数控车床指令字符一览表-1
- 格式:ppt
- 大小:164.50 KB
- 文档页数:6
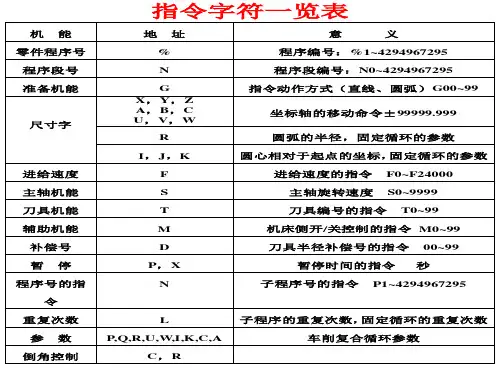

数控车床指令代码大全转]数控车床指令代码大全作者:XXX数控车床指令代码大全1.F功能F功能指令用于控制切削进给量。
在程序中,有两种使用方法。
1)每转进给量编程格式G95F~F后面的数字表示的是主轴每转进给量,单位为mm/r。
例:G95F0.2表示进给量为0.2mm/r。
2)每分钟进给量编程格式G94F~F后面的数字表示的是每分钟进给量,单位为mm/min。
例:G94F100表示进给量为100mm/min。
2.S功能S功能指令用于控制主轴转速。
编程格式S~S后面的数字表示主轴转速,单位为r/min。
在具有恒线速功能的机床上,S功能指令还有如下作用。
1)最高转速限制编程格式G50S~S后面的数字表示的是最高转速:r/min。
例:G50S3000表示最高转速限制为3000r/min。
2)恒线速控制编程格式G96S~S后面的数字透露表现的是恒定的线速度:m/XXX。
例:G96S150透露表现切削点线速度控制在150m/min。
3)恒线速取消编程格式G97S~S后面的数字表示恒线速度控制取消后的主轴转速,如S 未指定,将保留G96的最终值。
例:G97S3000表示恒线速控制取消后主轴转速3000r/min。
3.T功用T功能指令用于选择加工所用刀具。
编程格式T~T后面通常有两位数透露表现所选择的刀具号码。
但也有T后面用四位数字,前两位是刀具号,后两位是刀具长度补偿号,又是刀尖圆弧半径补偿号。
例:T0303透露表现选用3号刀及3号刀具长度补偿值和刀尖圆弧半径补偿值。
T0300透露表现取消刀具补偿。
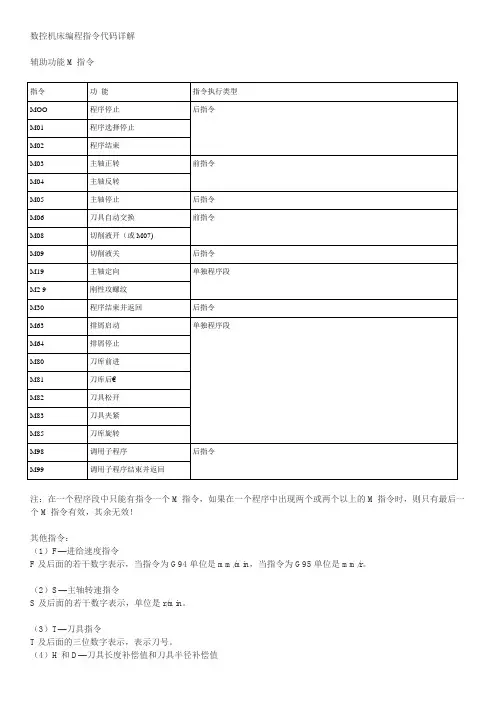
4.M功能M00:程序暂停,可用NC启动命令(CYCLESTART)使程序继续运行;M01:计划暂停,与M00作用相似,但M01可以用机床“任选停止按钮”选择是否有效;M03:主轴顺时针旋转;M04:主轴逆时针旋转;M05:主轴旋转截止;M08:冷却液开;M09:冷却液关;M30:步伐截止,步伐复位到肇端位置。
5.加工坐标系设置G50编程格式G50X~Z~式中X、Z的值是起刀点相对于加工原点的位置。

数控车床最全指令字符、G代码、M代码、F、S、T 一览表数控车指令字符、G代码、M代码、F、S、T 一览表华中数控指令字符集华中数控世纪星一一G代码指令华中数控世纪星一一M代码指令FANUC 0-TD系统G代码命令代码组及其含义辅助功能本机床用S代码来对主轴转速进行编程,用T代码来进行选刀编程,其它可编程辅助功能由M代码来实现,本机床可供用户使用的M代码列表如下(表1.2):表1.2般地,一个程序段中,M代码最多可以有一个进给速度FF指令表示工件被加工时刀具相对于工件的合成进给速度,F的单位取决于G9 4(每分钟进给量mm/min或G95(主轴每转一转刀具的进给量mm/r)。
使用下式可以实现每转进给量与每分钟进给量的转化。
fm=fr x Sfm:每分钟的进给量:(mm/min )fr :每转进给量:(mm/r )S:主轴转数,(r/mi n)当工作在G01, G02或G03方式下,编程的F —直有效,直到被新的F值所取代,而工作在G00方式下,快速定位的速度是各轴的最高速度,与所编F无关。
借助机床控制面板上的倍率按键,F可在一定范围内进行倍率修调。
当执行攻丝循环G76 G82螺纹切削G32时,倍率开关失效,进给倍率固定在100%。
[注]1、当使用每转进给量方式时,必须在主轴上安装一个位置编码器。
2、直径编程时,X轴方向的进给速度为:半径的变化量/分、半径的变化量/转刀具功能(T机能)T代码用于选刀,其后的4位数字分别表示选择的刀具号和刀具补偿号。
T代码与刀具的关系是由机床制造厂规定的,请参考机床厂家的说明书。
执行T指令,转动转塔刀架,选用指定的刀具。
当一个程序段同时包含T代码与刀具移动指令时:先执行T代码指令,而后执行刀具移动指令。
T指令同时调入刀补寄存器中的补偿值。
Welcome !!! 欢迎您的下载, 资料仅供参考!。
