展开放样技术资料
- 格式:doc
- 大小:2.22 MB
- 文档页数:62


第一节展开原理1.展开放样的基本思路1) 什么是展开放样所谓展开,实际是把一个封闭的空间曲面沿一条特定的线切开后铺平成一个同样封闭的平面图形。
它的逆过程,即把平面图形作成空间曲面,通常叫成形过程。
实际生产工作中,往往是先设计空间曲面后再制作该曲面,而这个曲面的制造材料大都是平面板料。
因此,用平板做曲面,先要求得相应的平面图形,即根据曲面的设计参数把平面坯料的图样画出来。
这一工艺过程就叫展开放样。
实际工作中,有人把它简称为展开,也有人把它简称为放样,本书中采用前者的说法。
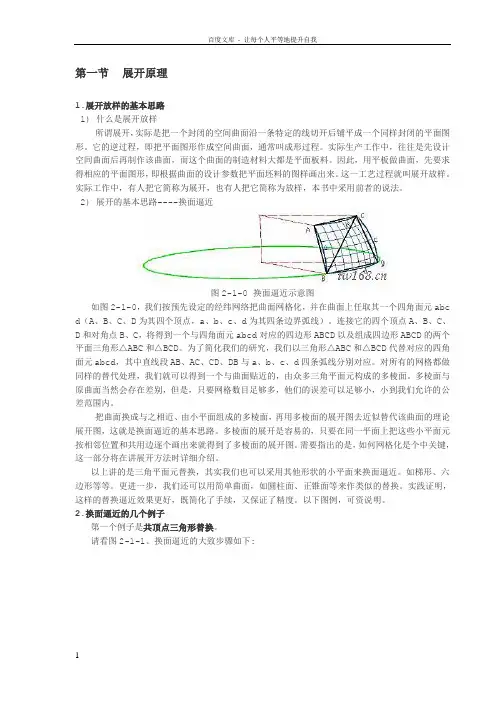
2) 展开的基本思路----换面逼近图2-1-0 换面逼近示意图如图2-1-0,我们按预先设定的经纬网络把曲面网格化,并在曲面上任取其一个四角面元abc d(A、B、C、D为其四个顶点,a、b、c、d为其四条边界弧线)。
连接它的四个顶点A、B、C、D和对角点B、C,将得到一个与四角面元abcd对应的四边形ABCD以及组成四边形ABCD的两个平面三角形△ABC和△BCD。
为了简化我们的研究,我们以三角形△ABC和△BCD代替对应的四角面元abcd,其中直线段AB、AC、CD、DB与a、b、c、d四条弧线分别对应。
对所有的网格都做同样的替代处理,我们就可以得到一个与曲面贴近的,由众多三角平面元构成的多棱面。
多棱面与原曲面当然会存在差别,但是,只要网格数目足够多,他们的误差可以足够小,小到我们允许的公差范围内。
把曲面换成与之相近、由小平面组成的多棱面,再用多棱面的展开图去近似替代该曲面的理论展开图,这就是换面逼近的基本思路。
多棱面的展开是容易的,只要在同一平面上把这些小平面元按相邻位置和共用边逐个画出来就得到了多棱面的展开图。
需要指出的是,如何网格化是个中关键,这一部分将在讲展开方法时详细介绍。
以上讲的是三角平面元替换,其实我们也可以采用其他形状的小平面来换面逼近。
如梯形、六边形等等。
更进一步,我们还可以用简单曲面,如圆柱面、正锥面等来作类似的替换。


放样展开的方法摘要:一、放样展开的定义与作用二、放样展开的方法分类1.直接展开法2.间接展开法3.混合展开法三、各类放样展开法的具体操作步骤1.直接展开法1.1 绘制放样原图1.2 确定放样基准1.3 按比例放大或缩小1.4 标注尺寸和符号2.间接展开法2.1 制作模板2.2 定位模板2.3 填充放样元素3.混合展开法3.1 结合直接展开与间接展开3.2 调整放样元素大小和位置四、放样展开的应用领域五、放样展开的注意事项1.精度控制2.材料节约3.操作安全六、总结放样展开方法的重要性正文:放样展开是一种在工程、建筑、制造等领域广泛应用的技术方法,它通过对三维物体进行二维平面展开,使得生产制造过程更加便捷、高效。
本文将对放样展开的方法进行详细介绍,以帮助读者更好地理解和应用这一技术。
一、放样展开的定义与作用放样展开,是指将三维空间中的物体沿着某一方向展开成二维平面图形,以便于制作模具、切割材料等加工过程。
放样展开的作用在于简化制造过程,降低生产成本,提高工作效率。
二、放样展开的方法分类根据展开方式的不同,放样展开方法可分为以下三类:1.直接展开法:直接根据三维模型绘制出二维放样图,适用于简单几何体和规则形状的展开。
