泊特飞-凌云焊接车间烟尘过滤设备方案-20170117
- 格式:pdf
- 大小:591.43 KB
- 文档页数:14
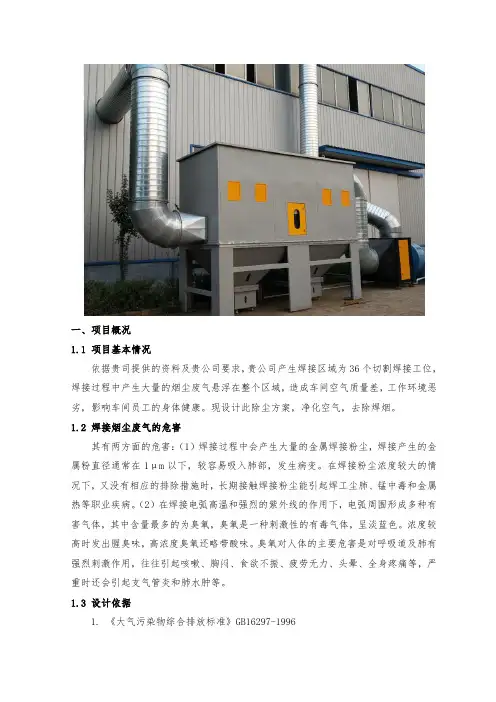
一、项目概况1.1 项目基本情况依据贵司提供的资料及贵公司要求,贵公司产生焊接区域为36个切割焊接工位,焊接过程中产生大量的烟尘废气悬浮在整个区域,造成车间空气质量差,工作环境恶劣,影响车间员工的身体健康。
现设计此除尘方案,净化空气,去除焊烟。
1.2 焊接烟尘废气的危害其有两方面的危害:(1)焊接过程中会产生大量的金属焊接粉尘,焊接产生的金属粉直径通常在1μm以下,较容易吸入肺部,发生病变。
在焊接粉尘浓度较大的情况下,又没有相应的排除措施时,长期接触焊接粉尘能引起焊工尘肺、锰中毒和金属热等职业疾病。
(2)在焊接电弧高温和强烈的紫外线的作用下,电弧周围形成多种有害气体,其中含量最多的为臭氧,臭氧是一种刺激性的有毒气体,呈淡蓝色。
浓度较高时发出腥臭味,高浓度臭氧还略带酸味。
臭氧对人体的主要危害是对呼吸道及肺有强烈刺激作用,往往引起咳嗽、胸闷、食欲不振、疲劳无力、头晕、全身疼痛等,严重时还会引起支气管炎和肺水肿等。
1.3 设计依据1. 《大气污染物综合排放标准》GB16297-19962. 《固定源大气颗粒物综合排放标准》DB37/1996-20113. 《工作场所有害因素职业接触界限》GBZ2-20024. 《工业企业厂界噪声标准》GB12348-905. 《低压配电设计规》GB50054-956. 《滤筒式除尘器》/T 10341-20027. 《车间空气中电焊烟尘卫生标准》GB16194-19968. 《采暖通风与空气调节设计规》GB50019-20039. 《公共建筑节能设计标准》GB50189-200510.《工业企业设计卫生标准》GBZ1-200212.《简明通风设计手册》中国建筑工业1.4 设计围1. 方案工艺流程的选择和设计及技术要求治理目标;2. 环境治理设备的制造、安装与设备的选型;规格,型号,参数等;3. 工程设备的运输、安装、调试及操作人员的培训;4. 系统管路、电器、自控的设计与安装及调试;5. 工程整套系统风量,风速,能耗,管道走向及工程总投资。

工地焊接烟气处理方案
为了解决工地焊接产生的烟气污染问题,我们可以采取以下方案来进行处理:
1. 安装烟气收集器:在焊接工作区域周围安装烟气收集器,能够有效地收集焊接过程中产生的烟雾和废气。
通过管道将烟气引导到下一步的处理设备中。
2. 建立烟气过滤系统:在收集到的烟气进入处理设备之前,可以设置一个烟气过滤系统。
该系统利用过滤器和除尘设备,将烟雾中的固体颗粒物、灰尘等杂质过滤掉,净化烟气。
3. 引入烟气处理设备:在经过过滤系统后,烟气进入烟气处理设备。
可以采用湿式或干式烟气处理工艺。
湿式处理工艺使用喷淋液体或水雾来吸附和冷却烟气中的污染物,然后通过沉淀池和沉淀器分离出固体颗粒物。
干式处理工艺则通过吸附剂和过滤器来吸附和捕捉烟气中的污染物。
4. 采用高效的烟气处理装置:为了提高烟气的处理效果,可以引入一些先进的烟气处理装置。
例如,电除尘器可以通过电场作用将烟气中的颗粒物电除尘;活性炭吸附装置可吸附烟气中的有机物质;催化剂装置可以利用化学反应将烟气中的有害物质转化为无害物质。
5. 做好废弃物处理:焊接过程中产生的废渣、废气罐等废弃物要进行正确的处理。
废弃物应分类储存,废气罐要定期清理,确保不会进一步造成环境污染。
6. 加强监测和维护:定期对烟气处理设备进行监测和维护,确保其正常运行和有效处理烟气污染物。
通过以上方案的实施,可以有效地处理工地焊接产生的烟气污染问题,保护环境和工人的健康。
