三氧化硫磺化
- 格式:ppt
- 大小:403.00 KB
- 文档页数:7
大连理工大学科技成果——SO3磺化法制对硝基甲苯邻磺酸
一、产品和技术简介
对硝基甲苯邻磺酸(NTS)是生产DSD酸的基础原料。
本技术的特点是:以SO3为磺化剂,在无硫酸条件下液相磺化对硝基甲苯制备对硝基甲苯邻磺酸,工艺过程简单,产生酸性废水少,产品收率高、质量好,主要工艺条件为:反应时间小于6小时,反应温度小于120℃,常压操作,SO3可以在液体或气体状态下使用。
二、应用范围
原料:对硝基甲苯(纯度大于99.5%);SO3:液体SO3纯度大于99%;若为混合气体,除SO3外,其它组分为惰性气体。
主要设备:磺化锅,水解,结晶锅,过滤器。
三、规模与投资:与发烟硫酸磺化工艺相比,本技术在磺化剂用量上有明显的优势,1吨对硝基甲苯需SO30.8吨,而发烟酸法则需折100%硫酸6.4吨,而SO3法的产品质量和收率不低于发烟酸法。
四、提供技术的程度和合作方式
1.提供小试技术成果,提供中试或生产规模技术与工艺。
2.还可提供下列品种的技术服务(三氧化硫磺化法):苯系磺酸对硝基氯苯邻磺酸、间苯二磺酸、间硝基苯磺酸、对氯苯磺酸、苯磺酸、对甲基苯胺邻磺酸、间羧基苯磺酸;萘系磺酸1,5-萘二磺酸、1,3,6-萘三磺酸、2-羟基-3,6-萘二磺酸(R酸)、2-羟基-6,8-萘二磺酸(G酸)、2-羟基-6-萘磺酸(薛弗酸);2,6(7)-蒽醌二磺酸,4,4’-二氯苯砜。

研究与应用郭志强1李全红2耿卫东2娄君明1沈宏1(1.中轻化工股份有限公司,浙江杭州,311215;2.中国日用化学研究院有限公司,山西太原,030001)摘要:简述了三氧化硫磺化技术的发展历程,并分别从三氧化硫磺化装置的工艺空气干燥、三氧化硫发生、磺化/硫酸化、中和、尾气处理等方面系统介绍了三氧化硫磺化装置的优化配置。
关键词:三氧化硫;磺化装置;装置优化中图分类号:TQ649.5文献标识码:A文章编号:1672-2701(2021)04-71-06我国对三氧化硫磺化技术的研究开发始于二十世纪六十年代,七十年代实现工业化生产。
八十年代末,我国自行设计、制造的第一套1.0t/h多管膜式三氧化硫磺化装置在太原洗涤剂厂试车成功。
进入二十一世纪,国内机加工行业技术装备和技术水平有了很大的提高,三氧化硫磺化设备质量日渐提高。
2004年,国产3.8t/h磺化装置在中轻绍兴化工有限公司建成投产,实现了大型磺化装置的国产化。
经过近60年的发展,我国三氧化硫磺化工艺技术和装置水平取得很大进展,目前已实现了整体国产化,总体技术已达到国际先进水平。
随着市场对磺化或硫酸化产品品种要求的增多,产品质量的提高,企业节能减排和转型升级的要求,多年来,致力于三氧化硫磺化技术的科研、设计人员对三氧化硫磺化装置不断完善和优化配置,使新技术在三氧化硫磺化装置中得到合理应用。
个人与家居清洁护理711工艺空气干燥系统空气经过滤后通过罗茨风机加压输送至空气冷却器组,经水冷却和冷冻致使冷空气温度降至2~5°C ,除去大部分水分,再进入空气干燥器经硅胶吸附干燥进一步脱除空气中的水分,使空气的露点达到-60C 成为磺化系统所需的工艺空气。