2.间接展开法:通过制作模板,将三维形状投影到模板上,再根据模板绘制出放样图。
适用于复杂形状和不规则形状的展开。
3.混合展开法:结合直接展开和间接展开,对不同部位采用不同方法进行展开,以提高展开效率和准确性。
三、各类放样展开法的具体操作步骤1.直接展开法:1.1 绘制放样原图:根据三维模型,在纸上或电脑软件中绘制出放样原图。
1.2 确定放样基准:选择一个合适的基准面,使三维模型投影到基准面上。
1.3 按比例放大或缩小:根据实际生产需求,对放样图进行放大或缩小。
1.4 标注尺寸和符号:标注出放样图的各个尺寸和符号,以方便后续加工。
2.间接展开法:2.1 制作模板:根据三维模型,制作出相应的模板。
拱顶罐的扇形顶板展开放样化工工程建设中经常需要新建一些储罐,容积为20000m 3以下的储罐一般采用拱顶罐结构。
拱顶的排板形式,通常分为人字形排板和扇形排板两种形式。
其中,扇形排板的施工需要掌握展开放样的技术。
下面以20000m 3油罐为例,介绍瓜皮顶展开放样的方法。
一般设计在采用扇形排板时,在施工图纸中给出了瓜皮板展开图。
但该图实际为瓜皮板展开图的近似图。
如按设计图纸施工,往往出现罐顶搭接量不够等问题。
实际施工时,必须运用球缺展开的方法进行瓜皮板的放样,确定实际下料尺寸。
一)理论法计算放样:球缺展开的方法运用了微分原理:用一组水平面将瓜皮板等分,水平面与瓜皮板的交线为一弧线,其长度等于等分点的展开弧长。
计算各等分点的出展开半径、展开弧长后,在展开图上,以各等分点为顶点、作圆弧,圆弧端点的连线为瓜皮板展开图。
瓜皮板等分的点越多,得到的展开图越精确。
1.放样步骤:1)已知条件 从设计图纸中可确定以下数据(以20000m 3油罐为例) ---R (拱顶曲率半径)=35962mm; ---r(拱顶中心孔半径)=2250mm; ---n(瓜皮板块数)=56; ---h (搭接宽度)=20mm;---d (罐顶水平投影半径)=40500mm。
2)作基准线EF :作一线段EF ,线段的长度等于罐顶母线的弧长; EF=πR ×arcsin (d/R )/180-πR ×arcsin (r/R )/180; 3)将EF 10等分:取点F 1、F 2、~F 9、E 、F 共11点;4)作等分点圆弧:以F 1~F 9、E 、F 点为顶点分别作弧①~⑨、ab 、cd (如图一);5)连接圆弧ab 、cd 、①~⑨的端点,则瓜皮板展开图如图一所示。
((((其中:圆弧①~⑨、ab 、cd 的作法如下(以圆弧⑤为例):a) 确定展开半径:从F 5 点作罐顶圆弧的法线,与中心线交于H 5 点,展开半径R 5=F 5H 5 =Rtg а5,(如图二)。
第一讲钣金基础第一节钣金制品的应用所谓钣金制品,是主要以金属板材为原料,按预定的设计,制造成生产生活中需要的用品。
时至今日,可以说,天地三界,古今中外,各行各业,生产生活,应用之广,无处不有。
它主要用于:1.金属外壳:如图1-1-1所示,汽车机车、舰船坦克、飞机火箭、配电柜、防护罩、机床设备、电器设备、电子设备、电信设备、日用电器等等的金属外壳是典型的钣金制品。
图1-1-1 金属外壳类钣金制品2.金属容器:如图1-1-2所示,化工反应釜类、塔类设备、非标设备、锅炉、压力容器、储罐气柜、货柜集装箱等金属容器是技术要求很高的钣金制品。
图1-1-2 金属容器类钣金制品.金属管路:如图1-1-3所示,石油燃气管路、通风空调管路、给排水管路、烟道烟囱等方面的金属管道及管道连接件是建设工程中常用的钣金制品。