焊接烟尘处理方案解析焊接烟尘特点及危害1焊接过程发尘量较大,1台焊机1天所产生的烟尘量可达60〜150g;2)焊接粉尘粒子小,烟尘呈碎片状,粉尘粘性大。
正是由于焊接烟尘颗粒直径小,正常呼吸时,鼻毛及鼻粘膜无法起到阻碍作用,所以粉尘会侵入人体肺部并沉积下来,长时间接触会会导致尘肺疾病。
目前市场上流行的焊接车间烟尘处理方案主要有两种:集中式和可移动式。
1集中式烟尘处理。
顾名思义,集中式焊烟处理是将各工位上产生的焊接烟尘收集起来,然后统一进行集中处理。
集中式焊烟处理一般需要在厂房内铺设管道网,在厂房外设置大功率净化主机,通过强大的吸力经管道和吸气臂将各工位上的烟尘收集后,在净化主机内完成净化。
集中式焊烟处理从烟尘治理效率上来看,是最好的。
但是在实际应用中,要根据厂房结构、车间大小、焊接点位置分布等计算、设计、布局管道并选择合适的风机,相对来说较复杂。
前期必须设计合理,考虑周全,否则会严重影响除尘效果。
2.可移动烟尘处理可移动烟尘处理,主要是指移动式焊接烟尘净化器和自循环式焊接烟尘净化器。
1)移动式焊接烟尘净化器,主要针对车间工位少、小工件焊接的烟尘处理,特点是外形小巧,不占过多车间空间,而且拥有万向轮和可360度悬停的吸气臂,可处理近距离发尘点的烟尘。
2)自循环式焊接烟尘净化器体型稍大,主要针对大型件、异形件焊接车间的烟尘治理,移动也比较方便,净化效率也较高,并且安装简单,即插即用,自带脉冲反吹清灰系统,后期运维成本低。
整体来说,自循环式焊接烟尘净化器,外形标准,不过多地占用车间内空间面积,一体式结构设计,无需组装,无需管道网铺设,接电即用,在最短的时间内解决车间焊接烟尘污染问题,是快速解决环评的很好解决方案之一。
总得来说,可移动焊烟除尘器,能耗小,灵活机动,操作方便,烟尘净化率达99.9%o总之,目前市场上主要有两种烟尘处理方案主要有两种:集中式和可移动式。
集中式除尘方式主要对于大面积厂房、工位集中,除尘效率最高,可移动式除尘方式主要针对小工位焊接、工位分散等工况,除尘效果最好。
焊接烟气处理方案引言焊接过程中产生的烟气是一种常见的工业废气,它含有大量的有害物质,对环境和人体健康造成严重危害。
因此,需要采取有效的烟气处理方案来减少其对环境的影响。
本文将介绍一种针对焊接烟气的处理方案,并提供详细的步骤和操作指南。
步骤1.确定污染源在进行焊接烟气处理前,首先需要确定烟气的具体来源和排放点。
这可以通过实地勘察和检查焊接设备的操作情况来完成。
在某些情况下,可能需要安装烟气监测设备来定期检测烟气排放的情况。
2.减少烟气产生量在焊接过程中,可以采取一些措施来减少烟气产生的量。
例如,使用高效的焊接设备和焊接材料,确保焊接操作的正确性,避免出现过度喷焊和飞溅现象等。
此外,还可以采用局部通风和引风设备,将烟气直接排放到室外,并确保排放口离人体活动区域足够远。
3.收集烟气在焊接烟气处理方案中,必须收集烟气以便后续处理。
这可以通过安装排气罩或抽风装置来实现。
排气罩应放置在烟气产生源的尽可能近的位置,并且要能有效地收集到产生的烟气。
抽风装置则可以通过把烟气抽离焊接区域并送入处理设备来实现。
4.过滤烟气收集到的烟气通常含有大量的微粒和有害物质,需要进行过滤处理。
一种常见的方法是采用布袋过滤器,它可以有效地捕捉烟气中的颗粒物和尘埃。
此外,还可以结合其他物理或化学处理方法,如湿式除尘和活性炭吸附等来进一步净化烟气。
5.释放处理后的烟气处理后的烟气需要进一步排放。
在进行排放前,必须确保烟气达到排放标准。
这可以通过安装烟气分析设备来监测处理后的烟气的成分,并进行必要的调整。
在排放时,应确保烟气排放在远离人口密集区和环境敏感区域,以避免对人体健康和环境造成进一步的影响。
