CMK--自动计算模板
- 格式:xls
- 大小:56.00 KB
- 文档页数:5
cmk计算公式详细说明
CMK(Customer Satisfaction
Index)是一种衡量客户满意度的指标,它是由客户满意度调查的结果来计算的。
CMK计算公式:
CMK = (客户满意度得分 - 平均客户满意度得分) /
(最高客户满意度得分 - 最低客户满意度得分)
客户满意度得分:指客户对某项服务或产品的满意度,通常用1-5分来衡量,其中5分表示最高满意度,1分表示最低满意度。
平均客户满意度得分:指所有客户对某项服务或产品的平均满意度得分。
最高客户满意度得分:指所有客户对某项服务或产品的最高满意度得分。
最低客户满意度得分:指所有客户对某项服务或产品的最低满意度得分。
cpm cmk 计算公式CPM(每千次展示成本)和CMK(每千次点击成本)是广告行业中常用的指标,用于衡量广告投放效果和成本效益。
下面将以人类的视角,为您详细介绍这两个指标的计算公式及其应用。
CPM(每千次展示成本)是指广告主需要为每展示1000次广告付出的费用。
计算CPM的公式如下:CPM = 广告投放费用 / 广告展示次数 * 1000举个例子来说,如果广告主为了在一个网站上投放广告,支付了1000元广告费,广告在这个网站上展示了10000次,那么该广告的CPM为:CPM = 1000元 / 10000次 * 1000 = 100元/千次展示CMK(每千次点击成本)是指广告主需要为每获得1000次点击付出的费用。
计算CMK的公式如下:CMK = 广告投放费用 / 广告点击次数 * 1000举个例子来说,如果广告主为了在一个网站上投放广告,支付了1000元广告费,广告在这个网站上获得了100次点击,那么该广告的CMK为:CMK = 1000元 / 100次 * 1000 = 10000元/千次点击CPM和CMK是广告主衡量广告投放效果和成本效益的重要指标。
通常情况下,广告主希望CPM和CMK的值越低越好,因为这意味着他们可以以更低的成本获得更多的广告展示和点击。
然而,CPM和CMK并不能单独决定广告的效果。
除了这两个指标外,广告的点击率(CTR)和转化率等指标也需要考虑。
因此,在制定广告投放策略时,广告主需要综合考虑多个指标,找到最适合自己的平衡点,以达到广告投放的最佳效果。
总结起来,CPM和CMK是广告行业中常用的指标,用于衡量广告投放的成本效益。
通过合理利用这两个指标,广告主可以更好地评估广告投放的效果,并制定相应的优化策略,以提升广告投放的效果和成本效益。
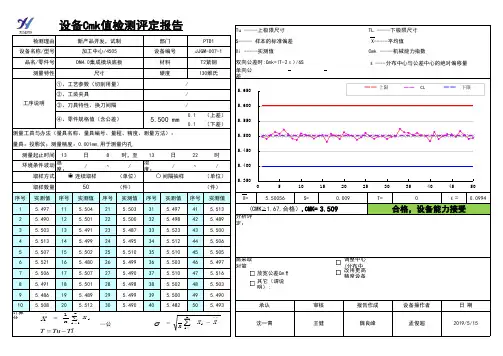
单向公差0.1(上差)0.1(下差)13日8时,至13日22时温度:/~/湿度:/~/(单位)(单位)(件)(件)序号实测值序号实测值序号实测值序号实测值序号实测值X= 5.50056S=T=ε=0.09941 5.49711 5.50421 5.50331 5.49741 5.5132 5.49012 5.50122 5.50032 5.49842 5.489分析评定:3 5.50313 5.49123 5.48733 5.52343 5.5004 5.51314 5.49924 5.49534 5.51244 5.5065 5.50715 5.50225 5.51035 5.51045 5.5056 5.52116 5.48026 5.49936 5.50346 5.497需采取对策调整中心(分布中7 5.50617 5.50727 5.49037 5.51047 5.516放宽公差Cm↑改用更高精度设备8 5.49118 5.50128 5.49838 5.50248 5.503其它(请说明):9 5.48619 5.48929 5.49939 5.50049 5.49010 5.508205.51230 5.490405.482505.493计算分T-----公5.500 mm0.0092019/5/15魏良峰孟俊超沈一青王健取样方式50设备操作者日 期部门新产品开发,试制材料承认审核报告作成尺寸设备Cmk值检测评定报告3.509合格,设备能力接受连续取样①、工艺参数(切削用量)②、工装夹具③、刀具特性、换刀间隔环境条件波动间隔抽样加工中心/4505取样数量(CMK ≥1.67,合格),CMK=测量起止时间硬度130维氏工序说明④、零件规格值(含公差)/测量特性T2紫铜//ε----分布中心与公差中心的绝对偏移量品名/零件号设备编号JJGM-007-1Xi -----实测值Cmk -----机械能力指数设备名称/型号双向公差时:Cmk=(T-2ε)/6S DM4.0集成模块底板测量工具与办法(量具名称、量具编号、量程、精度、测量方法):量具:投影仪;测量精度:0.001mm,用于测量内孔Tu -----上极限尺寸TL -----下极限尺寸检测理由S----- 样本的标准偏差 X-----平均值PTD1 5.3505.4005.4505.5005.5505.6005.65005101520253035404550in i XnX∑=--=11∑=---=nii X X nσTlTu T -=——上限——CL——下限。