图1-1-3 金属管道类钣金制品4. 金属结构:如图1-1-4所示,建筑钢结构、金属门窗、设备底盘支架、桥梁桥架、钢梁铁塔、采油平台、工程机械、运输机械、生产线等金属结构是发展迅速、应用日广的钣金制品。
图1-1-4 金属结构类钣金制品5.日用五金:如图1-1-5所示,瓢盘锅灶、铰链反扣、金属盒柜、文具玩具、灯具器具、开关柜、接线盒等等日用五金产品是随处可见,与我们的工作、生活息息相关的钣金制品。
图1-1-5 日用五金类钣金制品6.金属艺术造型1)铁艺制品:铁艺是古老的工艺,在它上面积淀了厚重的历史文化。
铁艺制品广泛应用在大门栏杆、建筑装饰和室内装饰方面,特别是室内装饰,近年发展迅速。
图1-1-6中的金属栏杆的古典造型即便是现在也不失其豪华典雅的气派。
图1-1-6 铁艺制品中的金属栏杆2)家具、灯具:金属艺术造型在家具、灯具等方面的应用使之呈现了简洁、清新、明快的新风格,而金属的强度、弹性、塑性的巧妙利用更使其外观的造型美、内在的耐用性和使用的舒适感得到完美的表现。
图1-1-7中的灯与椅就是其中二例。
图1-1-7 铁艺制品中的立灯与靠椅3)金属雕塑:现代城市中,金属雕塑大量涌现,着实赢得了大众的驻足和赞赏。
第一节展开原理1.展开放样的基本思路1) 什么是展开放样所谓展开,实际是把一个封闭的空间曲面沿一条特定的线切开后铺平成一个同样封闭的平面图形。
它的逆过程,即把平面图形作成空间曲面,通常叫成形过程。
实际生产工作中,往往是先设计空间曲面后再制作该曲面,而这个曲面的制造材料大都是平面板料。
因此,用平板做曲面,先要求得相应的平面图形,即根据曲面的设计参数把平面坯料的图样画出来。
这一工艺过程就叫展开放样。
实际工作中,有人把它简称为展开,也有人把它简称为放样,本书中采用前者的说法。
2) 展开的基本思路----换面逼近图2-1-0 换面逼近示意图如图2-1-0,我们按预先设定的经纬网络把曲面网格化,并在曲面上任取其一个四角面元abcd(A、B、C、D为其四个顶点,a、b、c、d为其四条边界弧线)。
连接它的四个顶点A、B、C、D和对角点B、C,将得到一个与四角面元abcd对应的四边形ABCD以及组成四边形ABCD的两个平面三角形△ABC和△BCD。
为了简化我们的研究,我们以三角形△ABC和△BCD代替对应的四角面元abcd,其中直线段AB、AC、CD、DB与a、b、c、d四条弧线分别对应。
对所有的网格都做同样的替代处理,我们就可以得到一个与曲面贴近的,由众多三角平面元构成的多棱面。
多棱面与原曲面当然会存在差别,但是,只要网格数目足够多,他们的误差可以足够小,小到我们允许的公差范围内。
把曲面换成与之相近、由小平面组成的多棱面,再用多棱面的展开图去近似替代该曲面的理论展开图,这就是换面逼近的基本思路。
多棱面的展开是容易的,只要在同一平面上把这些小平面元按相邻位置和共用边逐个画出来就得到了多棱面的展开图。
需要指出的是,如何网格化是个中关键,这一部分将在讲展开方法时详细介绍。
以上讲的是三角平面元替换,其实我们也可以采用其他形状的小平面来换面逼近。
如梯形、六边形等等。
更进一步,我们还可以用简单曲面,如圆柱面、正锥面等来作类似的替换。
第一讲钣金基础第一节钣金制品的应用所谓钣金制品,是主要以金属板材为原料,按预定的设计,制造成生产生活中需要的用品。