操作指南1.对焊接设备进行定期维护和检查,确保其正常工作并减少烟气的产生。
2.在焊接区域设置局部通风装置和引风装置,将烟气排放到室外。
3.安装排气罩或抽风装置,确保能够有效地收集烟气并送入处理设备。
4.选择合适的烟气处理设备,如布袋过滤器、湿式除尘器和活性炭吸附器等。
一、方案背景随着我国工业生产的快速发展,焊接工艺在各个行业中的应用日益广泛。
然而,焊接过程中产生的烟尘对工人的健康和生产环境造成了严重影响。
为保障工人身体健康,改善生产环境,特制定本专项整治方案。
二、整治目标1. 减少焊接烟尘排放,降低职业病危害;2. 改善焊接作业场所空气质量,提高生产环境;3. 增强企业环保意识,提高企业社会责任。
三、整治范围1. 焊接作业场所;2. 焊接烟尘治理设施;3. 焊接作业人员防护用品。
四、整治措施1. 焊接烟尘治理设施改造升级(1)对现有焊接烟尘治理设施进行改造升级,提高治理效率;(2)针对高大厂房、狭小空间等特殊环境,设计定制化焊接烟尘治理设施;(3)推广应用新型焊接烟尘治理技术,如静电除尘、活性炭吸附等。
2. 焊接作业场所环境整治(1)对焊接作业场所进行分区管理,明确划分焊接区域、休息区域等;(2)加强焊接作业场所通风,确保空气流通;(3)定期对焊接作业场所进行清洁,减少烟尘沉积。
3. 焊接作业人员防护用品配备(1)为焊接作业人员配备符合国家标准的安全帽、防护眼镜、防尘口罩等防护用品;(2)加强焊接作业人员培训,提高其自我防护意识;(3)定期检查、更换焊接作业人员防护用品,确保其使用效果。
4. 加强监管,严格执法(1)加强对焊接作业场所的巡查,及时发现和处理违法行为;(2)加大对焊接烟尘治理设施的监管力度,确保其正常运行;(3)对违反环保法规的企业进行严肃处理,依法处罚。
五、实施步骤1. 组织培训,提高认识。
对企业管理人员和焊接作业人员进行环保法规、焊接烟尘危害等方面的培训,提高环保意识。
2. 制定整治计划,明确责任。
根据企业实际情况,制定焊接烟尘专项整治计划,明确各部门、各岗位的责任。
3. 全面实施,稳步推进。
按照整治计划,有序推进各项工作,确保整治工作取得实效。
4. 落实整改,巩固成果。
对整治过程中发现的问题,及时进行整改,巩固整治成果。
六、保障措施1. 加强组织领导,成立专项整治工作领导小组,负责专项整治工作的统筹协调和监督指导。
焊接车间整体通风方案设计1.引言随着科学技术社会经济的飞速发展,焊接技术的应用日益广泛,如汽车制造厂、造船厂等。
由于焊接是一种劳动强度比较大的工种,且在焊接工艺过程中会产生大量的有毒金属烟雾、电焊尘、有害气体、辐射热、光污染,严重影响工作人员和周边人员身体健康,因此必须对焊接车间进行通风换气,排除和稀释有害物,建立良好的焊接环境。
由于厂房的焊接车间一般具有空间高大、焊接件大小不定、焊接地点不固定、焊接方式较多等特点,使得室内气流组织混乱,污染物较难处理。
因此,如何经济有效对焊接车间进行通风除尘一直是个难题。
本文将对国内外焊接车间的通风除尘方式进行一定的分析和总结,供设计人员参考。
2. 国内外焊接车间烟尘治理方法全面通风净化系统全面通风也称稀释通风,一方面用清洁空气,稀释室内空气物中的有害浓度,同时不断把污染空气排出室外,使室内空气中有害物浓度不超过卫生标准规定的最高允许浓度。
全面通风通常以厂房的换气量或换气次数为基础,根据稀释理论,将车间内有害物浓度冲淡到最高允许浓度之下所需的全面通风换气量按下式计算[1]。
Q=K m3/h式中:Q—换气量m3/hK—安全系数。
根据厂房结构、设备装置布置、有害物毒性、分布情况等,K的取值范围为3~10;x—车间内有害物的散发量;y2—排出空气中有害物浓度。
一般可取车间空气中有害物最高允许浓度(mg/m3);y1—进入车间空气中有害物浓度。
