锻造操作机夹持机构优化设计_袁航
- 格式:pdf
- 大小:942.22 KB
- 文档页数:5
锻造扣钉的动力学模拟与优化设计扣钉是一种广泛应用于各种工业领域的连接元件,它在现代制造业中担任着重要的角色。
扣钉的质量和性能直接影响到产品的使用寿命和可靠性。
为了提高扣钉的质量和性能,动力学模拟与优化设计成为必不可少的工具。
本文将介绍扣钉的动力学模拟方法,并探讨如何通过模拟优化设计来提高扣钉的性能。
首先,为了进行扣钉的动力学模拟,我们需要了解扣钉的力学性质和工作原理。
扣钉通常由两个部分组成:头部和身体。
头部是起到连接和固定作用的部分,身体则是将头部与其他物体连接在一起的中间部分。
在扣钉使用过程中,头部被敲击或压力,力被传递到身体,从而完成连接任务。
因此,扣钉的动力学行为主要与头部和身体的材料特性、几何形状以及施加的力有关。
在动力学模拟中,我们可以使用计算机仿真软件来模拟扣钉的行为。
首先,我们需要建立一个合适的模型来描述扣钉的几何形状和材料特性。
这个模型可以基于实际测量数据或基于经验公式来构建。
然后,我们可以通过施加一个力或一系列力来模拟扣钉的工作条件。
通过计算机软件,我们可以计算头部和身体的应力、应变以及变形情况,并进一步分析扣钉的连接性能。
通过动力学模拟,我们可以识别扣钉的弱点和潜在问题,并进行相应的优化设计。
例如,我们可以通过改变扣钉的几何形状来提高其抗拉强度。
我们可以通过增加头部的直径或增加头部与身体的连接面积来增加扣钉的强度。
同时,我们还可以通过改变扣钉的材料或制造工艺来提高其性能。
例如,选择高强度的材料或改变热处理工艺可以提高扣钉的硬度和耐久性。
动力学模拟还可以帮助我们优化扣钉的制造工艺。
通过分析扣钉的变形情况,我们可以确定最佳的制造参数,以减少扣钉在制造过程中的变形和残余应力。
例如,我们可以通过控制锻造速度、温度和压力来实现更好的形状保持和材料微观结构的调控。
此外,我们还可以通过选择合适的模具设计来减少扣钉的变形和缺陷。
除了静态情况下的动力学模拟,我们还可以进行动态模拟,来研究扣钉在实际工作条件下的行为。
Gongyi yu Jishu♦工艺与技术叶片锻造过程模拟与工艺优化_袁國栋徐成东<:四川建筑取业技术学院爽通与.市政I程系i西川成都.61〇3〇0;>.摘要:模锻趣锻造具有灵辑、成型速度快、蓮产霧稼成本低等栊点,现探賴温含金叶片在模锻龜t的成遨方式*賴究犧 锻叶片的合理生产:工艺》f t用刚黏塑性有限元法对叶片儀锻过程进行了有限元数他植魏,分析得到导致锻#局部«填不足的原函,即预 制坯形状尺寸不告_卞剩顧格过小。
根据锻造缺陷分析结果,提.出.了鑛兔宠態不足缺麻出.现的工隹方案.扉优化猶阚振形狀、_加下科重焉并对忧化方案进行数值樓激,模概结累1£嫌怃化方_i r有效嬪免锻件未充满_翁的户■!,关键词:数慎糢霉;Waspaloy合金s*_;&叶片;充填不..足0引言擁着我国航空、造船和电力工业的想速腠相关设备如航空发动机、燃气轮机和烟气轮机等设备的需求増速惊人,而 叶片作为这类设备的关键零件,葡求量不断増大,市场前景广_»叶芹不仅材料价格承贵、形状复杂、成犁难麗a s實具对表:面爾鴦、内部祖织、魏线分布棄求十分严格,属于最难锻造的锻件±—。
以性由乎缺乏系统精确的纖论分析事段,在叶 片的成型工艺设计中大多采用试错法,在生产现场进行反复试制,在试错过程'中调整和修改:工艺參数,这样既消耗了大量的人力和物力,又延长了生产周期[1]。
采用数值模拟技术对锤锻成型工艺进行模拟,可以了解预制遝结构和外形的合観性、锻件充满所誓锤奇次数,判断简部充填不足和折叠等缺陷出现的位置、,确定预制坯在模具型腔中的摆放位置,为制定和改进锻造工艺提供理论依据。
8§验,推理机内梭根据映射条件》动签形成爾询用..户的“导向”窗体 >如图3所示。
知识库和映射关联规卿存俺在SQL数搌库内,推理:机内_辑实现,,構型内核运行时,待设计冲模的特征采用符号编码,并关联SQL和“导向”窗a a图3推理机基本原理f t圈3推理原擊'可知,冲模设计与顧工.方案推理设计的核 心在于知识库内经验分类的检索、映射关联规则的优越性和待设计冲模釋征的攝取、K s e以及窗体"导»”实现。
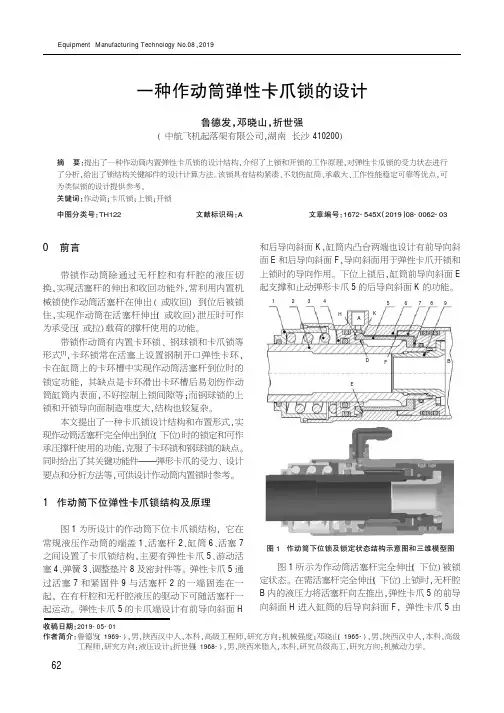
