阳极处理工艺流程讲义
- 格式:ppt
- 大小:9.15 MB
- 文档页数:45
阳极氧化处理工艺过程一、工艺过程:1、机器运转及降温、(1)首先打开水泵使冷却塔正常工作后再打开冷却压缩机。
(2)压缩机工作后,听机器有无异常声音,无异常观察钛管是否有结霜现象,有结霜属正常现象,待温度降至8℃后方可以加工泵体。
(工作时槽中水温应保持在0℃—8℃度之间)2、阳极氧化处理操作过程(1)清洗安装工件:首先将机械加工后的泵体,用清水进行清洗,务必将油渍、污物、铝沫清洗处理干净。
将工件安装在挂架上,数量视工件大小而定,一般总泵每挂20只左右,分泵离总挂(30——40)只左右,安装时要注意工件不能划伤,磕碰。
(2)阳极处理:将安装后的工件放入阳极槽中,一般放5—6挂,放好后打开阳极槽中开关,接通电源,稳定电压将电压分4—5次升至20-25之间,同时观看电流表指针,每次升压电流不得超过500,最好在300—400之间。
待电压至20—25之间稳定电流不超过500。
观察槽中有微小气泡产生,则证明阳极发生,待20分钟后取出挂架,控净工件上的酸液,进行水合封孔,把挂架放入常温清水池中,浸泡15—20分钟后取出,控净清水放入热水池中(水温最低保持在80℃以上为好)。
1分钟左右,待工件完全被加热后取出,卸下后用气枪吹净螺纹、小孔中的水分再用干净抹布擦净缸体里孔,放入工件盘中入库保存。
二.注意事项1.必须有指定人员观察机器,冷却机工作时不能缺水。
2.冷却过程中注意观看左边压力表是否有压力,无压力且有异常声音说明管路有堵塞现象要立即关闭电源。
检查管路,排出故障后,再接通电源工作。
3.冷却过程中注意观看右边压力表,表的指针不能超过15,指针超过15应停机,换水待指针降至15以后方可继续工作。
(如果有一次阳极处理效果不好的产品,可用1:30的氢氧化纳(火碱)溶液清洗后再进行阳极处理)。
注:水合封孔:利用铝的阳极氧化膜与水结合生成Ai2O3水合物,从而堵塞氧化膜的孔隙,使之丧失吸附能力,从而提高膜层防污染,防腐蚀等性能的处理过程成为水合封孔。
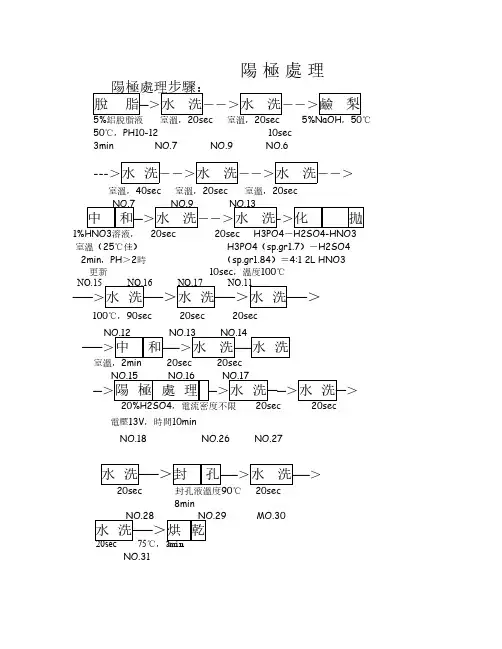
陽極處理陽極處理步驟:脫脂─>水洗-->水洗-->鹼梨5%鋁脫脂液室溫,20sec 室溫,20sec 5%NaOH,50℃50℃,PH10-12 10sec3min NO.7 NO.9 NO.6--->水洗-->水洗-->水洗-->室溫,40sec 室溫,20sec 室溫,20secNO.7 NO.9 NO.13中和─>水洗-->水洗->化拋1%HNO3溶液, 20sec 20sec H3PO4-H2SO4-HNO3室溫(25℃佳) H3PO4(sp.gr1.7)-H2SO42min,PH>2時(sp.gr1.84)=4:1 2L HNO3更新 10sec,溫度100℃NO.15 NO.16 NO.17 NO.11──>水洗──>水洗──>水洗──>100℃,90sec 20sec 20secNO.12 NO.13 NO.14──>中和──>水洗──水洗室溫,2min 20sec 20secNO.15 NO.16 NO.17─>陽極處理─>水洗──>水洗─>20%H2SO4,電流密度不限 20sec 20sec電壓13V,時間10minNO.18 NO.26 NO.27水洗──>封孔──>水洗──>20sec 封孔液溫度90℃ 20sec8minNO.28 NO.29 MO.30水洗──>烘乾20sec 75℃,3minNO.31貳、陽極處理機制1.