15CrMo与20#异种钢管状对接氩弧焊焊接工艺评定
- 格式:docx
- 大小:76.79 KB
- 文档页数:7
国内、外铬钼耐热钢钢号、化学成分和力学性能
表A.1给出了国内、外常用铬钼耐热钢钢号对照;表A.2给出了国内、外常用铬钼耐热钢的化学成分和力学性能;表A.3给出了常用铬钼耐热钢钢管的化学成分和常温力学性能;表A.4给出了常用铬钼耐热钢钢板的化学成分和力学性能;表A.5给出了常用铬钼耐热钢锻件的化学成分和常温力学性能;表A.6给出了国外铬钼耐热钢板的化学成分和力学性能。
表A.2 国内、外铬钼耐热钢管化学成分和力学性能
表A.2 国内、外铬钼耐热钢管化学成分和力学性能对照(续)
12
SH/T 3520-2004
11 SH/T 3520-2004
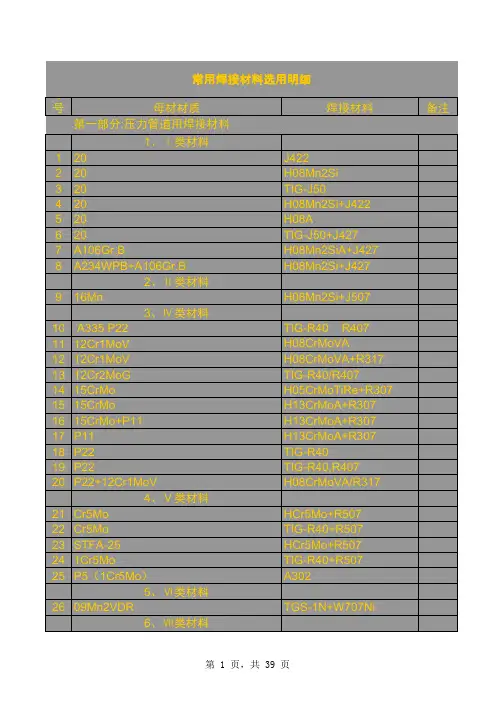
部分铬钼钢焊接材料的选用
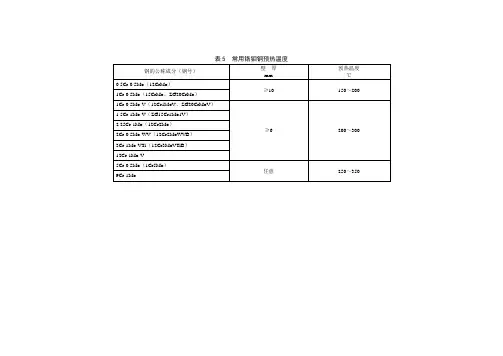
表B.1给出了常用铬钼耐热钢焊接材料的选用;表B.2给出了异种钢焊接材料的选用及推荐的管道焊后热处理温度。
表B.1 常用铬钼耐热钢焊接材料的选用。
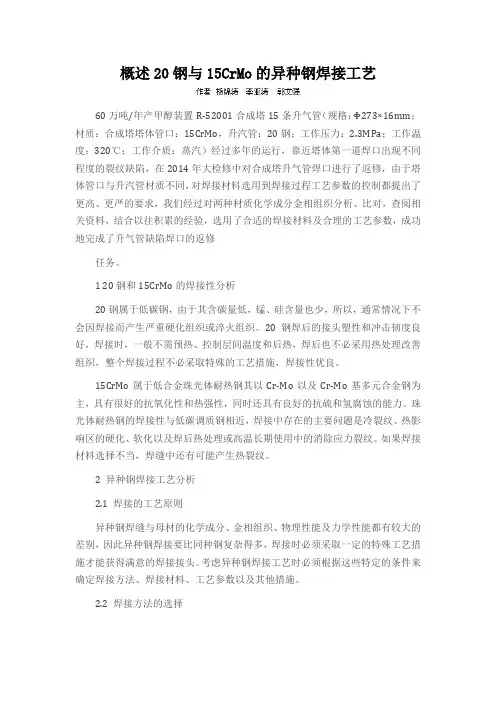
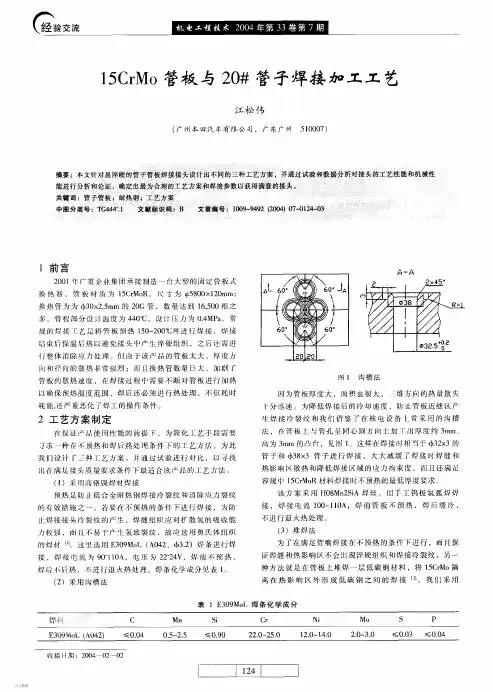
概述20钢与15CrMo的异种钢焊接工艺60万吨/年产甲醇装置R-52001合成塔15条升气管(规格:Φ273×16mm;材质:合成塔塔体管口:15CrMo,升汽管:20钢;工作压力:2.3MPa;工作温度:320℃;工作介质:蒸汽)经过多年的运行,靠近塔体第一道焊口出现不同程度的裂纹缺陷,在2014年大检修中对合成塔升气管焊口进行了返修,由于塔体管口与升汽管材质不同,对焊接材料选用到焊接过程工艺参数的控制都提出了更高、更严的要求,我们经过对两种材质化学成分金相组织分析、比对,查阅相关资料,结合以往积累的经验,选用了合适的焊接材料及合理的工艺参数,成功地完成了升气管缺陷焊口的返修任务。
1 20钢和15CrMo的焊接性分析20钢属于低碳钢,由于其含碳量低,锰、硅含量也少,所以,通常情况下不会因焊接而产生严重硬化组织或淬火组织。
20钢焊后的接头塑性和冲击韧度良好,焊接时,一般不需预热、控制层间温度和后热,焊后也不必采用热处理改善组织,整个焊接过程不必采取特殊的工艺措施,焊接性优良。
15CrMo属于低合金珠光体耐热钢其以Cr-Mo以及Cr-Mo基多元合金钢为主,具有很好的抗氧化性和热强性,同时还具有良好的抗硫和氢腐蚀的能力。
珠光体耐热钢的焊接性与低碳调质钢相近,焊接中存在的主要问题是冷裂纹、热影响区的硬化、软化以及焊后热处理或高温长期使用中的消除应力裂纹。
如果焊接材料选择不当,焊缝中还有可能产生热裂纹。