![打磨夹具的压力控制机构[实用新型专利]](https://uimg.taocdn.com/79d9e1216fdb6f1aff00bed5b9f3f90f77c64d4f.webp)
(10)授权公告号 (45)授权公告日 2015.02.04C N 204135888U (21)申请号 201420532940.0(22)申请日 2014.09.16B24B 41/06(2012.01)(73)专利权人佛山市利迅达机器人系统有限公司地址528000 广东省佛山市顺德区陈村镇广隆工业园仙涌大道2号之三(72)发明人袁小云 周全(74)专利代理机构中山市铭洋专利商标事务所(普通合伙) 44286代理人邹常友(54)实用新型名称打磨夹具的压力控制机构(57)摘要本实用新型提出一种打磨夹具的压力控制机构,其特征在于:包括第一连接板、第二连接板、第一弹簧定位块、第二弹簧定位块、弹簧、第一螺栓、法兰连接块和若干导向杆,所述第一连接板上设定位孔,所述导向杆通过所述定位孔与第一连接板固定;所述第二连接板上与所述定位孔相对应的位置开设有供导向杆穿插的导向孔,所述导向孔内壁中部收窄;所述第一弹簧定位块和第二弹簧定位块分别置于所述第一连接板与第二连接板相对的内侧面上,所述第一弹簧定位块与第二弹簧定位块分别设有圆槽,所述圆槽对弹簧两端进行限位;所述第一连接板、第二连接板、第一弹簧定位块、第二弹簧定位块和法兰连接块中部分别设有贯通的纵向螺纹孔,所述弹簧的压缩量由第一螺栓进行调节。
(51)Int.Cl.权利要求书1页 说明书2页 附图4页(19)中华人民共和国国家知识产权局(12)实用新型专利权利要求书1页 说明书2页 附图4页(10)授权公告号CN 204135888 U1.一种打磨夹具的压力控制机构,其特征在于:包括第一连接板(221)、第二连接板(222)、第一弹簧定位块(223)、第二弹簧定位块(224)、弹簧(225)、第一螺栓(226)、法兰连接块(227)和若干导向杆(228),所述第一连接板上(221)设定位孔(221a),所述导向杆(228)通过所述定位孔(221a)与第一连接板(221)固定;所述第二连接板(222)上与所述定位孔(221a)相对应的位置开设有供导向杆(228)穿插的导向孔(222a),所述导向孔(222a)内壁中部收窄,对所述导向杆(228)起限位作用;所述第一弹簧定位块(223)和第二弹簧定位块(224)分别置于所述第一连接板(221)与第二连接板(222)相对的内侧面上,所述第一弹簧定位块(223)与第二弹簧定位块(224)分别设有圆槽(223b、224b),所述圆槽(223b、224b)对弹簧(225)两端进行限位;所述第一连接板(221)、第二连接板(222)、第一弹簧定位块(223)、第二弹簧定位块(224)和法兰连接块(227)中部分别设有贯通的纵向螺纹孔,所述第一螺栓(226)贯穿其中令第一连接板(221)与第二连接板(222)栓接,所述弹簧(225)的压缩量由第一螺栓(226)进行调节。
某型产品振动试验夹具优化设计
张智森;陆海桃
【期刊名称】《机械制造与自动化》
【年(卷),期】2015(000)003
【摘要】根据该型产品振动试验条件及有关振动环境试验夹具设计规范,在分析该型装置结构和试验平台性能的基础上,基于UG三维软件进行夹具的实体建模,并利用ANSYS有限元软件对其进行了模态分析,得到夹具的固有频率和振型。
从夹具的固有频率、振型和响应位移等仿真数据(夹具上各点的"能量"放大云图)分析夹具的不足,并依此对夹具结构进行优化设计。
【总页数】3页(P77-79)
【作者】张智森;陆海桃
【作者单位】中航工业金城南京机电液压工程研究中心,江苏南京211106; 航空机电系统综合航空科技重点实验室,江苏南京211106;中航工业金城南京机电液压工程研究中心,江苏南京211106; 航空机电系统综合航空科技重点实验室,江苏南京211106
【正文语种】中文
【中图分类】TH136;TP391.9
【相关文献】
1.振动试验夹具的优化设计及模态试验 [J], 俞秋惠;陈剑
2.基于灵敏度分析的振动试验夹具优化设计 [J], 周博;陈剑;毕传兴;鲍旭清
3.电子产品大型机柜振动夹具设计及振动试验控制 [J], 焦春旺;张杰
4.某型号服务器振动试验夹具优化设计 [J], 崔英伟;雷霆;闫旭东
5.机载产品振动试验的夹具动特性要求与分析 [J], 皮志超;孙涛;罗立生;史治宇因版权原因,仅展示原文概要,查看原文内容请购买。
