焊丝钢ER70S-6断丝原因分析及应对措施
- 格式:pdf
- 大小:216.42 KB
- 文档页数:4
关键词 : 焊丝钢 金相组织 化学成分 机械性能 断丝
Ca s sAn l ss o o e ie fER7 S —6 W edi g・ r e la d Co t r a ur s u e a y i n Br k n W r s o 0 - l n - e Ste n un e me s e wi
s v r la p c ss c s mir sr cu e,c e c lc mpo iin a d me h nc lp o et . So a u e a e b e a n e e a s e t u h a c o tu tr h mia o sto n c a ia r p ry me me s r sh v e n tke t e uc r r a n ae. o r d e wie b e kig r t
美观 。
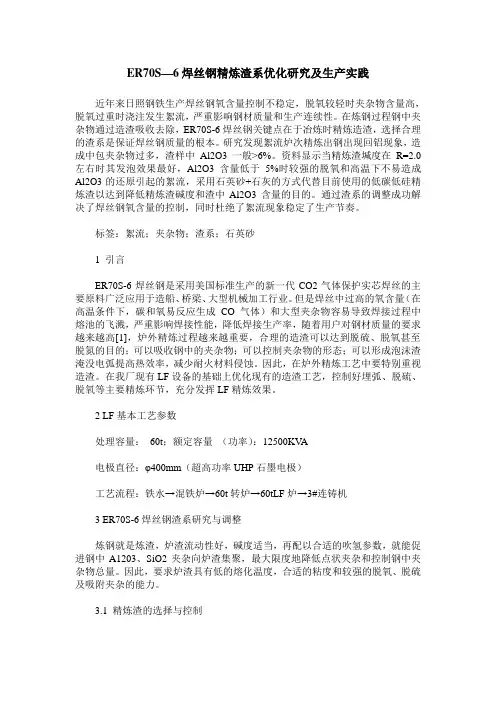
3 劈裂原 因分 析及应 对措施 对细拉过程 中劈裂现象较严重 的剩余 盘条做金
相检验 , 金相组织 为铁素体 + 珠光体 +少量 贝氏体 , 见 图 1 而 且 试样 纵 向存 在 较 明显 的带 状 组 织 , ; 见
图 2 。
20 0 9年 3 4月份 以来 , 户 A、 、 用 B两焊丝生产 厂 家反映南钢 E 7 S一 R 0 6盘条断丝率偏高。
2 用户 A厂反 馈情况
A厂生产 工艺流 程 为: 盘条经 机械剥 壳 、 洗 、 酸
中和, 经粗拉 6道 次 5 5 q . 一 . 一 3 9 .一 > 9 4 4 . — 34 中 . — 0 . .一 29 2 5后 进 水箱 , 因是 :
① 盘条在风冷 线上冷 却速度 过快 , 氏体 转变过 程 奥 中有少部分转变 成 贝氏体 ; 盘条在 风冷 线上冷却 ②
时线 圈搭接点 温度偏 高 , 出罩 盖后还 处 于奥 氏体 转
2 4
南钢 科技与 管理
20 0 9年第 4期
变区 , 特别是在 l ~l 6 7 段风 冷辊 道上 罩盖 完全 打 开, 且辊道处于加速状态 , 极容 易转变成 贝氏体 。
Ke wo d : e dn — r t e ;mir s u t r y r s w l i gwi se l e c o t cu e;c e c o o i o r h mia c mp s in;me h n c r p ry r k n w r s l t c a i a p o e t ;b o e i l e
4 用户 B厂 反馈 情况
B厂反 映 ,09年 以来 南钢 E 7 S一 20 R 0 6盘 条 C 、
Mn S 等 元素含量 较 20 、i 0 8年有 明显 上升的趋势 , 统
图 1 盘 条金 相 组 织 5 0× 0
计 见 表 1 。
表 1 成 分 对 照 表
时间 c 含量 M 含量 n S含量 i c 含量 r
1 前言
2. 一 2. 5 5 3 西2 2— 1 8 . . 5一 1 6  ̄ 1 4 . 5 p . 5一
E 7 S一 R 0 6焊丝钢盘条是深加工 用钢 , 用户在 生 产焊丝 过 程 中要 经 过 多 道 次 拉 拔 。我 厂 生 产 的
13一 12 一 10 一 ∞ .8拉 成 成 品钢 丝 , .8 .5 .5 7 然
28 0 年度(— 2 00 — . . — . .2 09 00 —.8 0 1 1月) . 00 1 5 1 5 08 - . . 00 6 8 4 5 3 20 年度( — 月)00 — .1 . —. 08- . . —.1 09 14 .8 01 5 1 3 . 09 00 01 1 6 5 9 6
及水 冷工艺 , 少连 铸坯 的 内部裂纹 特别 是皮 下裂 减
纹 。② 在 保 证 焊丝 熔 敷强 度 的前 提 下 , 盘条 的 C 、
M 、i n S 应取 中、 限, 下 以减 轻钢丝 拉拔时 的加工 硬化
倾 向。③优化轧后控冷工艺 , 既保证 不出现 贝氏体 、 马氏体等淬火组织 , 又能减轻盘条中的带状偏析 。
20 09年第 4期
南钢科 技与 管理
2 3
焊 丝钢 E 7 S 6断丝 原 因分 析及 应对 措施 R0 一
肖训 军
( 高速 线 材 厂 )
摘 要 : 从焊丝钢用户反馈情况入手, 从金相组织、 化学成分、 机械性能等几方面分析焊丝钢 E 7S 6断丝 R0 ~
率偏高原因 , 并针对断丝原因采取应对措施 , 降低 断丝率 。
后酸洗 、 水洗 、 化学镀铜 、 定径抛光制 成成 品钢丝 , 最 后绕盘 、 包装 。钢丝在细拉后开始发 现有劈裂现象 , 且镀铜后的成 品焊丝 放置一段 时 间后表 面有毛 刺 、
锈蚀现象。
5 5m 焊丝钢盘 条 , . m 客户在 使用 过程 中要拉 拔 成
多种规格钢丝 , 最细 能拉到 ∞ .8 m 冷加 工变形 7 m, 量大 。且多数焊丝 生产 厂无 中间退火设 备 , 因此对 盘条的冷变形 能力要 求较 高。同时 , 要求 生产 出 的 焊丝焊接过程飞溅少 , 焊缝质量符合要 求 , 焊缝平 滑
Xio Xu u a n J n
( g p e ieRo l) Hih S e d W r d Mi 1
Ab t a t T e c u e fb o e r s o R7 S一6 w l i g w r t e fo te fe b c fc in s a e a ay e r m sr c : h a s so r k n wi f E 0 e e dn — i se l r m h e d a k o l t r n lz d fo e e