瓦楞纸箱基础知识、生产工艺和质量要求
- 格式:pdf
- 大小:6.13 MB
- 文档页数:41

瓦楞纸箱生产各工序品质控制要点一、瓦楞纸板生产线检查要点:1、材质、楞型是否和生产工艺单要求一致;2、纸板规格是否和生产工艺单要求一致;3、压线尺寸、方式是否和生产工艺单要求一致;4、是否有露瓦、脱胶、假粘、有明显排骨痕、塌楞、褶皱、气泡、纵/横切不断、破损、脏污、弯翘等现象;5、瓦楞纸板规格尺寸误差应小于±5mm;需分纸压线的,尺寸误差应小于±1mm,压线深浅适当,不得有破裂,裁切刀口光洁无毛刺。
二、分纸压线机检查要点:1、材质、楞型是否和生产工艺单要求一致;2、纸板规格是否和生产工艺单要求一致;3、压线尺寸、方式是否和生产工艺单要求一致;4、是否有露瓦、脱胶、假粘、有明显排骨痕、塌楞、褶皱、气泡、毛边过多、破损、脏污、弯翘等现象;5、分纸压线尺寸符合“工作单要求”盖高尺寸误差≤±1mm;6、分出后的纸板方正,不歪斜,对角线之差≤10mm。
三、印刷开槽机检查要点:1、生产工艺单应和样箱或唛稿图纸所要求一致;2、材质、楞型:.与样箱、生产工艺单要求一致;3、纸板尺寸、压线方式:与样箱、生产工艺单一致;4、纸箱生产尺寸:与生产工艺单、样箱、唛稿图纸要求一致;5、印刷版面内容:与样箱或唛稿图纸一致;6、印刷、开槽位置:与生产工艺单、样箱或唛稿图纸所要求一致;7、颜色:瓦楞纸板面纸的颜色应和样箱面纸的颜色相近,不能出现明显的色差;印刷出油墨的颜色应和样箱或色样相近,无明显色差;8、外观效果:纸板无脱胶、露瓦、假粘、破损、脏污、塌楞、过于弯翘、有明显排骨痕、等现象;印刷图案文字无漏白、重影、塞网、脱墨、翘版,脏污,文字线条清晰、印刷版面着色均匀无明显色差等。
(有些客户要求水墨抗磨性、纸箱的抗压强度要达到要求,因此除了以上检验内容,还应检查水墨的抗磨性;纸箱的抗压强度。
)四、模切机检查要点:1、生产工艺单是否和唛稿图纸是否一致;2、模切后的纸箱尺寸是否和生产工艺单、唛稿图纸一致;3、模切刀口是否光洁无毛刺,切不断等现象;4、压痕线是否清晰、易折、无破裂等。
瓦楞纸箱工艺流程
瓦楞纸箱是一种常见的包装材料,具有良好的抗压、防震和保护作用。
下面将详细介绍瓦楞纸箱的生产工艺流程。
原料准备阶段:
制作瓦楞纸箱的原料主要为瓦楞纸板,瓦楞纸板由面纸、瓦楞芯纸和底纸三层纸板叠压而成。
需要准备原料包括: - 面纸:通常为牛皮或白卡纸 - 瓦楞芯纸:用于瓦楞纸的承重,通常为灰板纸或高强度牛皮纸 - 底纸:包覆在瓦楞芯纸上,增加纸箱的美观度
加工工艺流程:
1.原纸的裁切:将面纸、瓦楞芯纸和底纸按照需要的尺寸进行裁切。
2.上浆:将瓦楞芯纸和底纸经过上浆处理,增加纸板的强度和硬度。
3.瓦楞机生产:通过瓦楞机将上浆后的瓦楞芯纸加工成瓦楞纸板,同
时将面纸和底纸粘合到瓦楞纸板的两侧。
4.模切:根据需要的尺寸和形状,使用模切机对生产好的瓦楞纸板进
行切割成相应的纸箱板片。
