钢结构施工全过程演示
- 格式:ppt
- 大小:2.17 MB
- 文档页数:28

重型钢结构厂房施工全过程的实景照片为保证施工全过程图片的完整性,中间有一部分基础的内容,希望编辑谅解。
钻孔灌注桩桩机深基坑围护水泥搅拌桩机深基坑围护施工现场吊装重型格构式钢柱吊装钢梁冲压车间外貌(尚未安装外墙彩钢板)内部构件(跨度30X2米长度12X12米高度21米)内景(东侧山墙彩钢板尚未安装)安装电气桥架行车外观每跨2台行车行车(大钩50吨+小钩20吨)吊钩(大钩50吨+小钩20吨)细部图重型格构式钢柱重型格构式钢柱(双侧I字钢)重型格构式钢柱(单侧I字钢翼缘宽度250mm)重型格构式钢柱(单侧I字钢腹板宽度600mm)重型格构式钢柱(单侧I字钢翼缘厚度20mm)重型格构式钢柱(中柱宽度1750mm)重型格构式钢柱(边柱宽度1300mm)重型格构式钢柱基础双杯口重型格构式钢柱(中柱宽度1750mm)重型格构式钢柱(边柱宽度1300mm)重型格构式钢柱基础双杯口吊车梁重型格构式钢柱端头节点重型格构式钢柱侧面节点下柱柱间支撑上柱柱间支撑几何不变体系边柱端头节点上部结构上部结构细部-1上部结构细部-2 (柱端头刚性系杆)上部结构细部-3 (钢梁平面外刚性系杆)采光板30米跨钢梁3个连结节点(中间1个)30米跨钢梁3个连结节点(端头2个)上部结构全景屋面虹吸排水系统上下行车的钢梯(全景)上下行车的钢梯(细部-2)外侧面(尚未安装抗风柱及外墙板)外侧面细部外侧面双向檩条拐角细部外墙立面(短柱为女儿墙檩条连结柱)外墙立面远景现场铺设外墙板-2铺设完成的外墙板铺设完成的外墙板(中间细线条为上下彩板搭接的位置)双层彩钢板(中间为黄色的玻璃保温棉)雨篷-1雨篷-2外侧面(已经安装抗风柱及外墙板) 外侧面内部抗风柱详图抗风柱上部连结抗风柱下部连结抗风柱下部连结(铰接)抗风柱和外墙檩条隅撑连结隅撑(抗风柱部分节点-1) 隅撑(抗风柱部分节点-2)冲压地沟财务管理工作总结[财务管理工作总结]2009年上半年,我们驻厂财会组在公司计财部的正确领导下,在厂各部门的大力配合下,全组人员尽“参与、监督、服务”职能,以实现企业生产经营目标为核心,以成本管理为重点,全面落实预算管理,加强会计基础工作,充分发挥财务管理在企业管理中的核心作用,较好地完成了各项工作任务,财务管理水平有了大幅度的提高,财务管理工作总结。
钢结构厂房施工方案(附详图)钢结构厂房施工方案一、钢结构现场安装一)现场安装方案概述本工程采用综合安装方法进行钢结构现场安装。
钢结构吊装采用NK250型25t汽车吊吊装吊就位。
钢结构吊装顺序采用“先中间、后外侧,先柱后梁,先下后上”的原则。
在厂房的中间部位最先形成一稳定得框架体系,然后向两端进行推进、对称安装其余的钢柱、钢梁构件。
二)主要安装构件情况分析本工程的主要构件为钢柱、钢梁、檩条、斜撑等构件。
钢材材质为Q345 B。
重量都不太重。
三)起重设备选择和布置现场配置NK250型25t汽车吊4台。
主要使用区域及用途为钢构件安装。