2 异种钢焊接工艺分析2.1 焊接的工艺原则异种钢焊缝与母材的化学成分、金相组织、物理性能及力学性能都有较大的差别,因此异种钢焊接要比同种钢复杂得多,焊接时必须采取一定的特殊工艺措施才能获得满意的焊接接头。
考虑异种钢焊接工艺时必须根据这些特定的条件来确定焊接方法、焊接材料、工艺参数以及其他措施。
2.2 焊接方法的选择由于升气管工作温度为320℃,工作压力高,工作介质是蒸汽,结合化工生产要求,采用钨极氩弧焊打底,焊条电弧焊盖面(GTAW/SMAW)。
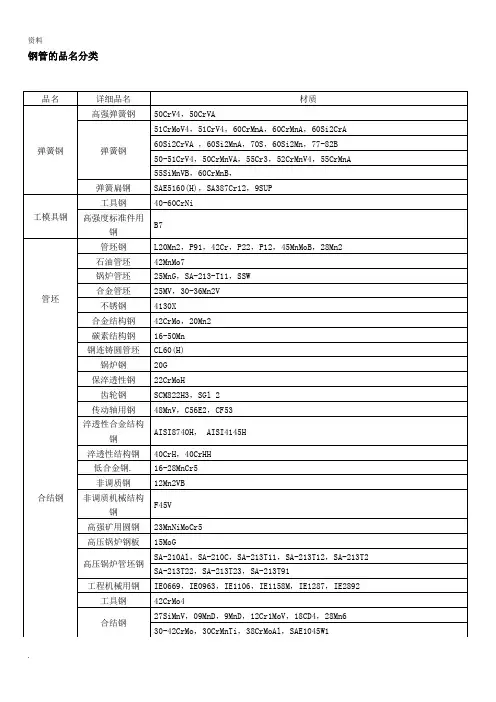
钢管的品名分类品名详细品名材质弹簧钢高强弹簧钢50CrV4,50CrVA弹簧钢51CrMoV4,51CrV4,60CrMnA,60CrMnA,60Si2CrA60Si2CrVA ,60Si2MnA,70S,60Si2Mn,77-82B50-51CrV4,50CrMnVA,55Cr3,52CrMnV4,55CrMnA55SiMnVB,60CrMnB,弹簧扁钢SAE5160(H),SA387Cr12,9SUP工模具钢工具钢40-60CrNi 高强度标准件用钢B7管坯管坯钢L20Mn2,P91,42Cr,P22,P12,45MnMoB,28Mn2 石油管坯42MnMo7锅炉管坯25MnG,SA-213-T11,SSW合金管坯25MV,30-36Mn2V不锈钢4130X合金结构钢42CrMo,20Mn2碳素结构钢16-50Mn钢连铸圆管坯CL60(H)合结钢锅炉钢20G保淬透性钢22CrMoH齿轮钢SCM822H3,SGl 2传动轴用钢48MnV,C56E2,CF53淬透性合金结构钢AISI8740H, AISI4145H淬透性结构钢40CrH,40CrHH低合金钢. 16-28MnCr5非调质钢12Mn2VB非调质机械结构钢F45V高强矿用圆钢23MnNiMoCr5高压锅炉钢板15MoG高压锅炉管坯钢SA-210Al,SA-210C,SA-213T11,SA-213T12,SA-213T2SA-213T22,SA-213T23,SA-213T91工程机械用钢IE0669,IE0963,IE1106,IE1158M,IE1287,IE2892 工具钢42CrMo4合结钢27SiMnV,09MnD,9MnD,12Cr1MoV,18CD4,28Mn630-42CrMo,30CrMnTi,38CrMoAl,SAE1045W1合结钢12Cr1MoVG,15CrMoG,12Cr1MoV(盘卷)15CrMo15CrMo(盘卷),35CrMo,20-40CrMnMo详细品名材质合金结构钢40Cr,20-50Cr,20-45Mn2,20CrMnTi,20CrMo,20CrMoM20CrNiMo,20Mn2B,20MnTiB,20MnVB,40CrNiMoASCM435H,SCM440,35-42CrMo, 