5.压纸:对切好的纸箱板片进行压平,使其更加平整。
6.印刷:根据需求对纸箱板片进行印刷,可以印上商标、产品信息等
内容。
7.裁割:将印刷好的纸箱板片按照需要的尺寸进行裁割,方便后续折
叠组装。
8.折叠组装:将裁割好的纸箱板片按照设计要求进行折叠、粘合,形
成最终的瓦楞纸箱。
9.质检:对成品瓦楞纸箱进行质量检查,确保其符合相关标准要求。
包装与运输:
完成上述工艺流程后,瓦楞纸箱可以进行包装,通常会采用打包机或自动化设备进行包装,以提高效率。
包装好的瓦楞纸箱可以直接装载产品,进行运输储存等操作。
通过以上工艺流程,瓦楞纸箱从原料准备到最终成品,经历了多道精细的加工工序,保证了瓦楞纸箱的质量和使用性能。

瓦楞纸板的构成瓦楞纸板始于18世纪末,19世纪初因其量轻而且价格便宜,用途广泛,制作简易,且能回收甚至重复利用,使它的应用有了显著的增长。
到20世纪初,已获得为各种各样的商品制作包装而全面的普级、推广和应用。
由于使用瓦楞纸板制成的包装容器对美化和保护内装商品有其独特的性能和优点,因此,在与多种包装材料的竞争中获得了极大的成功。
成为迄今为止长用不衰并呈现迅猛发展的制作包装容器的主要材料之一。
瓦楞纸板是由面纸、里纸、芯纸和加工成波形瓦楞的瓦楞纸通过粘合而成。
根据商品包装的需求,瓦楞纸板可以加工成单面瓦楞纸板、三层瓦楞纸板、五层、七层、十一层等瓦楞纸板(如图一、图二、图三)。
单面瓦楞纸板一般用作商品包装的贴衬保护层或制作轻便的卡格、垫板以保护商品在贮存的运输过程中的震动或冲撞,三层和五层瓦楞纸板在制作瓦楞纸箱中是党用的。
许多商品的包装通过三层或五层瓦楞纸板进行恰恰相反当而精美的包装,在瓦楞纸箱或瓦楞纸盒的表面印制靓丽多彩的图形和画面,不但保护了内在的商品,而且宣传和美化了内在的商品。
目前,许多三层或五层瓦楞纸板制作的瓦楞纸箱或瓦楞纸盒已堂而皇之的直接上了销售柜台,成了销售包装。
七层或十一层瓦楞纸板主要为机电、烤烟、家俱、摩托车、大型家电等制作包装箱。
在特定的商品中,可以用这种瓦楞纸板组合制成内、外套箱,便于制作,便于商品的盛装、仓储和运输。
近年来,根据环保的需要和国家相关政策的要求,这类瓦楞纸板制作的商品包装,有逐渐取代木箱包装的趋势。
瓦楞纸板的楞形和波形型状一、瓦楞纸板的楞形不同波纹形状的瓦楞,粘结成的瓦楞纸板的功能也有所不同。
即使使用同样质量的面纸和里纸,由于楞形的差异,构成的瓦楞纸板的性能也有一定区别。
目前国际上通用的瓦楞楞形分为四种,它们分别是A型楞、C型楞、B型楞和E型楞。
它们的技术指标和要求见表一。
A型楞制成的瓦楞纸板具有较好的缓冲性,富有一定的弹性,C型楞较A型楞次之。
但挺度和抗冲击性优于A型楞;B型楞排列密度大,制成的瓦楞纸板表面平整,承压力高,适于印刷;E型楞由于薄而密,更呈现了它的刚强度。
瓦楞纸箱生产工艺及流程知识概述1. 原材料准备:瓦楞纸箱的原材料通常包括瓦楞纸板、面纸、胶水等。
瓦楞纸板是由多层纸张经过加工而成,具有一定的强度和韧性。