对直接取室外风为进风时,y1可视为0(mg/m3)。
换气量也可用换气次数来代替,在大型焊接车间,根据烟尘浓度计算选择通风机,一般每小时应排风10~15次。
n= 次/hn—换气次数(次/h);V—车间体积(m3)。
全面通风包括自然通风和机械通风两种方式。
确定焊接车间的通风方案时,一定要根据具体情况灵活处理,几种常用的全面通风方案如下:(1) 自然通风自然通风不需要消耗动力,是一种经济的通风方式,对于户外焊接作业或敞开的空间焊接一般采用自然通风方式。
焊接烟尘处理方法焊接烟尘是指在焊接过程中产生的烟雾、烟尘和有害气体,对工作人员的健康和环境造成危害。
为了有效减少焊接烟尘的产生和对环境的影响,可以采取以下方法进行处理:1.合理选择焊接工艺合理选择焊接工艺可以减少烟尘的产生和排放。
例如,采用气体保护焊接、电弧焊接等无烟熄焰焊接工艺,可以减少焊接烟尘的产生。
2.使用有效的排风系统建立有效的排风系统可以将焊接烟尘及时排除,避免其对工作环境和工作人员的危害。
排风系统应包括局部排风和全局排风两部分。
局部排风可以放置在焊接枪附近,及时吸收和排除烟尘。
全局排风则是通过安装集中排风设备,将车间内的空气进行循环和过滤,保持空气的清洁度。
3.提高焊接环境通风合理设计焊接车间的通风系统,保证空气的流通和流动。
通风可使用自然通风或机械通风,以保持室内空气的新鲜和清洁,减少焊接烟尘的积聚。
4.使用抑尘用具在焊接过程中,可以使用抑尘用具来降低烟尘的产生和扩散。
例如,焊接面罩、焊接工作服等防护用具可以有效地阻挡烟尘进入工人的呼吸道和皮肤,减少对身体的伤害。
5.定期进行设备维护和清洁设备的维护和清洁是减少焊接烟尘产生的重要环节。
定期检查焊接设备和排风系统,及时更换和维修损坏的部件,并定期进行设备清洁,清除积聚的烟尘和废料,保持设备的正常工作状态。
6.加强员工培训和意识加强员工培训和意识,提高员工对焊接烟尘危害的认识和防护意识。
员工应该了解烟尘的危害性,正确使用和佩戴防护用具,并按照规定的工作程序进行焊接操作,减少烟尘的产生。
7.使用高效净化设备在排放烟尘前,可使用高效净化设备将烟尘进行处理。
常见的净化设备包括静电除尘器、布袋除尘器、湿式除尘器等。
这些设备可以将烟尘进行过滤和分离,净化后的烟尘可以达到环境排放标准。
总之,对焊接烟尘的处理应从焊接工艺、排风系统、环境通风、抑尘用具、设备维护、员工培训和净化设备等多个方面综合考虑,确保焊接过程中烟尘的有效控制和处理,保护工作人员的健康和环境的安全。
焊接烟气环保方案烟气是指排放各种废气的尘烟、烟雾和烟尘。
焊接烟气主要包括有害气体和固体颗粒物,对人体和环境都造成一定的危害。
为了解决焊接烟气的环境污染问题,可以采取如下环保方案。
首先,采用先进的焊接设备和工艺。
使用带有高效过滤装置的焊接设备,可以有效地减少焊接产生的烟尘和废气。
同时,采用防风罩和局部排风装置,可以有效地控制烟气的扩散和排放。
此外,也可以采用先进的焊接工艺,如氩弧焊、等离子焊等,减少焊接烟气的产生。
其次,加强焊工的安全教育和培训。
焊工是直接接触到焊接烟气的人员,因此必须加强对焊工的安全教育和培训。
焊工应该掌握正确的操作方法和个人防护措施,如佩戴防护面具、呼吸防护器等,以减少对焊接烟气的接触。
再次,建立焊接烟气排放监测与控制系统。
通过安装烟气排放监测仪器,实时监测焊接烟气的排放量和成分,及时发现和处理异常情况。
同时,建立排放控制系统,对焊接烟气进行有效的控制和处理。
可以采用湿式堆积、烟气净化装置等技术,将焊接烟气中的有害成分进行分离和净化处理,降低对环境的影响。
最后,加强焊接烟气治理的监督和管理。
政府部门应加强对焊接烟气治理工作的监督和管理,加大对企业的执法检查力度。