28MnCrMo,30CrMnSiA30Mn2,37CrMnMoA,4145H,42CrMoHA,40Mn2(退火)合金结构管坯33-36Mn2V,34CrMn4(方钢),37Mn5冷拉钢-削切钢SAE1117链条钢23MnNiMoCr54,25MnV耐硫酸露点腐蚀用钢08Cr2AlMo,09CrCuSb(ND),9CrCuSb(ND)汽车高级齿轮钢16-18CrMnBHZ汽车用钢SCM420H汽车用易切削钢SAE1141铁路钩尾框用钢25MnCrNiMoA系泊链钢22MnCrNiMo易切削非调质钢30-50MnVS冷镦钢冷镦钢ML15MnVB, ML35#, R55Cr5, ML35 锚链钢锚链钢连铸坯M30Mn2碳素钢碳素钢20-45#,45Mn优质圆钢碳素结构钢10#管坯,20-45#钢,16Mn,20#管坯,20-65Mn,40MnB45#管坯,50-65#钢, C35,C56F2, C70MoD优质碳素钢S10-45C,S20A优质碳钢XC45桥梁缆索用钢SWRS82B, SWRS82B-M碳素结构钢16-65Mn,20-25MnG,50-80#高速钢材YXR4轴承钢轴承钢G20CrNiMo, G140CrV, SAE4137H, SAE4145H全淬透轴承钢GCr15, GCr15(二火), GCr15(不退火), GCr15(退火)SAE1537HC, SAE-213 T22(盘卷)感应淬火轴承钢S55C, S55CZ渗透透轴承钢SAE8620(H)调心球轴承1215M常用钢材的牌号、性能与用途牌号等级Qb/MPa 与旧标准用途Q195 ——315~390 A1 用于制造承载较小的零件、铁丝、铁圈、垫铁、开口销、拉杆、冲压件以及焊接件等。
2021年陕西化建技术人员压力容器制造热工艺专业题库一、填空题1、焊接工艺评定是指为使焊接接头的、或符合规定,对预焊接工艺规程进展验证性试验和结果评价的过程。
2、焊后热处理是指能改变焊接接头的和或的热过程。
3、面弯是弯曲试样受拉面为的弯曲。
4、对接焊缝试件和试样的检验中,其中试件检验工程包括、、和。
5、压力容器用焊接材料应符合的规定。
6、焊缝位置分为、、、。
7、当焊件温度为-20℃~0℃时,应在始焊处范围内预热到15℃以上。
8、对烘干温度超过350℃的焊条,累计烘干次数不宜超过次。
9、碳钢和低合金钢的最高预热温度和道间温度不宜大于,奥氏体不锈钢最高道间温度不宜大于。
10、后热温度一般为,保温时间及后热温度、焊缝金属厚度有关,一般不少于。
11、调质钢焊后热处理温度应低于调质处理时的回火温度,其差值至少为。
12、焊后热处理工艺中,焊件保温期间加热区内最高温度及最低温度之差不得大于。
13、、和试件允许免做热影响区冲击试验。
14、弯曲试样的受拉面应包括每一种焊接方法〔或焊接工艺〕的和。
15、复验熔敷金属拉伸性能时,应把、及作为复验工程。