面纸通常是彩色的,用于覆盖在纸箱外表面,美观和保护作用。
胶水用于粘合纸板和面纸。
2. 制浆工序:原材料进入制浆机进行处理,将纸浆制成特定的规格和厚度。
3. 瓦楞纸板生产:经过制浆后的纸浆通过成型机进行成型,形成瓦楞纸板的纹理。
4. 印刷与覆膜:对面纸进行印刷和覆膜处理,增加纸箱的外观效果和防水性能。
5. 切割与压制:将印刷好的面纸和瓦楞纸板进行切割、压制,成型成瓦楞纸箱的各个部件。
6. 胶合:通过胶水将瓦楞纸板和面纸粘合在一起,形成成品的瓦楞纸箱。
7. 包装与成品:最后将成品的瓦楞纸箱进行包装,做好商品标识和打包出厂。
总的来说,瓦楞纸箱的生产工艺包括原材料准备、制浆工序、瓦楞纸板生产、印刷与覆膜、切割与压制、胶合,最终形成成品。
这些工艺是相互配合的,每一道工序都决定着瓦楞纸箱的最终质量和外观效果。
有了这些工艺知识,我们可以更好地理解瓦楞纸箱的生产过程,也能更好地选择和使用瓦楞纸箱。
瓦楞纸箱生产工艺及流程知识概述8. 质检:在瓦楞纸箱生产过程中,质检是非常重要的环节。
通过质检,可以确保生产出来的瓦楞纸箱符合质量标准,具有足够的强度和耐用性。
质检的内容通常包括外观检查、尺寸测量、抗压强度测试等。
符合要求的瓦楞纸箱才能进入下一道工序或者出厂。
9. 包装与储存:经过质检合格的瓦楞纸箱,可以进行包装并储存。
包装时需要注意保护纸箱不受损坏,避免挤压或者受潮等情况。
在储存的过程中,也需要注意避免阳光下直射以及潮湿的环境,以免影响纸箱的质量。
瓦楞纸箱的生产工艺流程从原材料准备到成品包装艺精细繁琐,每个环节都需要经验丰富的工人和先进的设备进行配合。
以下是一个简要的流程总结:1. 原材料采购:瓦楞纸箱的生产过程首先是对原材料的采购,这包括瓦楞纸板,在生产之前需要对原材料进行检验,并确保原料质量符合要求。
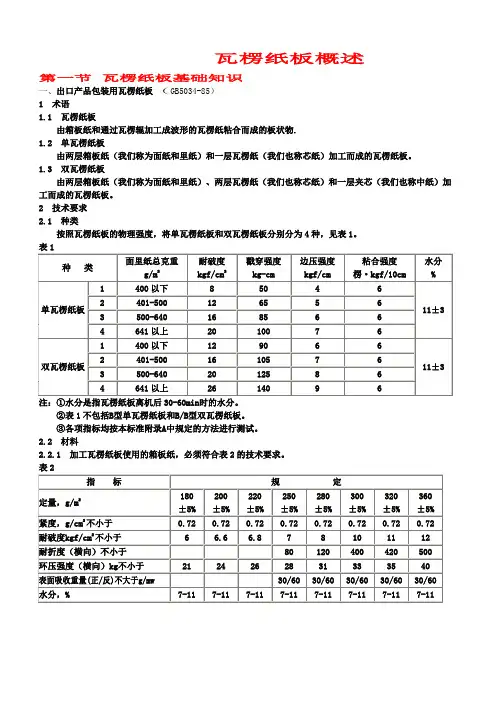
瓦楞纸板概述第一节瓦楞纸板基础知识一、出口产品包装用瓦楞纸板(GB5034-85)1 术语1.1 瓦楞纸板由箱板纸和通过瓦楞辊加工成波形的瓦楞纸粘合而成的板状物.1.2 单瓦楞纸板由两层箱板纸(我们称为面纸和里纸)和一层瓦楞纸(我们也称芯纸)加工而成的瓦楞纸板。
1.3 双瓦楞纸板由两层箱板纸(我们称为面纸和里纸)、两层瓦楞纸(我们也称芯纸)和一层夹芯(我们也称中纸)加工而成的瓦楞纸板。
2 技术要求2.1 种类按照瓦楞纸板的物理强度,将单瓦楞纸板和双瓦楞纸板分别分为4种,见表1。
表1注:①水分是指瓦楞纸板离机后30-60min时的水分。
②表1不包括B型单瓦楞纸板和B/B型双瓦楞纸板。
③各项指标均按本标准附录A中规定的方法进行测试。
2.2 材料2.2.1 加工瓦楞纸板使用的箱板纸,必须符合表2的技术要求。
表22.2.2 加工瓦楞板使用的瓦楞原纸,必须符合表3的技术要求。
