锻件毛坯重量计算方法
- 格式:docx
- 大小:15.03 KB
- 文档页数:3
锻件余量设计和材料消耗计算基本原则锻件余量设计和材料消耗计算基本原则1 范围本标准规定了滚动轴承(包括轮毂单元、凸缘等)套圈所有热锻锻件的设计基本方法,锻件重量、飞边重量、料芯重量、火耗重量、下料重量、材料消耗重量的基本计算方法。
本标准适用于滚动轴承(包括轮毂单元、凸缘等)套圈所有热锻锻件。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 12361 钢质模锻件通用技术条件GB/T 12362 钢质模锻件公差及机械加工余量CSBTS TC98.25 滚动轴承套圈锻件技术条件3 术语和定义锻件重量:锻件毛坯的实际重量飞边重量:锻造过程中外轮廓分模面处多余的材料料芯重量:锻造过程中内孔多余的材料火耗重量:锻件在锻打过程中的热损耗下料重量(切料重量):锻打一件锻件所需要的钢坯重量材料消耗定额:锻打一件锻件所需要的钢材消耗总重量4 锻件设计基本原则4.1 锻件余量设计基本原则4.1.1 法兰盘/单元外圈/轴承座/凸缘等锻件余量设计基本原则径向余量2.2mm,外径公差+1.0mm,内径公差-1.0mm;当直径超过φ100mm时,径向余量2.5 mm,外径公差+1.2mm,内径公差-1.2mm。
(注:在保证法兰盘两端厚度C1、C2最小壁厚不小于5mm的前提下)法兰大外径D径向余量2.5mm,外径公差+1.2mm。
轴向余量2.5mm, 两端轴向余量每端各2mm,一般外轮廓公差+1.0mm,内轮廓公差-1.0mm。
法兰内孔深度一般为h1小于等于10mm,h2小于等于18mm,具体可视产品情况而定。
料芯厚度:单元外圈料芯厚度一般按8mm设计。
图一4.1.2 挡环余量设计基本原则径向余量2.5mm。
确定毛胚类型及制造方法毛胚的种类和制造方法常用的毛胚种类:铸件和锻件。
铸件毛胚,在成批生产条件下,采用砂型铸造,机器造型。
金属模造型。
锻件,可承受冲击载荷、交变载荷,在成批生产条件下,采用锻模。
加工余量的分类1、总余量和工序余量总余量是指某一表面毛胚尺寸与零件设计尺寸之差。
工序余量是指每道工序切除的金属层厚度,即相邻两道工序尺寸之差。
2、单边余量和双边余量工序余量有单边余量和双边余量之分。
对于非对称表面,工序余量是单边的,称单边余量。
对于外圆和内圆这样具有对称结构的对称表面,工序余量是双边的,称双边余量,即指相邻两工序的直径尺寸之差。
3、最大余量和最小余量由于各工序尺寸都有公差,所以各工序实际切除的余量值是变化的,因此工序余量有公称余量、最大余量、最小余量之分。
相邻两工序的基本尺寸之差即是公称余量。
公称余量的变化范围称为余量公差。
工序尺寸公差一般按“入体原则”标注。
即对被包容尺寸(轴径),上偏差为0,其最大尺寸就是基本尺寸;对包容尺寸(孔径、槽宽),下偏差为0,其最小尺寸就是基本尺寸。
一、铸件毛胚的余量铸件的尺寸公差与机械加工余量加工余量RMA:A、B、C、D、E、F、G、H、J、K共十级,其中常用的为C-K。
公差等级:CT1-CT16,常用的为CT4-CT13。
成批生产铸件机械加工余量等级注:第一行为单边余量,第二行为双边余量。