16、NB/T47018.4-2021中规定:在承压设备焊接材料质量证明书中,碳钢和低合金钢用焊剂应注明。
17、焊接工艺评定技术档案应保存至该工艺评定失效为止,焊接工艺评定试样保存期不少于年。
18、C、D类接头的焊脚尺寸,在图样无规定时,取焊件中较薄者之厚度。
补强圈的厚度不小于8mm时,其焊脚尺寸等于补强圈厚度的,且不小于。
19、焊接接头外表应按相关标准进展外观检查,不得有外表、、未熔合、外表气孔、弧坑、未填满、和飞溅物;焊缝及母材应圆滑过渡;角焊缝的外形应。
20、一般容器焊缝外表的咬边深度不得大于,咬边连续长度不得大于,焊缝两侧咬边的总长不得超过该焊缝长度。
二、判断题1、45钢是中碳钢,70钢是高碳钢。
2、15CrMo、12CrMoV属于珠光体耐热钢,所以不是强度钢。
3、普通低合金构造钢是由于含有较多的合金元素,所以它的焊接性比低碳钢好的多。
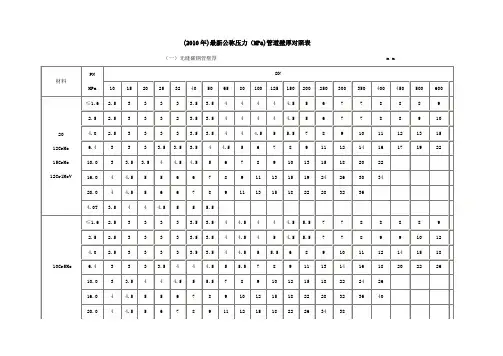
(2010年)最新公称压力(MPa)管道壁厚对照表(一)无缝碳钢管壁厚m m(二)无缝不锈钢管壁厚mm(三)焊接钢管壁厚mm内压金属直管的壁厚根据SH 3059-2001《石油化工管道设计器材选用通则》确定:当S0< Do /6时,直管的计算壁厚为:S0 = P D0/(2[σ]tΦ+2PY)直管的选用壁厚为: S = S0 + C式中S0―― 直管的计算壁厚, mm;P――设计压力, MPa;D0――直管外径, mm;[σ]t―― 设计温度下直管材料的许用应力, MPa;Φ――焊缝系数,对无缝钢管,Φ=1;S――包括附加裕量在内的直管壁厚, mm;C―― 直管壁厚的附加裕量, mm;Y――温度修正系数,按下表选取。
温度修整系数表钢管壁厚表示方法有管子表号、钢管壁厚尺寸和管子重量三种方法1)是以管子表号"Sch"表示壁厚。
管子表号是管子设计压力与设计温度下材料许用应力的比值乘1000,并经圆整后的数值。
即: Sch=P/[σ]t×1000 ANSI B36.10壁厚等级:Sch10、Sch20、Sch30、Sch40、Sch60、Sch80、Sch100、Sch120、Sch140、Sch160十个等级;ANSI B36.19壁厚等级:Sch5s、Sch10s、Sch40s、S2)以钢管壁厚尺寸表示中国、ISO、日本部分钢管标准采用ch80s四个等级; 表示英制管壁厚系列:Sch.20----全称:Schedule 20Sch.10s--带s的系列为不锈钢专用,碳钢不用。
举个例子:2" sch.10s 表示2”接管的壁厚为2.9mm,材质为不锈钢;2" sch.40 表示2”接管的壁厚为4.0mm。
3)是以管子重量表示管壁厚度,它将管子壁厚分为三种:a.标准重量管,以STD表示b加厚管,以XS表示c.特厚管,以XXS表示。