1.0 t/h 以下规模的三氧化硫磺化装置工艺空气用量较少,中国日用化学工业研究院设计采用了集成式空气干燥系统,并在0.5 t/h 重烷基苯磺化 装置上使用成功。
该系统可以保证工艺空气露点达到-60°C ,能耗低、操作简便。
China Cleaning Industry782014年第10期烷基苯磺酸是洗涤剂行业应用的最重要的阴离子表面活性剂原料之一。
它与烧碱中和后所形成的烷基苯磺酸钠具有很好的去污力、泡沫力和乳化力,而且与其他表面活性剂相比具有较为明显的经济优势,因此在现代洗涤剂生产中仍然占据着主导地位。
1. 合成方法概述[1]根据所采用磺化剂的不同,烷基苯磺酸的合成路线分为发烟硫酸磺化工艺和SO 3磺化工艺两种。
二者的磺化反应原理基本相同,但前者因投资少、工艺简单、操作方便而适用于较小规模的生产。
然而,发烟硫酸磺化工艺以发烟硫酸为原料,反应中为了提高平衡转化率而需要使用过量烷基苯三氧化硫磺化工艺探讨宁静霞(山西省运城市安监局,山西 运城 044000)硫酸,使产品分离后会副产大量的废硫酸,因此近年来正逐渐被SO 3磺化工艺所取代。
从原理上讲,SO 3磺化工艺主要包含两部分反应:一是从原料硫磺到SO 3的制备反应;二是以SO 3磺化烷基苯而合成烷基苯磺酸的反应。
在生产过程中,SO 3磺化工艺主要包括四大部分:① 空气干燥:即采用冷却和硅胶吸附的手段使空气干燥达到露点-60℃的要求,为S→SO 2→SO 3提供燃烧和转化用空气。
② SO 3发生:使S燃烧并转化为SO 3,为RC 6H 5的磺化提供磺化剂。
③ 磺化反应:S O 3与R C 6H 5发生反应,合成【摘 要】 三氧化硫磺化工艺中,各步合成反应的热力学和动力学性质决定了其平衡转化率与工艺条件之间的联系。
文中对有关反应过程进行了理论分析和计算。
【关键词】烷基苯磺酸;合成工艺;理论分析可持续发展/SustainabilityOctober, 2014中国洗涤用品工业79RC 6H 4SO 3H,再经分离、老化、水解后得到磺酸产品。
④ 尾气净化:来自磺化反应部分的尾气经过静电除雾器(ESP)和碱吸收塔处理,使SO 2和SO 3达到排放标准后排空。
2. SO 3磺化工艺中的合成反应及其热力学、动力学分析2.1 硫磺燃烧生成SO 2的反应硫磺燃烧生成SO 2的反应为:S + O 2 → SO 2 +❒rH q由此查得系统物质在298K和标准状态的热力学性质如下[2]:❒Hf q(SO 2,g)=-296.83 KJ/mol ❒Gf q (SO 2,g)=-300.19 KJ/molS q (SO 2,g)=248.1 J/mol.K S q (O 2,g)=205.03 J/mol.K S q (S,g)=31.9 J/mol.K 故反应的热效应为:❒r H q=-296.83KJ/mol298K时,反应Gibbs函数变为:❒r G q=-300.19 KJ/mol反应熵变为:❒r S q=248.1-(205.03+31.9)=11.17 J/mol.K当温度为923K(650℃)时,反应的Gibbs函数变为:❒r G q(923K)≠❒r H q-T×❒r Sq=-296.83-923×11.17÷1000=-307.14 KJ/mol 可以计算平衡常数K q :由❒r G q (923K)=-RT lnK q (923K) 得:K q (923K)=exp (-❒r G q /RT)=exp [307.14×1000÷(8.314×923)]=2.4×1017可见,该反应是一个强放热反应,自发地正方向进行。