表3备注:实际测量纸张的实际厚度(挂面纸):235g/m2 T=0.2925mm 231g/m2 T=0.3010mm 233g/m2 T=0.17mm2.2.3 加工瓦楞纸板使用淀粉粘合剂或使用具有同等粘合效果的其他粘合剂,不得使用硅酸钠。
2.3 楞型瓦楞楞型采用表4所列的3种。
表42.4.1 瓦楞纸板粘合牢固,瓦楞规整,无脏污、裂纹、折痕等有碍使用的缺点。
物理强度和水分含量必须符合表1的规定。
2.4.2 在每1m的单张瓦楞纸板上,不得有大于20mm的曲翘。
2.4.3 单瓦楞纸板的厚度,不能低于表4规定的相应瓦楞高度的上限数值,双瓦楞纸板的厚度,不能低于相应两种瓦楞高度的上限数值之和。
2.4.4 瓦楞纸板的规格尺寸要符合订货合同的规定。
纸板两端不粘合部分及不整齐部分不大于8mm。
3 验收规则3.1 瓦楞纸板应成批交货。
生产厂保证出厂的瓦楞纸板符合本标准的规定,并出具合格证。
3.2 需方按本标准进行验收。
当发现某项指标不符合本标准要求时,可对不合格的指标进行复验。
瓦楞纸板、瓦楞纸箱的基本知识解读为了避免被卖家忽悠,纸箱需求企业在采购纸箱产品和纸箱材料前,也有必要了解下相关知识,才能在采购过程中避免吃亏上当。
坑型所谓“坑型”就是瓦楞的形状,一组瓦楞由两个圆弧及其相连接的切线所组成。
坑型可分为V形、U形和UV形三种。
其中UV形为现在绝大多数瓦楞纸板的楞形,最为常用,兼有缓冲和粘接牢固性的特点。
楞型所谓“楞型”就是瓦楞的型号,目前主要有A、B、C、E、F等型号。
以下是各种楞型的特点:A楞:单位长度内的瓦楞数量少而瓦楞高度大,A楞纸纸箱适用于包装较轻的物品,有较大的缓冲能力。
B楞:与A楞相反,单位长度内的瓦楞数量多而瓦楞高度小,所以B楞纸箱适合包装较重和较硬的物品。
C楞:C楞单位长度内的瓦楞数及楞高,介于A和B之间,性能则接近于A楞。
E楞:在单位长度内的瓦楞数目更多,瓦楞高度小,具有厚度更小更坚硬的特点。
用它制造的瓦楞折叠纸盒比普通纸板缓冲性能好,而且开槽切口美观,表面光滑,可进行复杂的印刷。
特别适合需要精美印刷装潢的小型家电或其他重量较轻但又强调促销功能的产品的外包装。
F楞:在单位长度内的瓦楞数目最多,瓦楞高度最小。
性能与用途E楞基本相同,但从表观上与E楞相比更象普通的厚纸板,印刷效果更好。
各种楞型的楞高和楞数要求瓦楞纸板的分类瓦楞纸板根据结构的不同可大致分为四种:单面瓦楞纸板:仅在瓦楞芯纸的一侧贴有面纸的纸板。
它是从单面机上生产下来的,可以说是半成品,一般不用于制作瓦楞纸箱,而是作为缓冲材料和固定材料。
单瓦楞纸板(三层瓦楞纸板)即由两层纸或纸板和一层瓦楞纸粘合而成的瓦楞纸板。
双瓦楞纸板(五层瓦楞纸板)由三层纸或纸板和两层瓦楞纸粘合而成的瓦楞纸板。
在结构上,可以采用各种楞型的组合形式,如AB、AC、BC、AA结构。
组合形式不同,其性能也各不相同,比如AB楞,由于A楞具有相对较好的缓冲性能,而B楞的纸板强度较高,抗戳穿能力强,一般将A楞置于箱体内侧而8楞在外,以达到保护内装物,提高纸箱强度的目的。