同时,加强相关法律法规的制定和修订,明确焊接烟气排放的标准和要求。
对于违反排放标准的企业,要依法进行处罚和整改,确保焊接烟气排放在合理范围内。
通过以上环保方案的实施,可以有效地减少焊接烟气的排放,保护环境和人体健康。
但是需要强调的是,焊接烟气的治理需要各方共同努力,包括政府、企业和个人。
只有共同合作,才能实现焊接烟气的环保目标。
焊接烟尘专项整治方案一、项目背景焊接是一种常见的金属加工方式,但在这个过程中会产生大量的烟尘,对环境和人体健康都会造成影响。
为了规范焊接过程,减少烟尘排放,保护环境和工人的健康,制定焊接烟尘专项整治方案是必要的。
二、整治目标1. 减少焊接过程中的烟尘排放,提高空气质量。
2. 保护焊接工人的身体健康,降低职业病风险。
3. 规范焊接作业,提高工作效率和质量。
三、整治措施1. 技术改造(1)采用低排放焊接设备,降低焊接烟尘排放。
(2)优化焊接工艺,减少烟尘产生。
(3)加装焊接烟尘治理设备,对排放的烟尘进行有效控制。
2. 培训教育(1)对从业人员进行相关的烟尘防护知识培训,提高他们的环保意识和防护意识。
(2)加强操作规程的培训,规范焊接作业流程。
3. 管理监督(1)建立健全的焊接烟尘排放监测系统,对排放量进行实时监测和记录。
(2)加大对焊接作业现场的巡查力度,及时发现问题并提出整改要求。
(3)建立健全的奖惩制度,对符合标准的单位加以奖励,对不达标的单位进行处罚。
四、实施方案1. 技术改造(1)制定技术改造计划,明确具体的改造内容、时间表和责任人。
(2)选购低排放焊接设备和相应的烟尘治理设备。
(3)在焊接作业现场进行设备安装和调试,确保其正常运行。
2. 培训教育(1)开展烟尘防护知识培训,邀请环保专家和职业健康专家进行指导。
(2)制定培训大纲和计划,确保培训的全面性和及时性。
3. 管理监督(1)建立焊接烟尘排放监测系统,购置相关监测设备,并进行监测站点的布设。
(2)对焊接作业现场进行定期巡查,对监测数据和巡查结果进行定期汇总和分析。
(3)建立奖惩制度,对整改不力的单位进行处罚,对效果显著的单位进行奖励。
五、预期效果1. 空气质量得到改善,周围居民的生活环境得到保障。
2. 焊接工人的健康状况得到提高,职业病发病率降低。
3. 焊接作业的质量和效率得到提升。
六、监测评估1. 建立焊接烟尘排放监测系统,并定期对排放量进行监测和评估。
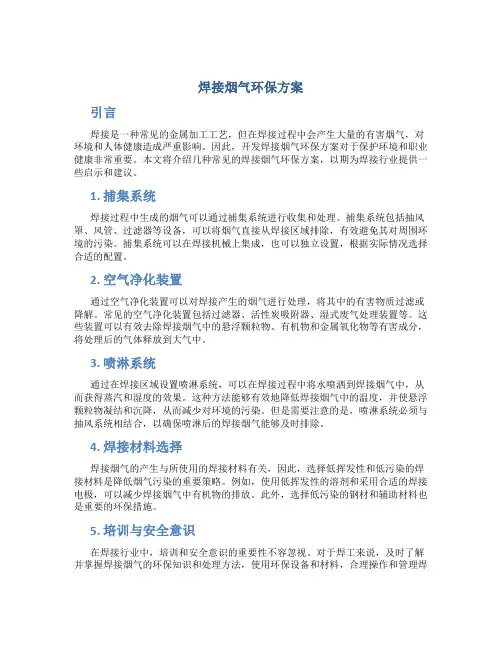
焊接烟气环保方案引言焊接是一种常见的金属加工工艺,但在焊接过程中会产生大量的有害烟气,对环境和人体健康造成严重影响。
因此,开发焊接烟气环保方案对于保护环境和职业健康非常重要。
本文将介绍几种常见的焊接烟气环保方案,以期为焊接行业提供一些启示和建议。
1. 捕集系统焊接过程中生成的烟气可以通过捕集系统进行收集和处理。
捕集系统包括抽风罩、风管、过滤器等设备,可以将烟气直接从焊接区域排除,有效避免其对周围环境的污染。
捕集系统可以在焊接机械上集成,也可以独立设置,根据实际情况选择合适的配置。
2. 空气净化装置通过空气净化装置可以对焊接产生的烟气进行处理,将其中的有害物质过滤或降解。
常见的空气净化装置包括过滤器、活性炭吸附器、湿式废气处理装置等。
这些装置可以有效去除焊接烟气中的悬浮颗粒物、有机物和金属氧化物等有害成分,将处理后的气体释放到大气中。
3. 喷淋系统通过在焊接区域设置喷淋系统,可以在焊接过程中将水喷洒到焊接烟气中,从而获得蒸汽和湿度的效果。
这种方法能够有效地降低焊接烟气中的温度,并使悬浮颗粒物凝结和沉降,从而减少对环境的污染。
但是需要注意的是,喷淋系统必须与抽风系统相结合,以确保喷淋后的焊接烟气能够及时排除。