一.指令集〔X向如X、U等的编程量均采用直径量〕G00:快速定位指令。
格式为G00 X〔U〕Z〔W〕,X、Z为绝对编程时的目标点,U、W 为相对编程时的目标点。
两轴同时以机床最快速度开始运动,但不一定同时停止,即合成刀具轨迹并不一定是直线。
本系统可以混合编程,如G00 X W。
G01:直线插补指令。
格式为G01 X〔U〕Z〔W〕F,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
G02:顺圆插补指令。
格式为G02 X〔U〕Z〔W〕R〔I K〕F,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,R为半径〔仅用于劣弧编程〕,I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
注:I采用半径量,I、K始终为相对量编程。
G03:逆圆插补指令。
格式为G03 X〔U〕Z〔W〕R〔I K〕F,X、Z为绝对编程时的目标点,U、W为相对编程时的目标点,R为半径〔仅用于劣弧编程〕,I、K为圆心的X、Z坐标,F值为插补速度,单位是mm/min或mm/r,具体取决于设定为G98还是G99。
注:I采用半径量,I、K始终为相对量编程。
G04:暂停指令。
格式为G04 P〔X U 〕,采用P时〔不能用小数点〕,时间单位为ms,X、U 时,时间单位为s。
最大延时9999.999s。
G20:英制单位设定指令。
G21:公制单位设定指令。
注意:某程序假设不指定G20、G21,那么采用上次关机时的设定值。
G27:返回参考点检测指令。
格式为G27 X〔U〕Z〔W〕T0000,本指令执行前必须使刀架回零一次。
假设指定的两个坐标值分别是机床参考点的坐标值,且机床面板上的两个回零参考点指示灯都亮,那么说明机床零点正确。
否那么,机床定位误差过大。
G28:返回参考点指令。
格式为G28 X〔U〕Z〔W〕T0000,假设机床启动后回过零点,那么本指令的执行使刀架经过指定点回零,否那么经过指定点移动至系统加电时的位置。
数控机床编程指令代码详解H和D及其后面的三位数字表示,该三位数字为存放刀具补偿量地存储器地址(番号)。
G指令代码详解一、机床功能设定1、G53—选择机床坐标系格式:G53 X Y Z ;(X Y Z为机床坐标值)注:当指定G53指令时,就清除刀具的半径补偿、刀具长度补偿和刀具偏值,一般在换刀是指定Z轴。
2、G54~G59—选择工件坐标系注:电源接通并返回参考点后,系统自动选择G54。
3、G54.1 P1~P48—选择附加工件坐标系4、G52—局部坐标系格式:G52X Y Z ;格式含义:为了编程的方便设定工件坐标系的子坐标系,G52中的X Y Z的值是工件坐标系G54~G59中的位置坐标。
取消局部坐标系——G52 X 0 Y 0 Z 0 ;注:当指令G52局部坐标系或取消局部坐标系时就取消了刀具长度补偿、刀具半径补偿等刀具偏值,在后续的程序中必须重新设置指定刀具长度补偿、刀具半径补偿等刀具偏值。
5、G90—绝对编程绝对编程是刀具移动到距离工件坐标系原点的某一位置。
6、G91—增量编程增量编程刀具移动的距离是以前一点为基准计算,是前一点的增量。
7、G21—毫米输入G20—英寸输入8、G16—启用极坐标指令G15—取消极坐标指令二、插补功能指令1、G00—快速定位指令格式:G00 X Y Z ;格式含义:G00指令使刀具以点位控制方式从刀具当前点以最快速度运动到另一点。
其轨迹不一定是两点一线,有可能是一条折线。
注意事项:(1)刀具从上向下移动时:G00 X Y ;Z ;先定XY面,然后Z轴下降。
(2)刀具从下向上移动时:G00Z ;X Y ;Z轴先上升,然后定XY面。
2、G01—直线插补指令格式:G01 X Y Z F ;格式含义:G01指令使刀具按F指令从当前运动到指定点。
3、G02—顺时针插补、G03—逆时针插补格式:G17 {G02 /G03}X Y (R /I J)F;G18 {G02 /G03}X Z(R /I K)F;G19 {G02 /G03}Y Z(R /J K)F;注:1、I J K为零时可以省略;在同一段程序中,如I J K与R同时出现时,R有效。