瓦楞纸板经过模切、压痕、钉箱或粘箱制成瓦楞纸箱。
瓦楞纸箱是一种应用最广的包装制品,用量一直是各种包装制品之首。
包括钙塑瓦楞纸箱。
随着工业的进步传统的裱胶.去边.压痕机器逐步被大线及单面机所取代,这也大大加快了加工效率,提高了行业的竞争力,推动了整体的市场经济加速发展。
一、概述1、印刷包装行业的印刷方式主要有:平版胶印(油墨彩色印刷)、凸版印刷(纸箱水墨印刷)。
其中,纸箱水性印刷相比彩色印刷具有强度高、成本低、生产效率高(交期快),整体印刷效果接近彩印,广泛适用于产品的运输包装。
2、瓦楞纸箱主要生产工序瓦楞纸板自动生产线、印刷工序、后加工及成型工序;目前印刷工作已基本实现印刷、开槽、模切、粘箱、包装一次成型自动化作业。
二、水性印刷原理1、水性印刷属于加色法印刷。
彩色原稿经过电子分色制版成反面图象,然后通过印刷机进行印刷,将水墨从印刷机网纹辊上转移到印刷版上,再将水墨从印刷版上转移到瓦楞纸板上。
通过套色、叠色得到正面的图象,实现原稿样箱的复制,再现原稿的质量。
2、四原色原理:红、黄、兰、黑(严格来说是三原色:红、黄、兰)间色:两种原色相加:红+黄=橙色(橙红、橙黄);红+兰=紫色(樱红、茄紫);兰+黄=绿色(深绿、嫩绿)。
三、印前技术(传统制版)1、彩色原稿经过电子分色处理成单色然后出菲林片(阴图软片);2、背曝光:用紫外线对版材的背面进行曝光,形成印版底基;3、主曝光:揭去版材正面的保护膜,放上阴图片、覆盖真空膜,真空抽好后,用紫外线进行主曝光,将阴图片的内容转移到印版上;4、洗版:在洗版机中用药水进行洗版,洗掉印版上未曝光的树脂,形成凹凸的印刷版。
5、烘干:6、去粘:紫外线光源照射;7、后曝光:硬度调整。
四、印刷材料----原纸1、原纸分类1.1:瓦楞原纸(corrugating medium)国家标准分为A级、B级、C级、D级四种。
D级瓦楞纸基本被市场淘汰,很少厂家购买使用。
1.2:箱板纸(linerboard)1.2.1:牛皮卡纸(美卡、俄卡)。
瓦通纸箱类产品基本知识培训资料1.概述瓦楞纸箱是一种比较理想的包装容器。
他具有轻便、牢固、减振及适合机械化生产的特点。
多年来一直使用于运输包装和销售包装。
瓦楞纸箱以其精美的外观和内在优良质量赢得了市场。
它除了保护商品、便于仓储、运输这外,还起到美化商品,宣传商品的作用。
尤其当今世界各个国家都非常重视环境保护的情况下,瓦楞纸箱具有回收再利用的优点,它利于环保,利于装卸运输,利于节约木材等。
2.材料⑴瓦楞原纸和箱板纸: 制作瓦楞纸板所用原纸有面纸和芯纸两种: ①制作瓦楞纸板中波纹的纸称作“芯纸”;②用于两面时的纸称作“面纸”或“里纸”。
在生产瓦楞纸箱时一般采用低克重的纸做芯纸,高克重的纸做面纸或里纸⑵瓦楞的形状:通常使用的瓦楞有U型和V型两种。
U型瓦-------楞顶是圆的,它的结构富有弹性,压时手感柔软,在弹性变形范围内具有很强的弹性恢复力。