4. 焊接材料选择焊接烟气的产生与所使用的焊接材料有关,因此,选择低挥发性和低污染的焊接材料是降低烟气污染的重要策略。
例如,使用低挥发性的溶剂和采用合适的焊接电极,可以减少焊接烟气中有机物的排放。
此外,选择低污染的钢材和辅助材料也是重要的环保措施。
5. 培训与安全意识在焊接行业中,培训和安全意识的重要性不容忽视。
对于焊工来说,及时了解并掌握焊接烟气的环保知识和处理方法,使用环保设备和材料,合理操作和管理焊接过程,是保护环境和自身健康的关键。
此外,相关部门和企业也应加强对焊接环保政策和法规的宣传和培训,提高全行业的环保意识和水平。
结论焊接烟气环保是一个需要全行业共同努力的问题。
通过合理选择焊接材料、使用捕集系统和空气净化装置、设置喷淋系统,以及进行培训和提高安全意识,可以有效减少焊接烟气的污染,并保护环境和职业健康。
一、项目概况1.1 项目基本情况依据贵司提供的资料及贵公司要求,贵公司产生焊接区域为36个切割焊接工位,焊接过程中产生大量的烟尘废气悬浮在整个区域,造成车间空气质量差,工作环境恶劣,影响车间员工的身体健康。
现设计此除尘方案,净化空气,去除焊烟。
1.2 焊接烟尘废气的危害其有两方面的危害:(1)焊接过程中会产生大量的金属焊接粉尘,焊接产生的金属粉直径通常在1μm以下,较容易吸入肺部,发生病变。
在焊接粉尘浓度较大的情况下,又没有相应的排除措施时,长期接触焊接粉尘能引起焊工尘肺、锰中毒和金属热等职业疾病。
(2)在焊接电弧高温和强烈的紫外线的作用下,电弧周围形成多种有害气体,其中含量最多的为臭氧,臭氧是一种刺激性的有毒气体,呈淡蓝色。
浓度较高时发出腥臭味,高浓度臭氧还略带酸味。
臭氧对人体的主要危害是对呼吸道及肺有强烈刺激作用,往往引起咳嗽、胸闷、食欲不振、疲劳无力、头晕、全身疼痛等,严重时还会引起支气管炎和肺水肿等。
1.3 设计依据1. 《大气污染物综合排放标准》GB16297-19962. 《固定源大气颗粒物综合排放标准》DB37/1996-20113. 《工作场所有害因素职业接触界限》GBZ2-20024. 《工业企业厂界噪声标准》GB12348-905. 《低压配电设计规范》GB50054-956. 《滤筒式除尘器》JB/T 10341-20027. 《车间空气中电焊烟尘卫生标准》GB16194-19968. 《采暖通风与空气调节设计规范》GB50019-20039. 《公共建筑节能设计标准》GB50189-200510.《工业企业设计卫生标准》GBZ1-200212.《简明通风设计手册》中国建筑工业出版社1.4 设计范围1. 方案工艺流程的选择和设计及技术要求治理目标;2. 环境治理设备的制造、安装与设备的选型;规格,型号,参数等;3. 工程设备的运输、安装、调试及操作人员的培训;4. 系统管路、电器、自控的设计与安装及调试;5. 工程整套系统风量,风速,能耗,管道走向及工程总投资。
焊接烟尘过滤设备 江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 1 -
上海凌云工业科技有限公司 焊接烟尘过滤设备
技术方案
昆山泊特飞机械有限公司 2017/1
焊接烟尘过滤设备
江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 2 -
1.概 述 本资料是上海凌云工业科技有限公司焊接烟尘过滤设备的项目说明书,系统供应商为昆山泊特飞机械有限公司(以下简称供应厂商)。 设计原则:整齐、美观、坚固、实用、安全可靠、使用寿命长、质优价廉的中国国内技术较为领先的一流生产线。