Cmk 计算示例(CMT)这是一个以SMT(电子行业贴片作业的过程):质量-SPC ,six sigma,TS16949,MSA,FMEA"rZ0O D+[)G c GSPC ,6sigm a, 六西格玛,MSA,FMEA,品质,质量,six sigma9b$|e5?9\~k当今产品的普遍趋势是小型化,同时又要增加性能和降低成本,这不可避免地导致在SMT所有领域中的更大的工艺开发。
例如,高性能贴装系统的用户希望供应商有新的发展,从而可以大大增加贴装产量,同时又提高贴装精度。
就贴装的最重要方面:贴装精度而言,用户都希望所规定的设备参数值可以维持几年不变。
这些规定的值通常作为机器能力测试(MCT, machine capability test)的一部分,在供应商自己的地方为贴装机器的客户进行检验。
www3.6s V I3m n5k D0z I+?2pMCT工艺六西格玛品质论坛 eL贴装系统的标准偏差和标称值的平均值偏差,是贴装精度的两个核心变量,作为MCT的一部分进行测量。
MCT是以下列步骤进行的:首先,将某个最少数量的玻璃元件贴装在一块玻璃板上的粘性薄膜上。
然后使用一部高精度测量机器来测定所有贴装的玻璃元件在X,Y和θ上的贴装偏差。
测量机器然后计算在有关位置轴X,Y和θ上的贴装偏移(标称值的平均值偏差)。
在图一中以图形代表的MCT结果得到如下的核心贴装精度值:-s P(r w g kX s-U标准偏差= 8 µm贴装偏移= 6 µm SPC ,6si gma, 六西格玛,MSA,FMEA,品质,质量,six sigmaDC0k5qo.G图一、MCT结果的图形表示#z B1|+A I,h7`3G通常,我们可以预计贴装偏差符合正态高斯分布,允许变换到更宽的统计基数,如3或4σ。
对于经常使用的统计基数,上述指定的贴装系统具有32µm的精度。
将导出的精度与所要求的公差极限相比较,则可评估机器对于一个特殊要求的可适用性。
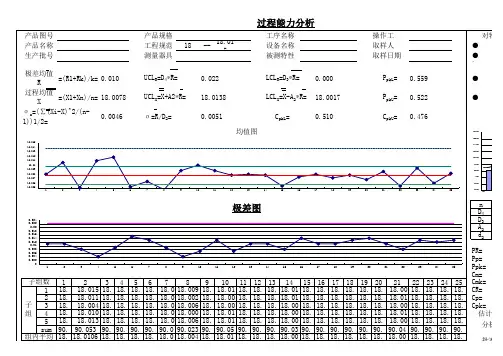

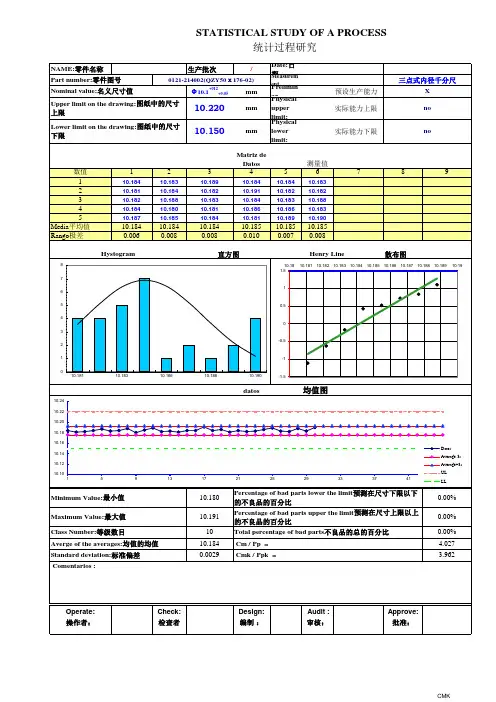
cmk计算公式excelCMK是一种常用的过程能力指数,用于评估一个过程的稳定性和可靠性。
在制造业中,CMK通常用于检验一个工艺或产品的质量是否满足规定标准。
在Excel中,我们可以使用一些函数和公式来计算CMK值。
下面是使用Excel计算CMK值的步骤:1. 首先,我们需要收集一些数据来评估这个过程的质量。
这些数据可以是任何和这个过程相关的数值,比如尺寸、重量、时间等等。
2. 接下来,我们需要计算这些数据的平均值和标准差。
在Excel 中,可以使用AVERAGE和STDEV函数来计算这些值。
3. 然后,我们需要确定规定标准的上限和下限。
这些标准可以是任何和这个过程相关的数值,比如客户要求的尺寸、重量、时间等等。
4. 确定上限和下限后,我们可以计算出过程能力指数CP。
CP的公式是:(上限-下限)/(6*标准差)。
在Excel中,可以使用以下公式来计算CP:=(B4-B3)/(6*B2),其中B4是上限,B3是下限,B2是标准差。
5. 接下来,我们需要计算出过程能力指数CPU和CPL。
CPU和CPL的公式分别是:(上限-平均值)/(3*标准差)和(平均值-下限)/(3*标准差)。
在Excel中,可以使用以下公式来计算CPU和CPL:=(B4-B5)/(3*B2)和=(B5-B3)/(3*B2),其中B5是平均值。
6. 最后,我们可以计算出过程能力指数CMK。
CMK的公式是:MIN(CPU,CPL)/k,其中k是一个常数,通常是1.33。
在Excel中,可以使用以下公式来计算CMK:=MIN(B6,B7)/B8,其中B6是CPU,B7是CPL,B8是1.33。
通过以上步骤,我们可以在Excel中计算出一个过程的CMK值,并据此评估这个过程的稳定性和可靠性。
当CMK值大于1时,说明这个过程的质量是可接受的。
当CMK值小于1时,说明这个过程的质量需要改进。