U型瓦楞的使用寿命比V型楞长,U型楞有利于提高机械粘合速度,粘合后瓦楞纸变化小,缺点是粘合剂用量大。
V 型瓦楞一整个楞由直线组合而成。
所生产的瓦楞纸板坚硬,其平面压力强度比U型瓦楞纸板高,粘合剂用量较U型楞少;缺点是生产的瓦楞纸板一旦受力超过弹性极限就完全丧失恢复力,瓦楞辊制造工艺复杂,经常发生楞顶断裂,瓦楞辊磨损较U型楞快根据U、V型瓦楞的优点,一种介于他们之间的“UV”型瓦楞应运而生,这种形状的瓦楞弥补了U型楞和V型楞的缺点。
一. 机器(本公司的机器认识)二.纸类(纸的认识)K: 指基重为200-250gsm牛咭(gsm为g/m2的缩写)A: 指基重为140-199gsm牛咭;B: 指基重为105-139gsm牛咭;C: 指基重为110-180gsm的挂面;W:指白牛咭或普通白咭;白牛咭基重为135-185gsm;普通白咭基重为150-180gsm,3或9:指芯纸基重为85g-180g(加强芯,普通芯,特别芯)。
加强正牛:习称美牛,到少含有70﹪之木浆加工而成之原纸;正牛:其机械强度僅次於美牛的牛咭原纸:使用木,草,废纸,或其它可加工成纸张的物品,原纸主要用於加工瓦楞纸板,瓦楞纸箱,内卡纸等.加强芯纸:习称加强芯,至少含有70﹪之木浆加工而成之原纸;原纸定级:主要是根据耐破度,环压强度对原纸进行分级而订.环保纸:使用100﹪的回收物品加工而成的原纸.三.坑型的认识A坑 : 每30公分长之瓦楞糟数为36±3.这用作褥垫及体积易碎及幼细之物品.能提供出色的挺度及抗碎力.单位长度内瓦楞数量最少,瓦楞最高,用于轻质产品包装时缓冲力得大, 所以应用最普遍.B坑: 每30公分长之瓦楞糟数为51±3,由於芯纸与裱面纸有较多接触点及支持点,表面较挺硕和扁平,这用於高质素之印及轧纸.单位长度内瓦楞数量最多,瓦楞最低,其性能同A型楞相反,用B型楞纸板制作的瓦楞纸箱能承受较大平面压力,适合作罐头和瓶类的包装。
瓦楞纸箱及制造工艺1. 瓦楞纸箱的定义和用途瓦楞纸箱是一种由瓦楞纸板制成的包装容器。
它通常用于包装和运输物品,以保护货物免受损坏或变形。
瓦楞纸箱可承受一定的压力,具有轻便、坚固耐用的特点,因此被广泛应用于各行各业。
2. 瓦楞纸箱的结构和特点2.1 结构瓦楞纸箱由面纸、瓦楞纸和底纸组成。
瓦楞纸是由一层或多层的波状卷筒纸制成,外层通常覆盖面纸。
底纸则位于瓦楞纸的底部,用于增强箱体的稳定性和承重能力。
2.2 特点瓦楞纸箱具有以下特点:•轻便:相比其他包装材料如木箱和塑料箱,瓦楞纸箱重量轻,便于搬运和运输。
•坚固耐用:瓦楞纸箱采用瓦楞纸制造,具有较高的强度和刚性,能够承受一定的压力。
•良好的缓冲性能:瓦楞纸中的空气垫可以起到很好的缓冲作用,保护货物不受外界冲击。
•占用空间小:瓦楞纸箱的折叠和叠放都非常方便,不占用太多的仓储空间。
3. 瓦楞纸箱的制造工艺瓦楞纸箱的制造工艺包括以下几个步骤:3.1 选材瓦楞纸箱生产前,需要准备所需的材料,主要包括面纸、瓦楞纸和底纸。