该项目说明书内容包括:系统总体说明、系统构成设备及附属设备、系统设备规格参数及性能以及供应厂商所提供的安装、调试、培训等各项服务和工程安排建议。 泊特飞公司所生产的自动化生产生产线已经被广泛应用于汽车、电梯、物流、装配等的各领域自动化系统中。 我公司承诺:我们将严格遵守合同,将一套品质优秀、性能可靠的自动化生产线提供给用户,提高用户产品的综合竞争力。
焊接烟尘过滤设备
江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 3 -
2.设计基础参数 2.1动力设施要求 内 容 项 目 基 础 数 据 备 注
系统设备 动力电源
电压 380 VAC ±10%
频率 50Hz±2% 相 3相
控制系统 电源
电压 220 VAC ±10%
频率 50Hz ±2%
相 1相 空气动力源 压力 0.5-0.6Mpa
2.2安全标准 内容 项目 基础数据 备 注
安全电压 GB3805 机械设备及防护安全 GB8196
漏电保护 GB6829 环境卫生保护 GB5083
噪音 ≤85dB
2.3设计标准 内容 项目 基础数据 备 注
生产节拍 依要求 工装板尺寸 - 产品规格 焊接烟尘 平 整 度 最大:±10mm 工程地点 上海 青浦
焊接烟尘过滤设备
江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 4 -
3 焊接烟尘过滤处理 1)本焊接烟尘过滤处理分为3部分组成。分别为:1.焊接烟尘回收风管 2.烟尘过滤设备,3.烟尘排气风管。焊接烟尘回收风管装置,可以将风管安装在焊接位置的上方,使焊接产生的烟尘很容易被吸进上方的风管内,从而使厂房内的工作焊接气味排除,操作人员工作在换气的环境里。烟尘过滤设备是将焊接产生的烟尘吸进过滤室体内,并对烟尘进行过滤的设备。焊接产生的烟尘通过烟尘过滤室体后,对烟尘进行过滤,烟尘被阻挡在烟尘过滤设备内的过滤网上,过滤后的空气通过排气风管,直接排到厂房外。烟尘过滤室体内的过滤网上安装有逆大电磁阀,依设定时间,对过滤网进行清理,使过滤网一直处理有效过滤状态。过滤器室体下方有烟尘收集小车,可以将烟尘集中清理。排气风管是讲烟尘过滤处理设备过滤过的气体直接排到厂房外,对厂房内的空气进行一定的更换。风管高度依国家标准要求:离地面15m。
焊接烟尘过滤设备
江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 5 -
3.1 焊接烟尘过滤设备 本焊接烟尘过滤设备有3部分组成。分别为:1.焊接烟尘回收风管装置2.烟尘过滤集尘设备,3.烟尘排气风管。1.焊接烟尘回收风管装置(含回风口),由固定架、回风管、回风口、主风管、风管弯头、辅材等组成。2.烟尘过滤集尘设备,由室体、过滤装置、风机、进出风管、保养门、逆打装置、控制电气等组成。3.烟尘排气风管,由风机软件、风管、风帽、风管支撑等组成。
3.1.1烟尘过滤设备规格参数 内 容 项 目 规 格 备 注
烟尘过滤设备室体尺寸 4.0m(L)*1.8m(W)*2.2m(H) 过滤装置 筒式过滤器*24个 逆打装置 逆打电磁阀*24个 过滤风机风量 48000m3/h 变频器控制 保养门 2式 镀锌 控制电气 1式 固定架 1式 型钢刷漆 烟尘吸口 12式 支回风管 12式 主回风管 1式 主排气风管 1式 镀锌 连接风口 1式 镀锌 风管支撑 1式 型钢刷漆 风帽 1式 镀锌 烟尘收集小车 2式 检测口 1式
焊接烟尘过滤设备 江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 6 -
3.1.1.1 焊接烟尘过滤设备
3.1.1.2 烟尘吸收风口
焊接烟尘过滤设备
