的方向、角度和深度
3、适用烹调方法与菜肴对烹调的要求。
课堂小结
作业
课后小结。