铸件公差及公差带公差带位置:对称标注最小圆角半径(mm)(1)铸件壁部连接处的内转角应有铸造圆角。
计算时热裂性较大的合金取较大值。
(2)算出数值后,应选取与其接近的机械制造业常用的标准尺寸(详见GB2822-81)。
为便于制造,半径应尽可能统一。
例如,对于砂型及金属型铸件,一般统一用R3或R5,对压铸件用R1或R2。
铸造最小孔径表3-19 起模斜度(根据JB/T 5105-91)用二、锻件毛胚的余量选择毛胚该零件材料为45钢。
由于该拨叉在工作过程中要承受冲击载荷,为增强拨叉的强度和冲击韧性,获得纤维组织,以使金属纤维尽量不被切断,毛胚选用锻件。
锻造模具设计说明书班级:学号:姓名:指导老师:目录1、绘制冷锻件图 (2)2、计算锻件主要参数 (3)3、确定锻锤吨位 (3)4、确定毛边槽形状和尺寸 (4)5、确定终锻型槽 (4)6、设计预锻型槽 (4)7、绘制计算毛坯图 (6)8、制坯工步选择 (8)9、确定下料尺寸 (8)9.1 坯料截面积 (8)9.2 坯料直径 (8)9.3 坯料体积 (9)9.4 坯料长度: (9)10、制坯型槽设计 (9)⑴滚挤型槽设计 (9)⑵拔长型槽设计 (10)11、锻模结构设计 (12)12、拔叉件模锻工艺流程 (12)13、附录 (13)参考文献 (14)1、绘制冷锻件图零件为接线盘拨叉,是汽车的主要零件之一,工作时在高速下运转,工作条件比较繁重,绘制锻件图过程如下:(1)确定分模位置根据零件形状,采用上下对称的直线分模。
(2)确定公差和加工余量估算锻件质量约为0.4kg,材料为45钢,密度7.85g/cm3,材质系数为M1 。
锻件的形状复杂系数:SW锻=630,为 4 级复杂系数S4。
W外廓包容=0.1518.3 3.4 8.4 7.85拔叉冷锻件图由有关手册查得:高度公差为0.6mm ;长度公差为0.9 mm;宽度公1.4 mm 1.9 mm差为 1.0.57mm mm。
(3)模锻斜度零件图上的技术条件已注明模锻斜度为7 。
(4)圆角半径锻件高度余量为 0.75+0.4=1.15mm;则需倒角的叉内圆角半径为 1.15+2=3.15mm;取 3mm,其余部位的圆角半径取1.5mm。
(5)技术条件:2、计算锻件的主要参数(1)锻件在平面上的投影面积 8000mm2 ;(2)锻件周边长度为 576mm;(3)锻件体积为 80255mm3 ;(4)锻件质量为 0.63Kg 。
3、确定锻锤吨位总变形面积为锻件在平面上的投影面积与毛边面积之和,参考表 4-14 按 1t 模锻锤毛边槽考虑,假定毛边桥部宽度为23mm,总面积 F=8000+576*23=21248mm 2,按双作用模锻锤吨位确定的经验公式 G=(3.5~6.3)kF 确定锻锤吨位,取较大的系数 6.3,取k=1.0,于是G=6.3* 1.0* 212.48=1338Kg选用 1.5t 锤。
锻件成本的构成及其计算一、锻件成本的构成锻件成本的构成可按生产费用的经济用途来划分,按经济用途划分的费用项目称为成本项目。
根据企业部门的规定,一般分为原材料、燃料和动力、工资及附加费、废品损失、车间经费和企业管理费等六项。
对于锻造生产,成本项目的划分和内容大致如下。
(1)原材料指构成锻件实体而消耗的钢材(扣除可回收的废料,如毛边、连皮、料头等的价值)。