时至今日,可以说,天地三界,古今中外,各行各业,生产生活,应用之广,无处不有。
它主要用于:1.金属外壳:如图1-1-1所示,汽车机车、舰船坦克、飞机火箭、配电柜、防护罩、机床设备、电器设备、电子设备、电信设备、日用电器等等的金属外壳是典型的钣金制品。
图1-1-1 金属外壳类钣金制品2.金属容器:如图1-1-2所示,化工反应釜类、塔类设备、非标设备、锅炉、压力容器、储罐气柜、货柜集装箱等金属容器是技术要求很高的钣金制品。
图1-1-2 金属容器类钣金制品.金属管路:如图1-1-3所示,石油燃气管路、通风空调管路、给排水管路、烟道烟囱等方面的金属管道及管道连接件是建设工程中常用的钣金制品。
图1-1-3 金属管道类钣金制品4. 金属结构:如图1-1-4所示,建筑钢结构、金属门窗、设备底盘支架、桥梁桥架、钢梁铁塔、采油平台、工程机械、运输机械、生产线等金属结构是发展迅速、应用日广的钣金制品。
图1-1-4 金属结构类钣金制品5.日用五金:如图1-1-5所示,瓢盘锅灶、铰链反扣、金属盒柜、文具玩具、灯具器具、开关柜、接线盒等等日用五金产品是随处可见,与我们的工作、生活息息相关的钣金制品。
图1-1-5 日用五金类钣金制品6.金属艺术造型1)铁艺制品:铁艺是古老的工艺,在它上面积淀了厚重的历史文化。
铁艺制品广泛应用在大门栏杆、建筑装饰和室内装饰方面,特别是室内装饰,近年发展迅速。
图1-1-6中的金属栏杆的古典造型即便是现在也不失其豪华典雅的气派。
图1-1-6 铁艺制品中的金属栏杆2)家具、灯具:金属艺术造型在家具、灯具等方面的应用使之呈现了简洁、清新、明快的新风格,而金属的强度、弹性、塑性的巧妙利用更使其外观的造型美、内在的耐用性和使用的舒适感得到完美的表现。
图1-1-7中的灯与椅就是其中二例。
图1-1-7 铁艺制品中的立灯与靠椅3)金属雕塑:现代城市中,金属雕塑大量涌现,着实赢得了大众的驻足和赞赏。
人们欣赏它的美,也惊异它制作的精湛。
这些金属雕塑,造型是艺术的,工艺是钣金的,整个是完美的钣金艺术造型。
艺术与钣金工艺的结合,促使钣金制品的大大升值,这就揭示了钣金应用的一个诱人的前景。
下面介绍几组学生的实训作品。
学生作品1:《你从哪里来?我的朋友!》学生作品2:《21世纪了,你还以为我追不上你?!》学生作品3:《同一首歌》学生作品4:《好看不好吃》学生作品5:《虽然没有五朵,但它是真正的金花!》第二节钣金制品的常用材料钣金制品的常用材料很多,但其主要材料是板材和型材。
它们都是生产厂按统一的标准、系列、规格生产供应的。
使用者必须了解它的材质、类别与规格,才能正确、快捷地选用。
1. 板材⑴分类分类的分法很多,选择一个共性就有一种分法。
以板材为例:按材质分,有金属板、非金属板;钢板、铝板、铜板;PVC板、有机玻璃板;复合板、镀锌板、电解板等等按用途分,有普通结构钢板、锅炉钢板、造船钢板、弹簧钢板等等。
按厚度分,有厚板、中板、薄板等等。
⑵牌号牌号是材质的标志,如Q235、20g、16Mn、45钢、1Cr18Ni9Ti等等。
⑶规格规格是形状大小的规定,对板材就是宽度×长度×厚度,单位为毫米(mm)。
如镀锌板1000×2000×0.6、电解板1220×2440×1.5、不锈钢板(SUS304)1000×2000×0.8等等。
2. 型材⑴型材一般按横截面的形状来区分。
以型钢为例,它就包括圆钢、扁钢、方钢、角钢、槽钢、工字钢、钢管、方通、异型管、其他型材等等类别。