对于DN≤250mm的管子,Sch40相当于STD,DN<200mm的管子,Sch80相当于XS。
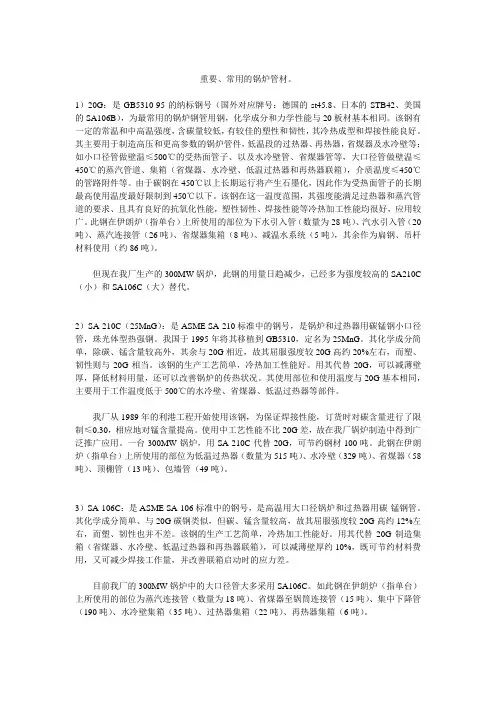
重要、常用的锅炉管材。
1)20G:是GB5310-95的纳标钢号(国外对应牌号:德国的st45.8、日本的STB42、美国的SA106B),为最常用的锅炉钢管用钢,化学成分和力学性能与20板材基本相同。
该钢有一定的常温和中高温强度,含碳量较低,有较佳的塑性和韧性,其冷热成型和焊接性能良好。
其主要用于制造高压和更高参数的锅炉管件,低温段的过热器、再热器,省煤器及水冷壁等;如小口径管做壁温≤500℃的受热面管子、以及水冷壁管、省煤器管等,大口径管做壁温≤450℃的蒸汽管道、集箱(省煤器、水冷壁、低温过热器和再热器联箱),介质温度≤450℃的管路附件等。
由于碳钢在450℃以上长期运行将产生石墨化,因此作为受热面管子的长期最高使用温度最好限制到450℃以下。
该钢在这一温度范围,其强度能满足过热器和蒸汽管道的要求、且具有良好的抗氧化性能,塑性韧性、焊接性能等冷热加工性能均很好,应用较广。
此钢在伊朗炉(指单台)上所使用的部位为下水引入管(数量为28吨)、汽水引入管(20吨)、蒸汽连接管(26吨)、省煤器集箱(8吨)、减温水系统(5吨),其余作为扁钢、吊杆材料使用(约86吨)。
但现在我厂生产的300MW锅炉,此钢的用量日趋减少,已经多为强度较高的SA210C (小)和SA106C(大)替代。
2)SA-210C(25MnG):是ASME SA-210标准中的钢号,是锅炉和过热器用碳锰钢小口径管,珠光体型热强钢。
我国于1995年将其移植到GB5310,定名为25MnG。
其化学成分简单,除碳、锰含量较高外,其余与20G相近,故其屈服强度较20G高约20%左右,而塑、韧性则与20G相当。
该钢的生产工艺简单,冷热加工性能好。
用其代替20G,可以减薄壁厚,降低材料用量,还可以改善锅炉的传热状况。
其使用部位和使用温度与20G基本相同,主要用于工作温度低于500℃的水冷壁、省煤器、低温过热器等部件。
我厂从1989年的利港工程开始使用该钢,为保证焊接性能,订货时对碳含量进行了限制≤0.30,相应地对锰含量提高。
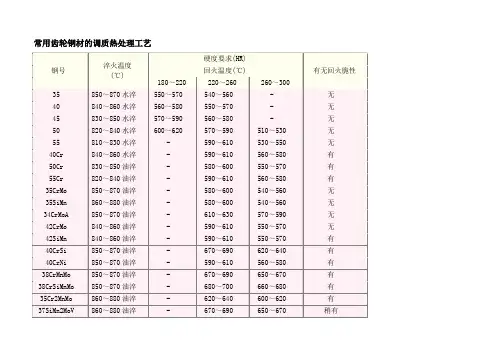
常用齿轮钢材的调质热处理工艺
常用大型锻件用钢的正火、高温回火温度3
热装炉过冷、正火、高温回火
工具钢锭制件锻后热处理
热装炉正火、高温回火(Ⅰ组钢过冷400~500℃,Ⅱ、Ⅲ组钢350~400℃)
曲轴感应加热淬火常见缺陷及防止方法
钢的退火工艺分类及应用
加热速度及保温时间
退火工件一般是随炉加热,加热速度不会太高。
为防止及热过程中开裂,高合金大件退火时,在700℃ 以下加热速度应为30~70℃/h ,温度超过750℃后增大为80~100℃/h 。