江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 7 -
3.1.1.3 主排气风管式样
焊接烟尘过滤设备
江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 8 -
3.1.1.4 主排气风管风帽式样
4 电气控制系统(通用) 4.1总则 本焊接烟尘排气处理采用独立控制方式,采用手动启动方式,各电气系统对动力地绝缘电阻>50MΩ,接地电阻<10Ω。 4.2电气材料选用规则 名称 型号 品牌 备注 PLC电源 SIEMENS CPU 6ES314 SIEMENS 底板 SIEMENS 输入模块SM321, SIEMENS 输出模块SM322, SIEMENS 前连接器,40针螺丝型端子 SIEMENS
触摸屏 SIEMENS 自动空气开关 施耐德或梅兰日兰
焊接烟尘过滤设备 江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 9 -
漏电开关 施耐德或梅兰日兰 变频器 SIEMENS
交流接触器 施耐德或梅兰日兰 热保护继电器 施耐德或梅兰日兰 中间继电器 MY4N OMRON DC24V电源 S82J-6024 OMRON 低通滤波器 250V 5A TDK 行程开关 AZ8104 松下 行程开关 WLCA12-2N OMRON 微动开关 AZ7311 松下 微动开关 Z-15GW22-B OMRON 光电开关 E3JK-5M1 OMRON U型光电开关 E3S-GS3041 OMRON 接近开关 IM18 GERMANY SICK 空压开关 ISO3000 FESTO 三色灯 SFTPBW-310 蜂鸣器 ANNZ-B10 IZUMI IDEC 按钮 ABW110 IZUMI IDEC 指示灯 APW220 IZUMI IDEC 选择开关 ASS211N IZUMI IDEC 马达ON/OFF开关 ON/OFF 3P 电线 电缆 特殊电缆 工位插座
4.3 低电压配电原则 a. 综合分配用电,尽可能做到各种状态下的三相平衡。 b. 主电控制柜设置于二楼,专机控制柜设置于一楼,电源引自各相应配电室 c. 导电轮电源:所有老化电源均采用隔离变压器送电。 d. 强电电缆→总开关→分开关→三相安全隔离变压器 e. 强电电源→总开关→分开关→系统电源 f. 去200VAC插座的线路布置:
焊接烟尘过滤设备 江苏省昆山市水秀路1585-3号 电话:+86(512)57388862 Http://www.botefy.com 邮箱:1370381307@qq.com - 10 -
系统电源→空气开关→漏电保护器→市电插座 系统电源→稳压电源→空气开关→漏电保护器→稳压插座 系统电源→隔离电源→空气开关→漏电保护器→隔离插座 g. 去马达线路布置:系统电源→空气开关→交流接触器→热继电器→ 现场马达维修开关→马达. h. 去各分控箱的线路布置:系统电源→空气开关→交流接触器→分控制箱 i. 去照明线路布置:系统电源→空气开关→漏电保护器→日光灯
4.4用线及线色规则 a. 所有线头须打标号,镀锌线耳冷压接线,字码顺序,从左→右 b. 露在线槽外的动力线,须套金黄色或PVC软管. c. 所有动力火线线色:红,黄,棕色. 动力零线线色: 黑 DC24V: 蓝色 地线线色: 黄绿双色 AC220V控制线: 黄色 拖动插座,马达尽可能用橡胶外套多根线. d. 电巴用线线径:应以4A/mm2计算线径. e. 插座用线线径要求:用2.5 mm2/根动力线,L.N.G.三芯(拖带200V插座数≤10) f. 马达用线线径要求:0.75KW-1.5KW的马达一律配2.5 mm2/根动力线,