同一种型材也有多种规格,如∠45×3.5、∠100×60×7、φ20螺纹钢、φ32螺纹钢、φ219无缝钢管、φ108无缝钢管等等。
⑵型材可用不同材质的材料制成,常用的材料有钢材、铝材、铜材等等。
第三节钣金制品的连接方式机械连接、焊接和粘接统称三大连接技术,在钣金制造中都有应用,尤其是前二者,更为广泛。
机械连接中的螺栓连接最为常见,因为它是一种可拆卸的固定连接,其地位独特,不可替代。
把螺栓连接接头中的螺栓换为适当的铆钉并铆合它们,就成了铆钉连接。
铆钉连接是一种不可拆卸的机械连接,连接可靠,抗震性能好,沿用历史悠久。
但铆钉连接工艺复杂,劳神费力,工作量大,劳动强度大而且操作麻烦,技能要求高,因而在许多方面逐渐被焊接等连接方式所取代。
但在抗震结构连接、不同材质板材连接、薄钣连接上,铆接依然应用广泛。
法兰连接是一种可拆卸的机械连接,安装拆卸都很方便,常用于管段之间、部件之间的连接和经常拆卸的场合。
对可焊性能好的金属板材连接,目前的首选是焊接。
焊接的方法很多,专业设备也很多,都使用方便,快捷有效。
一铆一焊都是钣金制作中的连接之王,因而人们常把钣金制造车间叫做铆焊车间!粘接由于操作方便,应用范围广,近年的发展也很快,前景可观,但由于连接强度方面的限制,暂时还占不了主导地位。
机械连接中还有一类是胀接,如胀管,常用在锅炉锅筒与水冷壁管的连接中。
另外还有冲点,嵌缝、榫接等连接方式,因为在钣金制品尚未通用,就不作介绍了。
钣金制品可分为厚板制品和薄板制品。
厚板制品常用的连接方式有螺栓连接、铆接、焊接、胀接和法兰连接;薄板制品的常用连接方式有咬口连接、铆接(手铆、机铆、拉铆)、法兰连接、焊接(电焊、气焊、锡焊、点焊)、粘接和冲点连接,其中咬口连接应用甚广。
第四节钣金制品的制作工艺1. 一般钣金制品的工艺过程生产准备一般包括三个方面的准备:一是技术准备,主要是熟悉图纸,制定工艺方案,编写生产计划;二是场地设施准备,主要是场地整理,设备到位,设施配套;三是人员材料等方面的准备,即人财物方面的准备。
放样又称展开放样。
钣金制品都是板材加工成形的,显然,没加工以前的毛坯板因产品的不同而有不同的图样。
展开放样根据钣金制品的表面形状、空间尺寸把成形加工前板坯的平面图形画出来,并作成相关的样板供后续工序使用。
下料又称落料、备料,指在板材型材上直接划线或用样板套料划线并按此线把坯料切割下来的工艺过程。
批量加工中,使用样板,效益明显。
成形就是采用锤打、弯折、辊压、冲压、模压等各种塑性加工手段改变板坯的大小形状,使之成为我们需要的形状尺寸。
成形的常用方式有手工成形、机械成形和特种成形。
装配是决定产品整体质量的重要工序,包括单件成形后的接缝装配和零部件组装。
在装配工序,我们按图纸给出的结构和精度要求,运用各种装配手段、工具和工装设备将零部件组合、定位、固定,保持互相配合的另部件件有正确的结构、大小、形状和相对位置。
连接工序则负责将装配好的接缝用指定的连接方式完全连接成一整体。
表面处理是钣金制造过程的最后一道工序。
但是就工种而言,它已不是钣金工的工作范围了。
在上述基本工艺过程中,有一个矫正工艺时常要用到,这是一门应用广,难度高,技艺性强的工艺。
还有一个模具、夹具等工艺装置(以下统称工装)的应用,它更在发挥着关键性的作用。
矫正与工装,二者在制造和维修中都是不可或缺的。
对应于钣金制品的工艺阶段,钣金制造技术可分为放样技术、下料技术、成形技术、组装技术、连接技术、矫正技术和工装设计与制造技术等七大专门技术。