陽極處理主要步驟,包括脫脂、鹼梨、中和、化拋、陽極、染色、封孔、烘乾等。
2.一般在脫脂後,尚無法除去自然氧化皮膜及附在素材上的污漬,鹼梨是利用鹼液容易浸蝕鋁合金之特性,將鋁合金表面之天然氧化皮膜及金屬表面溶解,除去鋁表面的污點、傷痕、模痕,達到清潔及美化金屬表面的效果。
其化學反應式如下:Al2O3 +2NaOH ->2NaAlO2+H2O2Al +2NaOH +2H2O ->2NaAlO2 +6H+3.鹼梨、化拋後之中和步驟,除可防止鹼梨、化拋後殘存溶液過度浸蝕金屬表面外,並可將金屬內所含銅、鐵等雜質氧化物溶除,防止鋁合金工件表面成灰色或黑色。
阳极化阳极氧化工艺流程为:表面整平——除油——浸蚀或抛光——阳极氧化——着色处理——封闭处理——干燥(三个主要过程:阳极氧化、着色、封孔),本色氧化就是少了着色处理这一过程,阳极氧化后直接封孔。
1.阳极氧化(1)硫酸阳极化(5-20um)物色氧化膜,易于染色,硬度高,是铝和铝合金主要的防护和装饰方法,工艺简单,操作方便,应用最广。
(2)铬酸阳极化(2-5um)氧化膜不透明,未浅灰色或乳白色,孔隙率低,所以零件仍能保持原来的精度和表面粗糙度,丐工艺适用于精密零件,膜比较薄。
(3)草酸阳极化(8-20um,最厚达60um)草酸阳极化易于制取较厚膜层,氧化膜硬度高,孔隙率低,耐蚀性高,有良好的电绝缘性。
但成本较高,是硫酸阳极化的3-5倍,一般用于特殊要求的表面,如制作电器绝缘保护层、日用品的表面装饰。
(4)硬质阳极化(又称厚膜氧化,250-300um)硬度很高,一般为400-600HV,电流密度为普通阳极氧化的2-3倍。
(5)瓷质阳极化(6-20um)氧化膜具有不透明的灰色外观,类似瓷釉、搪瓷,也被称之为仿釉氧化膜。
一般不会改变零件的表面粗糙度,也不影响其尺寸精度,适用于仪器、仪表等精密零件和日用品的表面防护和装饰。
2.阳极氧化膜染色(1)整体着色法采用特定成分的铝合金或在特殊的电解液中阳极氧化时,获得氧化膜的同时,而着上不同颜色,也成自然着色法。
(阳极氧化和染色同时进行)能耗较大,成本高,着色膜色泽不鲜艳,逐渐被电解着色所取代。
(2)吸附着色法将阳极氧化后的铝制品浸渍到带有染料的溶液中,则多孔层外表能吸附各种染料而呈现出染料的色彩。
(3)电解着色铝制品经阳极氧化后,再在含金属盐的电解溶液中进行交流电解,则在多孔层孔隙底部沉积金属或金属化合物而显色。
3.封孔(1)热水封闭法(2)重铬酸盐封闭法防护性封孔,封孔后氧化膜呈黄色,耐蚀性较好,不适用于以装饰为目的着色氧化膜的封闭。
(3)水解封闭法(4)填充封闭法采用有机质如透明清漆、熔融石蜡、各种树脂和干性油等进行封闭。



⏹
⏹
⏹作用:
⏹
⏹2.陽極有絕緣作用,不導電.