正或工件厂采用热炉装料,大型工件应注意控制装料时的炉温。
保温时间决定于钢的化学成分、炉温、装炉方式及装炉量,一般可按1.5~2.5min/mm(厚度或直径)估算。
钢件完全退火工艺规范
常用结构钢退火及正火工艺规范
常用工具钢退火及正火工艺规范
退火及正火缺陷
Fe-Fe3C合金相图Fe-Fe3C合金相图描述
Fe-Fe3C合金相图的特性点
Fe-Fe3C合金相图的特性线
铁碳合金常用临界温度代号。
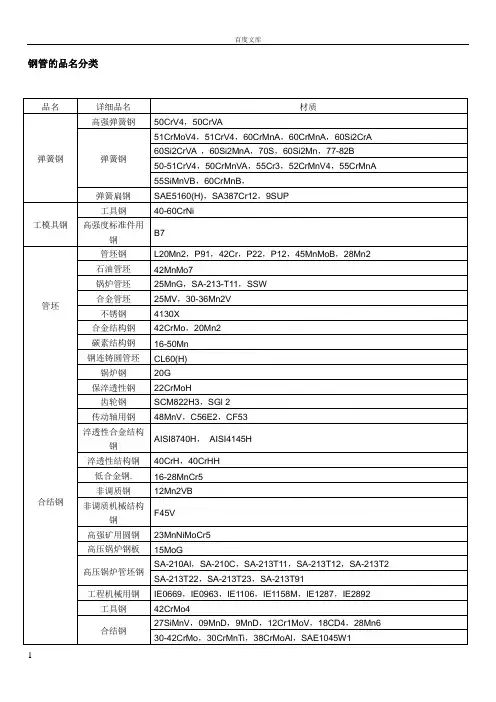
钢管的品名分类品名详细品名材质弹簧钢高强弹簧钢50CrV4,50CrVA弹簧钢51CrMoV4,51CrV4,60CrMnA,60CrMnA,60Si2CrA60Si2CrVA ,60Si2MnA,70S,60Si2Mn,77-82B50-51CrV4,50CrMnVA,55Cr3,52CrMnV4,55CrMnA55SiMnVB,60CrMnB,弹簧扁钢SAE5160(H),SA387Cr12,9SUP工模具钢工具钢40-60CrNi 高强度标准件用钢B7管坯管坯钢L20Mn2,P91,42Cr,P22,P12,45MnMoB,28Mn2 石油管坯42MnMo7锅炉管坯25MnG,SA-213-T11,SSW合金管坯25MV,30-36Mn2V不锈钢4130X合金结构钢42CrMo,20Mn2碳素结构钢16-50Mn钢连铸圆管坯CL60(H)合结钢锅炉钢20G保淬透性钢22CrMoH齿轮钢SCM822H3,SGl 2传动轴用钢48MnV,C56E2,CF53淬透性合金结构钢AISI8740H,AISI4145H淬透性结构钢40CrH,40CrHH低合金钢. 16-28MnCr5非调质钢12Mn2VB非调质机械结构钢F45V高强矿用圆钢23MnNiMoCr5高压锅炉钢板15MoG高压锅炉管坯钢SA-210Al,SA-210C,SA-213T11,SA-213T12,SA-213T2SA-213T22,SA-213T23,SA-213T91工程机械用钢IE0669,IE0963,IE1106,IE1158M,IE1287,IE2892 工具钢42CrMo4合结钢27SiMnV,09MnD,9MnD,12Cr1MoV,18CD4,28Mn630-42CrMo,30CrMnTi,38CrMoAl,SAE1045W1合结钢12Cr1MoVG,15CrMoG,12Cr1MoV(盘卷)15CrMo15CrMo(盘卷),35CrMo,20-40CrMnMo详细品名材质合金结构钢40Cr,20-50Cr,20-45Mn2,20CrMnTi,20CrMo,20CrMoM20CrNiMo,20Mn2B,20MnTiB,20MnVB,40CrNiMoASCM435H,SCM440,35-42CrMo,