(2)燃料和动力指直接用于生产锻件的外购自制的燃料和动力(电力、燃气、润滑油、氧气等)。
(3)模具指直接用于生产锻件的各种模具。
(4)生产工人的工资及附加费指直接参加锻件生产的工人工资及按规定比例提取的工资附加费。
(5)废品损失指生产过程中因废品所发生的损失。
(6)车间经费指为管理和组织车间生产所发生的费用。
车间经费包括生产工人以外人员的工资及工资附加费、办公费、生活用水电费、辅助材料费、固定资产(设备和厂房)折旧费、修理费、低值易耗品的摊销、劳动保护费、运输费、外部加工费、在制品的盈亏和毁损及其他费用。
(7)企业管理费指为管理和组织全厂生产所发生的费用。
对于综合厂的锻造车间则按比例分摊该项费用。
企业管理费包括:企业管理部门的工资及工资附加费,办公费、水电费、加班费、折旧费、修理费、低值易耗品摊销、劳动保护费、设计研究试验及检验费、仓库经费、警卫及消防器材费、职工教育及培训经费、利息支出、工会经费、奖励支出、材料和半成品及成品的盈亏和毁损、销售费和其他。
按费用的经费用途(即按成本项目)分组,可以清楚地反映产品成本的构成,观察不同经济用途的费用在成本中所占比例,分析造成成本升降的具体原因。
因此,在企业成本管理工作中,主要采用这种分类方法。
二、单件成本按照锻件种类汇集生产费用,计算单个锻件成本的方法叫做单件成本法。
为了衡量全厂或全车间的成本水平,可以把当期生产的全部锻件的单件成本加总,再除以当期生产锻件的总质量,即得到锻件吨成本。
单件成本法的特点是成本计算对象为每种锻件,因此便于计算每种锻件的价格。

自由锻造工艺规程本章将要紧介绍自由锻造工艺规程编制过程并举例进行说明。
自由锻造工艺规程要紧由锻件图的设计,计算锻件重量,确定坯料规格或者钢锭规格;设计锻造工步,计算变形程度;确定锻造温度与加热火次、确定锻件复杂程度;确定锻造设备、工装及工具;确定坯料加热规范、锻件冷却及热处理规范、锻件表面清理规范;确定锻件理化检验规范等等。
编制工艺过程时应注意下述两个原则1)根据车间现有的条件,所编制的工艺技术先进,能满足产品的全部技术要求。
2)在保证优质的基础上,提高生产率,节约金属材料消耗,经济合理。
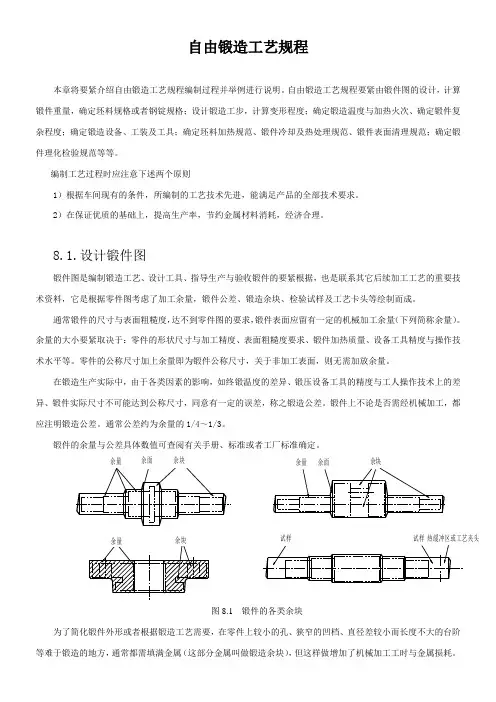
8.1.设计锻件图锻件图是编制锻造工艺、设计工具、指导生产与验收锻件的要紧根据,也是联系其它后续加工工艺的重要技术资料,它是根据零件图考虑了加工余量,锻件公差、锻造余块、检验试样及工艺卡头等绘制而成。
通常锻件的尺寸与表面粗糙度,达不到零件图的要求,锻件表面应留有一定的机械加工余量(下列简称余量)。
余量的大小要紧取决于:零件的形状尺寸与加工精度、表面粗糙度要求、锻件加热质量、设备工具精度与操作技术水平等。
零件的公称尺寸加上余量即为锻件公称尺寸,关于非加工表面,则无需加放余量。
在锻造生产实际中,由于各类因素的影响,如终锻温度的差异、锻压设备工具的精度与工人操作技术上的差异、锻件实际尺寸不可能达到公称尺寸,同意有一定的误差,称之锻造公差。
锻件上不论是否需经机械加工,都应注明锻造公差。
通常公差约为余量的1/4~1/3。
锻件的余量与公差具体数值可查阅有关手册、标准或者工厂标准确定。