生产设备也随之划为相应的七类。
对这些,我们以后将从不同的层面接触到它们。
2. 矫正工艺所谓矫正,就是采用有效的工艺手段,纠正加工前后原已存在和重新产生的过度变形和偏位。
常见的矫正作业有调直、调扭、平板和结构矫正。
常用的方法有手工矫正、机械矫正和火焰矫正。
变形和偏位是多种多样的,变形和偏位的成因是错综复杂的。
矫正之前,先要了解造成变形的工艺因素,分析变形部位的应力和应变状况,确定变形、偏位的趋向和程度,从而拟定矫正的方法、部位和力度。
然后再展开矫正作业,并不断在实施中检测、调整,直至完成它。
这一过程需要足够的知识底蕴、运用技能和多项操作技能。
举例说吧,锤子谁都会用,可是一锤下去,打在哪里,打多重?如何落锤?怎样才能一锤定音?这就是水平问题了!从最普通、最基本的调小型角铁圆钢到调大号型钢、小型钢结构再到大型桁架、板梁和大型组合钢结构,从平小板到平大板,从平厚板到平薄板,矫正技术涉及从初级工到高级技师的整个技能领域。
矫正作业是一门很精湛的综合技能,因为它反映操作者的专业水准和运用能力,也反映操作者的工艺知识和技术阅历,所以同行中常把矫正作业作为钣金冷作工技能水平的重点考察内容。
3. 工艺装置业内常说,钣金加工中模具、夹具等工艺装置的应用状况是钣金制作水平的标志。
随着生产规模的扩大,产品质量要求的提高,工装的设计、制造和应用越来越多,越来越普遍,水平也越来越高。
根据切割、成形组装、连接等各方面的生产需要,能设计出适用的模具、夹具及其他工艺装置,组织加工、安装并应用于生产中去,这是对高级钣金工的专业要求。
正因为工装的设计应用是钣金制作水平的标志,工装的设计应用技术是钣金制造中技术含量较高的关键技术。
4. 技术进步钣金生产中,技术进步之一是大量使用工装。
钣金产品的生产,逐渐发展为专用生产线。
生产线的效率大大提高,然而线上的操作却变得单一、重复,技能要求降低。
技术进步之二是计算机进入钣金生产领域。
数控技术的引入,CAD、CAM的应用发展很快,一台激光切割机,一台数控冲床几乎可以搞掂所有薄板机箱、机壳的生产。
尽管目前尚局限于薄板领域,但其显然是以后的发展方向。
第四节钣金冷作工过去曾把从事钣金制品生产制作的叫钣金工,而把从事金属结构制作的叫冷作工。
现在的发展已经再不可能把钣制品和刚结构截然分开,工作对象的同一使得钣金工、冷作工变成了一个工种——钣金冷作工。
从工种定义而言,钣金冷作工从事钣金冷作生产,但从事钣金冷作生产的并不一定是钣金冷作工。
例如钣金制品生产线上的操作工,某些专人操作的钣金专用设备、钣金数控设备的操作者并不属钣金冷作工的范围,有关他们的知识和技能自然也不属我们的介绍范围。
钣金冷作工的工种特点:第一基本素质要求好。
他需要独立或主持完成整个钣金制品、金属结构的加工任务,他既做零部件也完成整体,不象加工中心,干得再好,做的也是零件;他要会使用的钣金加工设备很多,不象车工、铣工只会用一种机床就行了;他要会展开放样,没有几何知识,没有立体概念,不懂技工计算,不会作图放线,那就成不了好工人;钣金冷作,往往不是单枪匹马,而是以钣金冷作工为主,成组人同心协力的行为,因此作好这个“头”,没有一点管理协调能力是不行的。
总之,钣金冷作工的知识面要广,应会技能要多,数理基础要好,协调能力强。
第二技艺功夫要求高。
工种技术主要由技术知识,工作经验和专业技能组成。
对不同的工种,三者构成比率也不同。