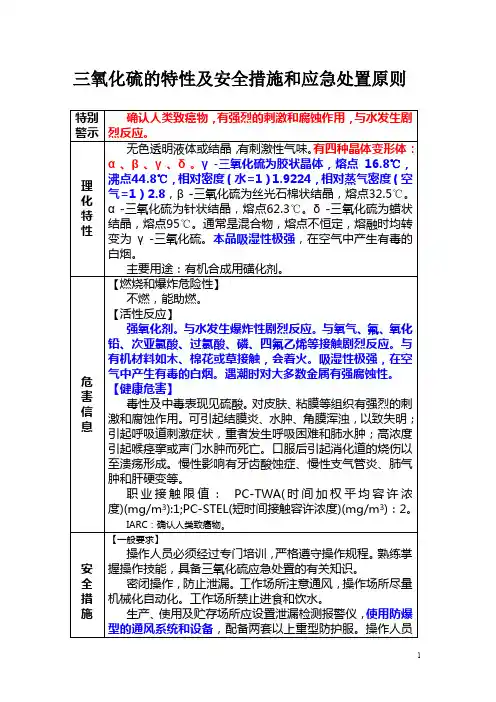
三氧化硫的特性及安全措施和应急处置原则特别警示确认人类致癌物,有强烈的刺激和腐蚀作用,与水发生剧烈反应。
理化特性无色透明液体或结晶,有刺激性气味。
有四种晶体变形体:α、β、γ、δ。
γ-三氧化硫为胶状晶体,熔点16.8℃,沸点44.8℃,相对密度(水=1)1.9224,相对蒸气密度(空气=1)2.8,β-三氧化硫为丝光石棉状结晶,熔点32.5℃。
α-三氧化硫为针状结晶,熔点62.3℃。
δ-三氧化硫为蜡状结晶,熔点95℃。
通常是混合物,熔点不恒定,熔融时均转变为γ-三氧化硫。
本品吸湿性极强,在空气中产生有毒的白烟。
主要用途:有机合成用磺化剂。
危害信息【燃烧和爆炸危险性】不燃,能助燃。
【活性反应】强氧化剂。
与水发生爆炸性剧烈反应。
与氧气、氟、氧化铅、次亚氯酸、过氯酸、磷、四氟乙烯等接触剧烈反应。
与有机材料如木、棉花或草接触,会着火。
吸湿性极强,在空气中产生有毒的白烟。
遇潮时对大多数金属有强腐蚀性。
【健康危害】毒性及中毒表现见硫酸。
对皮肤、粘膜等组织有强烈的刺激和腐蚀作用。
可引起结膜炎、水肿、角膜浑浊,以致失明;引起呼吸道刺激症状,重者发生呼吸困难和肺水肿;高浓度引起喉痉挛或声门水肿而死亡。
口服后引起消化道的烧伤以至溃疡形成。
慢性影响有牙齿酸蚀症、慢性支气管炎、肺气肿和肝硬变等。
职业接触限值:PC-TWA(时间加权平均容许浓度)(mg/m3):1;PC-STEL(短时间接触容许浓度)(mg/m3):2。
IARC:确认人类致癌物。
安全措施【一般要求】操作人员必须经过专门培训,严格遵守操作规程。
熟练掌握操作技能,具备三氧化硫应急处置的有关知识。
密闭操作,防止泄漏。
工作场所注意通风,操作场所尽量机械化自动化。
工作场所禁止进食和饮水。
生产、使用及贮存场所应设置泄漏检测报警仪,使用防爆型的通风系统和设备,配备两套以上重型防护服。
操作人员佩戴防毒面具或自给式头盔,穿橡胶耐酸碱服,戴橡胶耐酸碱手套,耐酸长筒靴。
储罐等压力容器和设备应设置安全阀、压力表、液位计、温度计,并应装有带压力、液位、温度远传记录和报警功能的安全装置。
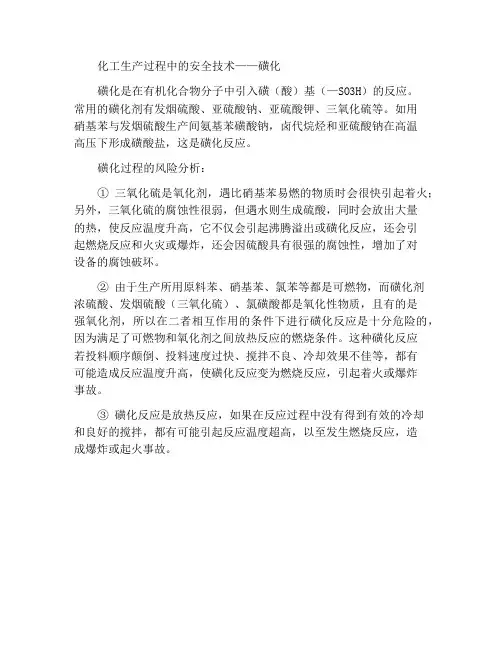
化工生产过程中的安全技术——磺化
磺化是在有机化合物分子中引入磺(酸)基(—SO3H)的反应。
常用的磺化剂有发烟硫酸、亚硫酸钠、亚硫酸钾、三氧化硫等。
如用
硝基苯与发烟硫酸生产间氨基苯磺酸钠,卤代烷烃和亚硫酸钠在高温
高压下形成磺酸盐,这是磺化反应。
磺化过程的风险分析:
① 三氧化硫是氧化剂,遇比硝基苯易燃的物质时会很快引起着火;另外,三氧化硫的腐蚀性很弱,但遇水则生成硫酸,同时会放出大量
的热,使反应温度升高,它不仅会引起沸腾溢出或磺化反应,还会引
起燃烧反应和火灾或爆炸,还会因硫酸具有很强的腐蚀性,增加了对
设备的腐蚀破坏。
② 由于生产所用原料苯、硝基苯、氯苯等都是可燃物,而磺化剂
浓硫酸、发烟硫酸(三氧化硫)、氯磺酸都是氧化性物质,且有的是
强氧化剂,所以在二者相互作用的条件下进行磺化反应是十分危险的,因为满足了可燃物和氧化剂之间放热反应的燃烧条件。
这种磺化反应
若投料顺序颠倒、投料速度过快、搅拌不良、冷却效果不佳等,都有
可能造成反应温度升高,使磺化反应变为燃烧反应,引起着火或爆炸
事故。
③ 磺化反应是放热反应,如果在反应过程中没有得到有效的冷却
和良好的搅拌,都有可能引起反应温度超高,以至发生燃烧反应,造
成爆炸或起火事故。
![K-酸的三氧化硫磺化生产工艺[发明专利]](https://uimg.taocdn.com/b66fd04a1611cc7931b765ce05087632311274fd.webp)
[19]中华人民共和国国家知识产权局[12]发明专利申请公布说明书[11]公开号CN 101367754A [43]公开日2009年2月18日[21]申请号200810169729.6[22]申请日2008.10.15[21]申请号200810169729.6[71]申请人湖北鑫慧化工有限公司地址434400湖北省石首市张城垸高新科技园区[72]发明人成协松 谢立 张孝勇 王剑峰 [74]专利代理机构荆州市亚德专利事务所代理人陈德斌[51]Int.CI.C07C 309/50 (2006.01)C07C 303/14 (2006.01)C07C 303/22 (2006.01)权利要求书 1 页 说明书 4 页[54]发明名称K-酸的三氧化硫磺化生产工艺[57]摘要本发明涉及一种K-酸的三氧化硫磺化生产工艺,属有机化工生产工艺领域。
该工艺采用待装有三氧化硫磺化锅的温度降至20℃时,将含量为80~82%的氨基G酸分三次送入加料斗内,通过自动喂料器加入,第一次投料时间2小时,温度不超过65℃;第二次投料时间2小时,温度在65℃以下;第三次投料时间为5~6小时,温度在60~70℃,并搅拌30分钟。
然后在2小时内升温至130℃,保温12小时;再自然降温至90℃时,转入下道工序。
解决了现有工艺在氨基G酸用65%发烟硫酸磺化时,发生取代反应产生水,影响产品收率的问题。
并减少了废酸的排放量,提高了产品质量,将主含量由原来的70%提高到72%,产品收率提高了1.5%。
200810169729.6权 利 要 求 书第1/1页 1.一种K-酸的三氧化硫磺化生产工艺,其特征在于,它的步骤为:待装有1500L三氧化硫磺化锅的温度降至20℃时,开始向磺化锅内投料,将984Kg含量为80~82%的氨基G酸按下述投料量分三次送入加料斗内,通过自动喂料器加入,并调节加料速度,严禁超温加料;第一次投料量为227Kg,调节加料速度,控制反应温度在65℃以下,投料时间为2小时,温度超过65℃则停止投料; 第二次投料量为227Kg,调节加料速度,控制反应温度在65℃以下,投料时间为2小时,温度超过65℃则停止投料; 第三次投料量为530Kg,调节加料速度,控制反应温度在60~70℃,投料时间为5~6小时;加料完毕后温度上升至60~70℃,在60~70℃搅拌半小时,然后在2小时内自然升温至130℃;在129~131℃内,保温12小时后,打开夹套冷冻水降温1小时,待温度降至90℃时,转入下道工序。