四)钢结构安装工艺安装工艺整体流程如下:地脚螺栓复测→钢构件卸车→构件进场检验→汽车吊直接吊装就位→地脚螺栓临时紧固→缆风绳临时拉结稳固→钢柱轴线位置、垂直度调整→钢柱螺栓和柱脚压板紧固、焊接→下一钢柱安装→钢柱间系杆安装→形成首个稳定的格构体系→钢屋架地面拼装成整体并双机抬吊就位,组成首个钢屋架→两侧对称安装柱、屋架体系→安装完成,结构验收。
二、钢结构安装区域划分本工程共分为五个区域,具体划分区域如下图所示。
按照工程总体部署,计划同时安排两个施工队进行施工,五个区域的施工顺序为:一区、二区、三区、四区、五区。
对于同一厂房,采用“从中间向两端”方式安装钢构件,以减少误差。
针对冷冻库的钢结构安装顺序如下:首先安装第一排钢柱,然后安装第二排钢柱,并在钢柱之间安装连梁或系杆。
接着使用双机抬吊安装第一榀钢屋架和第二榀钢屋架,再安装两榀屋架之间的檩条,形成稳定的框架体系。
随后,继续安装下一榀刚架的钢柱、连梁、屋架和檩条,按照上述顺序依次继续安装屋架,柱间支撑也穿插着进行安装,最终完成屋架的安装。
柱间支撑与钢柱采用节点板螺栓连接和焊接连接相结合的方式,制作及钢柱安装偏差可能会对其安装造成较大的影响。
柱间支撑在工厂内整榀拼装完后整体运输到现场进行安装,重量较轻可以利用25吨汽车吊进行吊装。
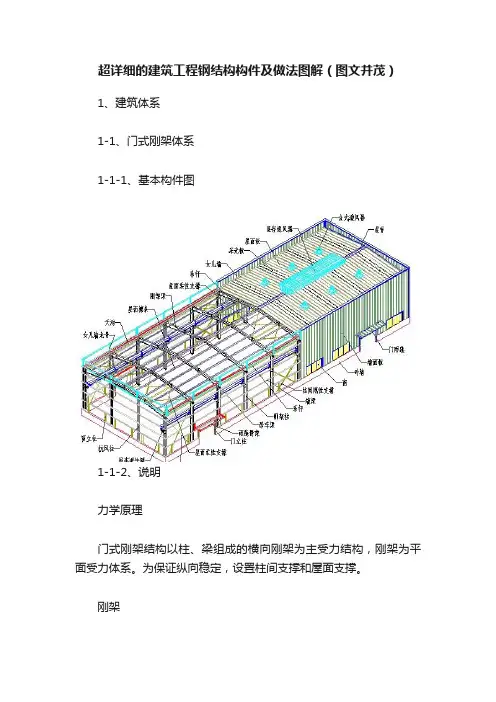
超详细的建筑工程钢结构构件及做法图解(图文并茂)1、建筑体系1-1、门式刚架体系1-1-1、基本构件图1-1-2、说明力学原理门式刚架结构以柱、梁组成的横向刚架为主受力结构,刚架为平面受力体系。
为保证纵向稳定,设置柱间支撑和屋面支撑。
刚架刚架柱和梁均采用截面H型钢制作,各种荷载通过柱和梁传给基础。
支撑、系杆刚性支撑采用热轧型钢制作,一般为角钢。
柔性支撑为圆钢。
系杆为受压圆钢管,与支撑组成受力封闭体系。
屋面檩条、墙梁一般为C型钢、Z型钢。
承受屋面板和墙面板上传递来的力,并将该力传递给柱和梁。
1-1-3、门式刚架的基本形式a.典型门式刚架b.带吊车的门式刚架c.带局部二层的门式刚架1-1-4、基本节点a.柱脚节点b.梁、柱节点■局部二层节点参照多层框架体系。
1-1-5、刚架衍生形式■ 吊车和局部二层可在衍生形式刚架中布置。
■山墙刚架其本质也是多连跨刚架,不过中间柱与刚架柱比截面旋转了90度。
1-2、多层框架体系1-2-1、框架图示1-2-2、说明力学模型a.纯刚接框架:纵横两个方向均采用刚接的框架。
b.刚接-支撑框架:横向采用刚接,纵向采用铰接,并在纵向设置支撑,以传递水平力。
c.支撑式框架:纵横向均采用铰接,两向均设置支撑传递水平力。
d.有时为保证足够的刚度,在刚接框架中亦设置支撑。
框架柱框架柱可采用H型截面、箱形截面、十字形截面、圆管形截面等。
所有上部结构的力都通过框架柱传递给基础。
框架梁框架梁一般采用H型截面。
楼盖和屋盖上的力通过框架梁传递给框架柱。
支撑支撑采用一般采用热轧型钢制作,其功能是传递层间水平力和保证结构的刚度。
1-2-3、基本节点a.柱脚节点■柱脚节点同门式刚架体系。
b.柱、梁节点2、支撑、系杆2-1、图示柱间柔性支撑柱间刚性支撑2-2、说明■支撑分为柔性支撑和刚性支撑两种。
柔性支撑由圆钢制作,安装时必须张紧,主要用于门式刚架结构。