28MnCrMo,30CrMnSiA30Mn2,37CrMnMoA,4145H,42CrMoHA,40Mn2(退火)合金结构管坯33-36Mn2V,34CrMn4(方钢),37Mn5冷拉钢-削切钢SAE1117链条钢23MnNiMoCr54,25MnV耐硫酸露点腐蚀用钢08Cr2AlMo,09CrCuSb(ND),9CrCuSb(ND)汽车高级齿轮钢16-18CrMnBHZ汽车用钢SCM420H汽车用易切削钢SAE1141铁路钩尾框用钢25MnCrNiMoA系泊链钢22MnCrNiMo易切削非调质钢30-50MnVS冷镦钢冷镦钢ML15MnVB,ML35#,R55Cr5,ML35 锚链钢锚链钢连铸坯M30Mn2碳素钢碳素钢20-45#,45Mn优质圆钢碳素结构钢10#管坯,20-45#钢,16Mn,20#管坯,20-65Mn,40MnB45#管坯,50-65#钢,C35,C56F2,C70MoD优质碳素钢S10-45C,S20A优质碳钢XC45桥梁缆索用钢SWRS82B,SWRS82B-M碳素结构钢16-65Mn,20-25MnG,50-80#高速钢材YXR4轴承钢轴承钢G20CrNiMo,G140CrV,SAE4137H,SAE4145H全淬透轴承钢GCr15,GCr15(二火),GCr15(不退火),GCr15(退火)SAE1537HC,SAE-213 T22(盘卷)感应淬火轴承钢S55C,S55CZ渗透透轴承钢SAE8620(H)调心球轴承1215M常用钢材的牌号、性能与用途牌号等级Qb/MPa 与旧标准用途Q195 ——315~390 A1 用于制造承载较小的零件、铁丝、铁圈、垫铁、开口销、拉杆、冲压件以及焊接件等。
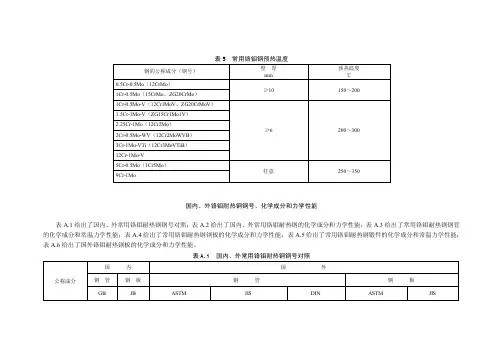
国内、外铬钼耐热钢钢号、化学成分和力学性能
表A.1给出了国内、外常用铬钼耐热钢钢号对照;表A.2给出了国内、外常用铬钼耐热钢的化学成分和力学性能;表A.3给出了常用铬钼耐热钢钢管的化学成分和常温力学性能;表A.4给出了常用铬钼耐热钢钢板的化学成分和力学性能;表A.5给出了常用铬钼耐热钢锻件的化学成分和常温力学性能;表A.6给出了国外铬钼耐热钢板的化学成分和力学性能。
SH/T 3520-
2004
表A.2 国内、外铬钼耐热钢管化学成分和力学性能对照(续)
12
SH/T 3520-2004
11
部分铬钼钢焊接材料的选用
表B.1给出了常用铬钼耐热钢焊接材料的选用;表B.2给出了异种钢焊接材料的选用及推荐的管道焊后热处理温度。
xxx 公司
焊接工艺评定
编号: PQR124-GTA–WⅣ1/I1-3.5
编制:
审核:
批准:
目录
焊接工艺评定报告(共 3 页)焊接工艺指导书(共 2 页)
日期 V
60 1 与 相焊 20 I-1 C Si S Cr Mn P
Ni Mo V Ti Nb