图8.1 锻件的各类余块为了简化锻件外形或者根据锻造工艺需要,在零件上较小的孔、狭窄的凹档、直径差较小而长度不大的台阶等难于锻造的地方,通常都需填满金属(这部分金属叫做锻造余块),但这样做增加了机械加工工时与金属损耗。
因此,是否加放余块,应根据零件形状、锻造技术水平、加工成本等综合考虑确定。
除了锻造工艺要求加放余块之外,关于有特殊要求的锻件,尚需在锻件的适当位置添加试样余块(供检验锻件内部组织与力学性能试验用等)、热处理或者机械加工用夹头等。
1、锻件毛坯重量为:G毛坯= G锻件+ G烧损2、G锻件计算方法为:(1):对于矩形锻件:G锻件= 7.85×A×B×C(碳钢和低合金钢)G锻件= 7.93×A×B×C(不锈钢)A、B、C为矩形锻件毛坯外形尺寸(长、宽、高)。
(2):对于圆饼形锻件:G锻件= 6.17×D2×H(碳钢和低合金钢)G锻件= 6.23×D2×H(不锈钢)D为圆饼形锻件毛坯外径;H为圆饼形锻件毛坯高度。
(3):对于圆环形锻件:G锻件= 6.17×D2×H-6.17×d2×H +1.6φ2 H (碳钢和低合金钢)G锻件= 6.23×D2×H-6.23×d2×H +1.6φ2 H (不锈钢)D为圆环形锻件毛坯外径;d为圆环形锻件毛坯内径;H为圆环形锻件毛坯高度;φ为冲孔用冲头外径;1.6φ2 H为芯料重量。
(4):对于不冲孔法兰形锻件:G锻件= 6.17×D2×C + 6.17×(N/2+A/2)2×(H-C) (碳钢和低合金钢)G锻件=6.23×D2×C + 6.23×(N/2+A/2)2×(H-C) (不锈钢)D为法兰锻件毛坯外径;C为法兰锻件毛坯厚度;H为法兰锻件毛坯总高度;A 为法兰锻件毛坯焊端外径;N为法兰锻件毛坯颈部外径。
(5):对于冲孔法兰形锻件:G锻件= 6.17×D2×C + 6.17×(N/2+A/2)2×(H-C) -6.17×d2×H +1.6φ2 H (碳钢和低合金钢)G锻件= 6.23×D2×C + 6.23×(N/2+A/2)2×(H-C) -6.23×d2×H +1.6φ2 H (不锈钢)D为法兰锻件毛坯外径;d为法兰锻件毛坯内径; C为法兰锻件毛坯厚度;H为法兰锻件毛坯总高度;A为法兰锻件毛坯焊端外径;N为法兰锻件毛坯颈部外径。

铸锻件⽑坯的分类选择分析铸锻件⽑坯的分类选择分析产品从原材料加⼯到成品⼀般要经过多道⼯序才能完成,对于⾦属制品,虽然可以应⽤少⽆切削加⼯新⼯艺直接从原材料制成成品。
但⽬前⼤多数是通过铸造、锻造、冲压或焊接等加⼯⽅法制成⽑坯,在经过切削加⼯制成。
⽑坯的质量之机影响成品的质量。
⽑坯的选择是否合适,影响到成品的制造周期、成本、性能、以及使⽤寿命。
因此正确的选择⽑坯是机械设计与制造当中的⾸要问题。
⽑坯种类的选择不仅影响⽑坯的制造⼯艺及费⽤,⽽且也与零件的机械加⼯⼯艺和加⼯质量密切相关。
为此需要⽑坯制造和机械加⼯两⽅⾯的⼯艺⼈员密切配合,合理地确定⽑坯的种类、结构形状,并绘出⽑坯图。
⼀、常见的⽑坯种类常见的⽑坯种类有以下⼏种:(⼀)铸件对形状较复杂的⽑坯,⼀般可⽤铸造⽅法制造。
⽬前⼤多数铸件采⽤砂型铸造,对尺⼨精度要求较⾼的⼩型铸件,可采⽤特种铸造,如永久型铸造、精密铸造、压⼒铸造、熔模铸造成和离⼼铸造等。
各种铸造⽅法及⼯艺特点见表 3-9 。
锻件⽑坯由于经锻造后可得到连续和均匀的⾦属纤维组织。