刚性支撑由型钢制作,用于多层框架、吊车梁下段支撑等刚度要求高的结构中。
![钢结构施工流程[1]](https://uimg.taocdn.com/69ccc7e1a2161479161128e0.webp)
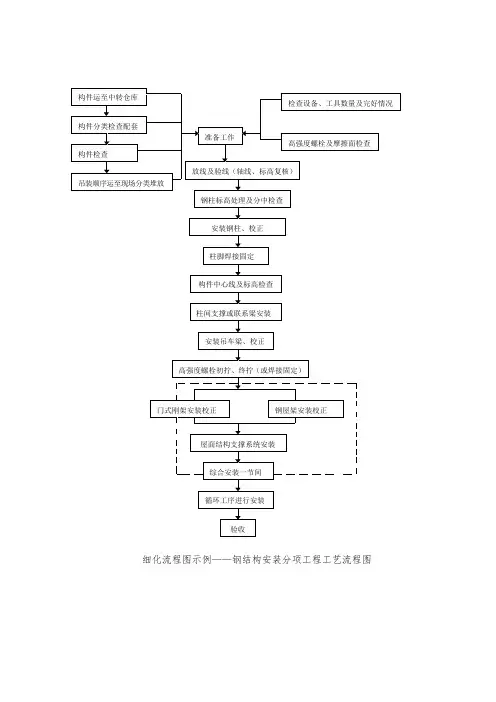
钢结构施工流程、检验细则钢结构主要施工工艺流程如下:施工放线→基础混凝土内预埋螺栓→(钢结构加工制作)门式刚架吊装→吊车梁安装→钢梁安装→屋架、屋面板及屋檐板安装→墙面板安装→钢结构涂装。
一、施工放线(1)按照设计要求,根据图纸要求,配合土建单位将标高、轴线核实核准.(2)施工前用经纬仪复核轴线,并用水准仪确定标高,并用墨线在不易损坏的固定物上作好记号,注明标高,并做好记录。
(3)在确定轴线和标高之后,即放好大样之后,再放小样,也就是确定每个钢柱在基础混凝土上的连接面边线及纵横十字轴线,即门式刚架的柱脚位置。
(4)在定位刚架时,要尽量避免刚架柱脚与螺栓的碰撞,以避免刚架柱底面的变形,从面减少与基础混凝土的接触面,以及螺栓的弯曲变形,造成螺栓纠直之后给螺栓带来的强度损耗。
二、基础混凝土内预埋螺栓(1)在基础混凝土浇捣之前,再仔细核对螺栓的大小、长度、标高及位置,并固定好预埋螺栓。
(2)在基础混凝土浇捣之前,黄油及塑料薄膜包住预埋螺栓的丝口部分,以避免混凝土浇捣时对螺栓丝口的污染。
(3)在浇捣混凝土之时,派有经验的专人值班,做好混凝土浇捣时对预埋螺栓定位的影响.以避免预埋累栓的位移及标高的改变。
(4)基础混凝土浇捣之后,及时清理预埋螺栓杆及丝口上的残留混凝土。
三、钢结构加工制作工艺过程:1。
下料图单①此工序为材料检验部分,其内容包括对工程所选用的型号、规格的确认以及材料的质量检查.②质量检测标准:应符合设计要求及国家现行标准的规定。
③检验方法:检查钢材质量证明书和复试报告,用钢卷尺、卡尺检查型号、规格.2。
放样、号料①放样划线时,应清楚标明装配标记、螺孔标注、加强板的位置方向、倾斜标记及中心线、基准线和检验线,必要时制作样板。
②注意预留制作,安装时的焊接收缩余量;切割、刨边和铣加工余量;安装预留尺寸要求。
③划线前,材料的弯曲和变形应予以矫正。
④放样和样板的允许偏差见下表:项目允许偏差平行线距离和分段尺寸0。

钢结构主要施⼯⼯艺流程施⼯放线→基础混凝⼟内预埋螺栓→(钢结构加⼯制作)门式刚架吊装→吊车梁安装→钢梁安装→屋架、屋⾯板及屋檐板安装→墙⾯板安装→钢结构涂装。
⼀、施⼯放线(1)按照设计要求,根据图纸要求,配合⼟建单位将标⾼、轴线核实核准。
(2)施⼯前⽤经纬仪复核轴线,并⽤⽔准仪确定标⾼,并⽤墨线在不易损坏的固定物上作好记号,注明标⾼,并做好记录。
(3)在确定轴线和标⾼之后,即放好⼤样之后,再放⼩样,也就是确定每个钢柱在基础混凝⼟上的连接⾯边线及纵横⼗字轴线,即门式刚架的柱脚位置。
(4)在定位刚架时,要尽量避免刚架柱脚与螺栓的碰撞,以避免刚架柱底⾯的变形,从⾯减少与基础混凝⼟的接触⾯,以及螺栓的弯曲变形,造成螺栓纠直之后给螺栓带来的强度损耗。