磺化设备的更新和产品质量的提升通过三十多年的发展,国内磺化生产设备由原始阶段到发展阶段再到目前的成熟阶段,升级换代取得了良好的局面,目前国内的生产设备从产能、单耗、产品质量指标和环保角度都符合社会发展的需要,本文主要介绍直链烷基苯磺酸的生产设备工艺变化。
标签:反应釜;多管膜式磺化器;发烟硫酸;直链烷基苯;三氧化硫一、烟酸磺化的原始阶段反应原理:用发烟硫酸作为磺化剂对烷基苯进行磺化,也称液体三氧化硫磺化法。
发烟硫酸中游离SO3含量控制在20%~40%之间。
1、反应釜烟酸磺化(上世纪60、70年代)主要设备是采用反应釜为磺化设备,反应釜型号在0.5~1.5吨,内部有陶瓷涂层。
把原料烷基苯定量加入到反应釜内,再向反应釜内缓慢注入烟酸,在加注烟酸的同时进行不断搅拌。
由于反应剧烈,产生大量的热,所以反应釜内要时刻控制好反应温度,使温度控制在55~65℃,这就需要反应釜内必须带有冷却装置,能够很快的把反应所产生的热量带走。
把一定量的烟酸加注完成后,需要向反应釜内再加一定时的水进行水解,水解有两个作用,一是分解磺酸中的酸酐,另一个是保持物料正逆反应均衡。
随后物料进行静置老化30~40分钟,时间到后再把反应釜底部废酸排空,剩余的部分就是磺酸产品,对其进行包装。
本生产工艺在国内60、70年代有工厂进行生产。
产品质量指标情况:成品质量指标:活性物含量一般在86~90%,游离油在1.0~2.5%,游离酸在1.5~3.0%,色泽在70~120Klett,从各项指标看,活性物含量不高,色泽偏深,影响下游产品的外观(本阶段下游产品主要以生产洗衣膏为主,少量部分是生产洗衣粉用)本工艺的特点:1、生产量小,间隔时间长,从投料到出成品需要4个小时;2、反应过程不容易控制,产品副反应比较多;3、产生废料(废酸)比较多,需要单独进行处理;4、烟酸储存运输不太方便,工作环境危险,存在高温、现场三氧化硫气体味比较重等情况,风险难以控制。
我国三氧化硫磺化装置的发展及展望探究摘要:随着我国社会不断发展和进步,我国化工领域正朝着碰壁发展趋势进步。
磺化反应是我国化工领域重要生产环节,在化工领域具备重要地位,与人们日常用品生产有着息息相关的联系。
磺化反应作为化合有机环节,是合成多种化工产品的必备环节,人们日常生活当中使用的洗涤剂、皮革、医药、农药、染料、涂料、石油等,都是磺化反应作用下衍生的化工产品。
磺化反应后,表面活性剂可以合成阴离子,阴离子表面活性剂用途广泛,在表面活性剂当中最为具备稳定性、产量最大、使用工艺最为成熟。
三氧化硫磺化装置的诞生,为我国化工领域带来了发展动力。
本文将从我国当前三氧化硫磺化装置数量进行分析,对当前社会当中进口、国产三氧化硫磺化装置分析探究,并引出我国三氧化硫磺化装置发展历程,对其进行展望。