.5 .1 .5 .3 焊丝 焊条
焊接工艺指导书
共 2 页 第1页
xxx 公司 单位名称 :
焊接工艺指导书编号
(WPS ): 焊接工艺评定报告编号 :
HZ124 2001.3.5 HP124 焊接方法 :
机械化程度 ( 手工、半自动、自动 手工 GTAW 焊接接头 : 简图: (接头形式 坡口形式与尺寸 焊层 焊道布置及顺序 管状对接 坡口形式 : 其他:
母材 :
标准号
钢号 组别号 15CrMo GB6479 Ⅳ-1 标准号
钢号 组别号 GB8163 厚度范围 :
母材 : 对接焊缝
角焊缝 管子直径 壁厚范围 : 角焊缝 不限 1.5~7.0mm
焊缝金属厚度范围 : (对接焊缝 )
SMAW SAW 角焊缝 不限~ 7.0 GTAW
GMAW 其他
焊接材料 :
焊材类焊丝 /焊焊材牌号(钢
TIG-R30L 填充金属尺
φ2.0 焊材型
焊材标
GB/T14957 焊材烘干温
焊材恒温时
其他
耐蚀堆焊金属化学成分
(%):
其他 衬垫 (材料及规格 ): 无
类别号 Ⅳ 类别号 I 1.5 ~2.0
背面保护气 焊接电流范围 (A): 60~75 电弧电压 (V): 10~ 14 (按所焊位置和厚度 ,分别列出电流和电压范围 , 记入下表 )
焊道/焊层 焊接方法
填充材料 焊接电流 电弧电压 (V ) 焊接速度 (cm/min) 线能量 ( kJ/cm) 牌号 直径
极性 电流( A ) 1/1 GTAW TIG-R30L φ2.0
DCEP 60~75 10~14 6~8 6000.00 1/2 GTAW TIG-R30L
φ2.0
DCEP 60~75 10~14 6~8 6000.00
钨极类型及直径 : 铈钨 φ 2.0 喷嘴直径 (mm): φ10.0
熔滴过渡形式 : ___________________________________ 焊丝送进速度 (cm/min):
技术措施 :
摆动焊或不摆动焊 : 摆动 摆动参数 : 微摆
电特性 :
电流种类 : 直流 极 性 : 正接
焊前清理和层间清理 : 砂轮机 ,钢丝擦 ,清渣锤 背面清根方法 :
焊接位置:
焊后热处理 : 对接焊缝的位置
垂直固定 温度范围 (℃ ) 第2页
焊接方向 : (向上、 向下 )
保温时间 (h)
角焊缝位置
焊接方向 : (向上 向下 ) 预热:
气体 : 预热温度 ( ℃ ) ( 允许最低值 ) 室温
气体种类 混合比 流量 (L/min) 层间温度 ( ℃ ) ( 允许最高值 ) )
保护气 Ar 9.0 保持预热时间 尾部保护气
加热方式
单道焊或多道焊 (每面 ):
单道焊 单丝焊或多丝焊 : 单丝焊 导电嘴至工作距离( mm ):
锤击 : 不锤击
其他: 编
制
日 期 审 核 日 期 批 准 日 期
焊接工艺评定报告
共3页第1 页。