⼆、基础混凝⼟内预埋螺栓(1)在基础混凝⼟浇捣之前,再仔细核对螺栓的⼤⼩、长度、标⾼及位置,并固定好预埋螺栓。
(2)在基础混凝⼟浇捣之前,黄油及塑料薄膜包住预埋螺栓的丝⼝部分,以避免混凝⼟浇捣时对螺栓丝⼝的污染。
(3)在浇捣混凝⼟之时,派有经验的专⼈值班,做好混凝⼟浇捣时对预埋螺栓定位的影响。
以避免预埋累栓的位移及标⾼的改变。
(4)基础混凝⼟浇捣之后,及时清理预埋螺栓杆及丝⼝上的残留混凝⼟。
三、钢结构加⼯制作⼯艺过程:1.下料图单此⼯序为材料检验部分,其内容包括对⼯程所选⽤的型号、规格的确认以及材料的质量检查。
2.放样、号料①放样划线时,应清楚标明装配标记、螺孔标注、加强板的位置⽅向、倾斜标记及中⼼线、基准线和检验线,必要时制作样板。
②注意预留制作,安装时的焊接收缩余量;切割、刨边和铣加⼯余量;安装预留尺⼨要求。
③划线前,材料的弯曲和变形应予以矫正。
3.下料:钢板下料采⽤数控多头切割机下料,但下料前应将切割表⾯的铁锈、污物清除⼲净,以保持切割件的⼲净和平整,切割后应清除溶渣和飞溅物,操作⼈员熟练掌握机械设备使⽤⽅法和操作规程调整设备最佳参数的最佳值。
4.组⽴、成型钢材在组⽴前应矫正其变形,并达到符合控制偏差范围内,接触⽑⾯应⽆⽑刺、污物和杂物,以保证构件的组装紧密结合,符合质量标准。
钢结构施工工艺标准化做法,三维详图一看就懂!1 钢结构焊接1.1 柱柱对接焊接1.1.1 材料:焊丝、焊条、衬板、耳板。
1.1.2 工具:电焊机、角磨机、加热器。
1.1.3 工序:坡口开设→对接固定→清理焊接面→预热处理→对称施焊→清理。
1.1.4 工艺方法:在工厂对上节柱下口开设 45°(-5°,+10°)坡口,内口点焊不小于 6mm 厚衬板。
上节柱、下节柱通过柱侧对边耳板对接固定。
焊前对坡口清理打磨,去除铁锈及油污等。
采用火焰或电加热器对焊接坡口上下 1.5 倍板厚且不小于 100mm 范围进行预热。
焊接采用对称焊接,焊接方式、参数、方向均一致,每条焊缝分层焊接,每层连续不间断焊完,每层接茬应错开间距不小于 50mm。
每层焊完后清理焊缝表面,再进行下一层焊接,焊缝完成后清理飞溅。
1.1.5 控制要点:拼接间隙、对称焊接、焊缝接茬。
1.1.6 质量要求:焊缝均匀、平直、饱满,成形美观。
焊缝余高 0~3mm。
1.1.7 做法详图(图 4.3-1):1.2 梁柱对接焊接1.2.1 材料:焊丝、焊条、衬板。
1.2.2 工具:电焊机、角磨机。
1.2.3 工序:梁、柱固定→衬板安装→清理焊接面→下翼缘焊接→上翼缘焊接→清理。
1.2.4 工艺方法:梁柱采用栓焊连接时,先安装高强度螺栓,完成初拧;梁柱采用全焊接连接时,焊前梁柱应临时固定牢靠。
梁端上下翼缘板上口宜开设45°(-5°,+10°)坡口,焊接前安装不小于6mm 厚衬板,衬板两端宽出翼缘尺寸不小于50mm,兼做引、熄弧板。
焊前对坡口清理打磨,去除铁锈及油污等。
同一根梁两端不能同时焊接,一端焊接顺序为下翼缘、上翼缘、腹板,上下翼缘板焊接方向相反。
每条焊缝分层焊接,每层焊完后清理焊缝表面,再进行下一层焊接,焊缝完成后清理飞溅,去除衬板,用角磨机打磨平整。
1.2.5 控制要点:焊接顺序、焊接方向、焊接参数。