关键词:化工产业;三氧化硫磺化装置;发展创新我国三氧化硫磺化装置、硫化技术已经自主发展了60年左右,从完全依靠外来技术、外来装置,从无到有、由小到大、从弱到强不断发展。
当前我国三氧化硫磺化装置已经全面取代了传统落后的发烟硫酸磺化、氯磺酸磺化等老旧、低效工艺。
在科学技术、化工技术不断发展之下,气体三氧化硫磺各类有机物质制备阴离子表面活性技术已经普及到全国各个领域,并且已经发展到成熟阶段。
本文将针对我国三氧化硫磺化装置的发展及未来趋势进行详细分析。
1、我国三氧化硫磺化装置总体数量规模据不完全统计,我国三氧化硫磺化装置截止到2018年底,我国已经建成的三氧化硫磺化装置,其中不包含实验室当中的三氧化硫磺化装置,已经有170余套。
结合我国当前三氧化硫磺化装置的生产力来看,每年可以生产100%烷基苯磺酸钠380万吨【1】。
在当前我国现有的三氧化硫磺化装置当中,其中国产装置数量较多,并且已经成为工业市场主流装置设计。
针对外国引进的三氧化硫磺化装置来说,其中美国Chemithon公司、意大利Mazzoni公司、意大利现代机械公司的三氧化硫磺化装置引进数量较多。
三氧化硫磺化简要一、内容及研究意义三氧化硫磺化具有反应速度快,产生三废少,经济上合理的特点。
而且S03磺化得到的磺酸产品更好,现被广泛采用。
工艺主要过程分为空气干燥,三氧化硫发生,烷基苯磺化及尾气处理四个主要工序。
严格控制稳定的磺化反应条件可得到高质量的磺酸产品,因此采用质量流量计进行原料计量,计算机系统集中控制和调节温度,压力等参数,从而使工艺更加完善。
磺化操作的整个过程可以是间歇的,也可以是完全连续的。
为了获得优质产品,操作时必须严格控制下列主要因素[3] : (1)被磺化原料一烷基苯的质量;(2)磺化剂的规格;(3)配料比的选定;(4)加入磺化剂的方式和加料速度;(5)搅拌深度;;(6)反应温度;(7)反应热导出的条件;(8)磺化物料的保温搅拌条件;(9)设备材料的选择;(10)磺酸中和的工艺条件。
本设计采用多管膜式三氧化硫磺化器进行烷基苯的磺化,其工艺流程合理,设备结构简单,能耗低,产品质量好。
二、S03磺化合成烷基苯磺酸的研究现状和发展趋势气相三氧化硫磺化法合成十二烷基苯磺酸采用燃硫法生产气体S03成本低,目前工业上应用最多。
目前研究的主要方向是磺化反应器的开发和工艺条件的优化[4] 。
磺化反应器是S03 磺化装置中的核心设备,其综合技术质量(如结构、选材、制造和组装等)对磺化产品质量、设备使用寿命有很大影响。
S03磺化装置的核心设备一磺化反应器有多种型式:如罐组式S03连续磺化反应器、降膜式磺化反应器和喷射式磺化反应器等。
到目前为止,降膜式气体S03磺化反应器使用最为普遍。
降膜式磺化反应器的形式又分为两大类,即双膜式和多管膜式磺化器。
不管是双膜式或是多管式的磺化反应器,其基本原理都是一样的,只是各自采用不同的放大途径[5] 。
因此,它们就有一个共同的重要的设计参数,即周边进料速率。
一般说来,当反应段比较高或是反应器尾部设有急冷循环装置时,可达到较大值。