这些材料的选择需要根据不同的包装要求和货物特性来确定。
3.2 糊合糊合是瓦楞纸箱制造的核心工艺。
首先,将选好的瓦楞纸根据需要进行切割,然后将面纸和底纸通过糊盒机糊合在一起。
糊合时需要注意纸张的张力和糊剂的均匀涂布,以确保制成的纸箱质量良好。
3.3 切割和压纹糊合完成后,需要根据设计要求和纸箱尺寸进行切割。
切割是通过切纸机实现的,需要准确控制切割尺寸和纸张的位置,避免浪费和误差。
同时,切割过程还可以通过压纹,为瓦楞纸箱增加美观度和刚性。
3.4 折叠和打包切割完成后,瓦楞纸板将被折叠成纸箱的形状。
折叠需要按照设计图纸和折叠方式进行,确保箱体的连接牢固。
最后,将制成的纸箱进行打包,以便后续运输和使用。
4. 瓦楞纸箱的应用领域瓦楞纸箱由于其轻便、坚固和经济实用的特点,被广泛应用于各个领域。
以下是一些常见的应用领域:•快递和物流:瓦楞纸箱是快递和物流行业中常用的包装容器,能够保护货物在运输过程中不受损坏。
瓦楞纸箱质量控制一、引言瓦楞纸箱作为包装行业中常用的一种材料,广泛应用于物流、运输和储存等领域。
为了确保瓦楞纸箱的质量,提高产品的可靠性和安全性,需要进行严格的质量控制。
本文将介绍瓦楞纸箱质量控制的相关标准和要求。
二、瓦楞纸箱质量控制标准1. 尺寸标准:瓦楞纸箱的尺寸应符合设计要求,包括长度、宽度、高度等参数。
尺寸偏差应控制在合理范围内,以确保瓦楞纸箱的稳定性和堆码效果。
2. 材料标准:瓦楞纸箱的材料应选用符合国家标准的瓦楞纸板。
瓦楞纸板应具有一定的厚度和强度,以满足瓦楞纸箱在运输和堆码过程中的载荷要求。
3. 瓦楞纸板的瓦楞形状:瓦楞纸板的瓦楞形状应符合设计要求,包括瓦楞高度、瓦楞间距等参数。
瓦楞形状的不合理会影响瓦楞纸箱的承载能力和抗压性能。
4. 瓦楞纸板的胶粘剂:瓦楞纸板的胶粘剂应符合国家标准,并且应均匀涂布在瓦楞纸板上,以确保瓦楞纸箱的粘合强度和稳定性。
5. 瓦楞纸箱的抗压试验:瓦楞纸箱应进行抗压试验,以评估其抗压性能。
测试方法可以采用国家标准或者行业标准,测试结果应符合设计要求。
6. 瓦楞纸箱的堆码试验:瓦楞纸箱应进行堆码试验,以评估其堆码能力。
堆码试验应按照设计要求进行,测试结果应符合设计要求。
7. 瓦楞纸箱的湿度试验:瓦楞纸箱应进行湿度试验,以评估其在潮湿环境下的性能。
湿度试验应按照设计要求进行,测试结果应符合设计要求。
8. 瓦楞纸箱的耐震试验:瓦楞纸箱应进行耐震试验,以评估其在运输过程中的抗震性能。
耐震试验应按照设计要求进行,测试结果应符合设计要求。
三、瓦楞纸箱质量控制流程1. 原材料检验:对瓦楞纸板和胶粘剂等原材料进行检验,确保其符合相关标准要求。
2. 创造过程控制:在瓦楞纸箱的创造过程中,应进行严格的质量控制,包括尺寸控制、胶粘剂涂布控制、瓦楞形状控制等。
3. 抗压试验:对生产出的瓦楞纸箱进行抗压试验,评估其抗压性能是否符合设计要求。
4. 堆码试验:对生产出的瓦楞纸箱进行堆码试验,评估其堆码能力是否符合设计要求。