锻造操作机自动控制的优化提升发布时间:2021-08-20T16:43:12.320Z 来源:《当代电力文化》2021年第11期作者:李晓波秦岳张康宁[导读] 基于目前全液压锻造操作机的主要动作行走、旋转的自动控制方式中存在多次动作累计误差,影响产品的工艺尺寸精度。
李晓波秦岳张康宁西安兰石重工机械有限公司陕西西安 710000Li Xiaobo Qin Yue Zhang KangningXi 'an Lanshi Heavy Industry Machinery Co., Ltd., Xi 'an 710000 China[摘要]基于目前全液压锻造操作机的主要动作行走、旋转的自动控制方式中存在多次动作累计误差,影响产品的工艺尺寸精度。
参考机床控制中坐标系的运用,提出在自动控制中引入起始位置设置、减速距离、精度设定的闭环控制思路、消除累计误差,以求达到自动动作中提高控制精度,并满足设备智能化升级服务。
Abstract: Based on the automatic control mode of the main action walking and rotation of the full hydraulic forging manipulator at present, there are accumulated errors of multiple actions, which affect the technological dimension accuracy of the product. Referring to the use of coordinate system in machine tool control, the closed-loop control idea of starting position setting, deceleration distance setting and precision setting is proposed in automatic control to eliminate cumulative errors, so as to improve the control precision in automatic action and meet the intelligent upgrade service of equipment.[关键词] 全液压锻造操作机累计误差自动控制闭环控制减速距离Keywords: Full hydraulic,forging manipulator,The accumulative error,The automatic control, Closed-loop control,Deceleration distance 随着工业化的发展需求、材料加工工艺需求的升级,快锻液压机作为一种加工工艺范围广、机械化程度高、控制精度高的锻压设备广泛应用于机械、有色冶金、航空制造、军工等各个方面。
薄壁卷圆管自定心夹具结构优化设计
戴彬;钱应平;薛杭;车沈炀
【期刊名称】《湖北工业大学学报》
【年(卷),期】2024(39)2
【摘要】为满足不同直径、长度、厚度规格的圆筒类工件焊接过程中的装夹需要并减轻其夹具的质量。
通过自定心夹具的结构设计及受力分析,建立夹具结构的有限元模型,并使用有限元分析获得夹具的静态特性。
在此基础上利用尺寸优化的设计方法,对其进行了以减轻质量为目标的优化设计,最终完成了对V型夹具的轻量化设计。
将优化后的V型夹具与优化前进行比较,结果显示:在夹具最大变形量小于0.5 mm且最大应力值小于156 MPa的情况下,单个V型块的质量由初始设计时的33.854 kg减小到了14.954 kg,减轻了55.83%。
通过尺寸优化设计,减轻了夹具质量,提高了夹具的工作性能,该研究结果可对圆管直缝焊接设备的夹具相关研究提供参考。
【总页数】6页(P43-48)
【作者】戴彬;钱应平;薛杭;车沈炀
【作者单位】湖北工业大学机械工程学院
【正文语种】中文
【中图分类】TH122
【相关文献】
1.大直径薄壁零件定心夹具设计
2.薄壁圆管内孔珩磨加工专用夹具设计
3.薄壁圆管外圆车削加工专用夹具设计
4.薄壁不锈钢圆管三维激光切割夹具设计
5.薄壁圆管精密激光焊接夹具设计与分析
因版权原因,仅展示原文概要,查看原文内容请购买。