⏹3.表面硬度加大,對外觀有很好的保護作用.
⏹4.耐腐蝕性強.
輸送網式烘箱
自動陽極線自動陽極
線陽極作業流程簡介
H60LCD Cover 陽極工藝流程上挂
碱蚀脱脂中和封孔染色
阳极检验
烘干下挂包装
化拋中和※脱脂--封孔后,每道工序均之间有两次水洗。
H60LCD Cover 陽極工藝流程脱脂:將鋁材表面髒污清洗乾淨
碱蚀:去除鋁材表面皮膜使外觀平滑,細膩
H60 LCD Cover 陽極工藝流程
HP60LCD Cover 陽極工藝流程中和:去除鋁件表面在碱洗過程中所產
生灰狀物
H60LCD Cover 陽極工藝流程化拋:使產品表面出光效果
HP60 LCD Cover
陽極工藝流程
中和:
去除鋁件表面在
化拋過程中所
產生灰狀物
陽極工藝流程阳极:通過導電及硫酸產生化學變化,使鋁材表面生長鋁氧化膜。
陽極工藝流程染色:經染料槽浸泡後,使染料進入透明氧化膜中,形成表面顏色
陽極工藝流程封孔:陽極氧化皮膜具有無數的微孔結構,容易吸附物質,例如:油、指紋、汗水。
為避免污染表層
皮膜,所以封孔是將表
面細孔封閉,使產品不
易殘留髒污,且容易擦
拭
阳极工艺流程烘烤:將封孔後表面的水烘乾
陽極工藝流程品檢、包装
H60LCD Cover 陽極工藝流程
THE END。
阳极氧化生产线基本工艺原理及添加剂使用方法讲义第一部分基本工艺原理1.铝及铝合金的基本知识1.1铝的物理性质原子序数 13原子量 27密度 2.7g/cm3熔点 660℃沸点 2060℃1.2铝的化学性质铝是一种化学活度很大的金属,在自然条件下,铝表面会生成一层致密的自然氧化膜,使之不容易被腐蚀。
自然氧化膜的厚度为0.001~0.003μm。
一般说来,自然氧化膜在pH值=5~8的水溶液里是稳定的。
1.3 铝合金挤压生产中使用的铝合金通常为Al-Mg-Si合金,常用的Al-Mg-Si合金有以下几种: 6063合金——铝型材挤压中使用最广泛的铝合金,适用于建筑铝门窗型材。
6061合金——强度高,适用于自行车车圈材料的生产。
6463合金——光亮度好,适用于装饰材料。
铝合金表面在热处理过程中形成的高温氧化膜是自然氧化膜的十几倍。
2.预处理2.1 机械法预处理机械法预处理法的种类及效果见表1。
表1 机械法预处理法的种类及效果2.2 化学法预处理2.2.1 脱脂处理脱脂处理也称作除油处理,目的是除去制品表面的油脂及其他污物。
用单纯硫酸除油,并非真正要去除油脂,而是浸润表面,以保证在碱洗工序中,制品表面能够腐蚀均匀。
脱脂处理常使用硫酸法。
其工艺参数为:硫酸浓度 5%~25%温度室温时间 3~5min2.2.2 蚀洗处理蚀洗处理也称碱洗处理,目的是进一步除掉制品表面的自然氧化膜使基体金属表面裸露出来。
蚀洗处理还有整平表面和使表面产生砂面的作用。
其工艺参数为:浓度添加剂:15~30g/L;氢氧化钠:35~70g/L温度 40~65℃时间 1~25min添加剂的作用是使型材表面浸蚀均匀,防止槽液结垢。
基本反应:Al2O3+ 2NaOH —→ 2NaAlO2+ H2O2Al + 2NaOH + 2H2O —→ 2NaAlO2+ 3H2↑2.2.3 酸洗处理酸洗的目的是除掉腐蚀后残留在型材表面的黑色腐蚀产物,以获得光亮的金属表面,同时兼有中和碱液的作用。