当周边进料速率确定时,设备能力仅与反应管的润湿周边(即反应管的周边长度之和)成比例关系。
实验室三氧化硫磺化系列装置李全红;杨效益;郭朝华;李慧芳;李萍;李建波;耿卫东【摘要】实验室三氧化硫磺化装置由液体SO2为起始剂,催化转化后形成气体SO3,用于磺化反应,反应产生的尾气经两级吸收可安全排放.装置由三氧化硫发生、空气干燥、磺化和老化、中和、尾气处理等几大工序组成,可以在实验室内实现气体三氧化硫的稳定产出,平稳完成磺化反应.目前实验室三氧化硫磺化装置经过多年发展已经形成系列化,特别是经过四次优化升级,装置预热更快,磺化量更小,具有快速、稳定、安全和环保的多重优势.【期刊名称】《日用化学品科学》【年(卷),期】2018(041)010【总页数】6页(P46-50,57)【关键词】三氧化硫;磺化;磺化装置【作者】李全红;杨效益;郭朝华;李慧芳;李萍;李建波;耿卫东【作者单位】中国日用化学研究院有限公司,山西太原030001;中国日用化学研究院有限公司,山西太原030001;中国日用化学研究院有限公司,山西太原030001;中国日用化学研究院有限公司,山西太原030001;中国日用化学研究院有限公司,山西太原030001;中国日用化学研究院有限公司,山西太原030001;中国日用化学研究院有限公司,山西太原030001【正文语种】中文【中图分类】TQ423磺化/硫酸化工艺技术在化工行业中广泛应用,已经从传统的表面活性剂生产领域扩展到了印染、皮革、采油、食品、医药、农药和其他化工中间体等诸多方面。
三氧化硫(SO3)是硫酸的酸酐,能量储量高,磺化反应速率快,工业生产无废液产生,是磺化/硫酸化工业向快速化、环保化转变的最好选择。
因而SO3磺化工艺成为了近些年科研工作的热点。
笔者单位从20世纪末开始研发实验室三氧化硫磺化装置,2002年研发成功并推向市场,并于2007年获得中国轻工业联合会科学技术进步奖二等奖。
表1列举部分实验室三氧化硫磺化装置应用领域及服务企业。
为了更好地适应科研需要,笔者实验室三氧化硫磺化装置经历了四次大的优化升级。
三氧化硫磺化技术
佚名
【期刊名称】《安徽化工》
【年(卷),期】1996(000)002
【摘要】三氧化硫磺化技术用气态三氧化硫来代替目前广泛使用的硫酸、发烟硫酸、氯磺酸等作为磺化剂在化工行业中正在不断推广。
当一种可磺化的有机化合物如芳香族化合物苯或脂肪酸,用SO3碘化时,将释放出大量的热量。
如该热量使反应混合物中高浓度的SO3发生缔合作用,将会...
【总页数】4页(P63-66)
【正文语种】中文
【中图分类】TQ203.9
【相关文献】
1.气相三氧化硫磺化甲苯制备对甲苯磺酸——温度对磺化反应的… [J], 刘邦孚;吴金川
2.三氧化硫磺化装置的核心设备——磺化反应器 [J], 郭朝华;耿小雯;杨效益
3.三氧化硫磺化及磺化反应器 [J], 范肥林
4.三氧化硫磺化与发烟硫酸磺化的比较 [J], 马世宏
5.掀起磺化装置研发高潮推进磺化产品市场发展——2004(第三届)全国三氧化硫磺化/硫酸化技术与市场研讨会圆满闭幕 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。