因此锻件的⼒学性能较好,常⽤于受⼒复杂的重要钢质零件。
其中⾃由锻件的精度和⽣产率较低,主要⽤于⼩批⽣产和⼤型锻件的制造。
模型锻造件的尺⼨精度和⽣产率较⾼,主要⽤于产量较⼤的中⼩型锻件。
其锻造⽅法及⼯艺特点见表 3-9 。
(三)型材型材主要有板材、棒材、线材等。
常⽤截⾯形状有圆形、⽅形、六⾓形和特殊截⾯形状。
就其制造⽅法,⼜可分为热轧和冷拉两⼤类。
热轧型材尺⼨较⼤,精度较低,⽤于⼀般的机械零件。
冷拉型材尺⼨较⼩,精度较⾼,主要⽤于⽑坯精度要求较⾼的中⼩型零件。
(四)焊接件焊接件主要⽤于单件⼩批⽣产和⼤型零件及样机试制。
其优点是制造简单、⽣产周期短、节省材料、减轻重量。
但其抗振性较差,变形⼤,需经时效处理后才能进⾏机械加⼯。
(五)其它⽑坯其它⽑坯包括冲压件,粉末冶⾦件,冷挤件,塑料压制件等。
⼆、⽑坯的选择原则选择⽑坯时应该考虑如下⼏个⽅⾯的因素:(⼀)零件的⽣产纲领⼤量⽣产的零件应选择精度和⽣产率⾼的⽑坯制造⽅法,⽤于⽑坯制造的昂贵费⽤可由材料消耗的减少和机械加⼯费⽤的降低来补偿。
锻件毛坯计算如图,根据零件图绘制锻件图。
在1吨模锻锤上模锻,生产批量为成批生产,材料45钢。
解:计算过程如下 1、确定机械加工余量和公差(1)计算锻件质量m()2223313290463610036100107.8510222m kg πππ--⎡⎤⎛⎫⎛⎫⎛⎫=⨯⨯+⨯⨯--⨯⨯⨯⨯⨯⎢⎥ ⎪ ⎪ ⎪⎝⎭⎝⎭⎝⎭⎢⎥⎣⎦5.76kg = (2)计算锻件复杂系数S()2222132904636100361002220.5361321002S ππππ⎡⎤⎛⎫⎛⎫⎛⎫⨯⨯+⨯⨯--⨯⨯⎢⎥ ⎪ ⎪ ⎪⎝⎭⎝⎭⎝⎭⎢⎥⎣⎦==⎛⎫⨯⨯⎪⎝⎭S 在0.32~0.63G C =范围内,所以复杂系数为2S 级。
(3)材质系数M45钢含碳量c%=0.42~0.50%<0.65%所以材质系数为1M 级。
(4)由表2-2、表2-3查得零件加工余量锻件厚度尺寸100mm ,余量2.0~2.5mm ,取2.5mm 。
锻件长度尺寸132mm ,余量2.0~2.5mm ,取2.5mm 。
内孔直径尺寸46mm ,余量2.6mm 。
(5)根据锻件质量m 、复杂系数S 、材质系数M ,由表2-4、2-6查公差锻件尺寸132mm ,公差 2.11.13.2mm +-;锻件尺寸90mm ,公差 1.90.92.8mm +-;厚度尺寸100mm ,公差 2.70.93.6mm +-;厚度尺寸36mm ,公差 1.90.62.5mm +-;内孔直径46mm ,公差0.81.72.5mm +-;错差1.2mm ;残留飞边公差1.2mm ;表面缺陷,不允许超过1.2mm 。
2、确定模锻斜度由零件尺寸,查得,内表面拔模斜度10,外表面拔模斜度7。
3、圆角半径外圆角半径r=余量+a=2.5+2=4.5mm ,取r=5mm 。
内圆角半径R=(2~3)r ,根据需要,取R=8mm 。
4、冲孔连皮(当孔径为25~80mm 时,冲孔连皮厚度取4~8mm)冲孔连皮:对于有内孔的模锻件,锤上模锻不能直接锻出通孔,必须在所锻成的盲孔内保留一层具有一定厚度的金属层。
1、锻件毛坯重量为:G毛坯=G锻件+G烧损
2、G锻件计算方法为:
(1):对于矩形锻件:G锻件= ×A×B×C(碳钢和低合金钢)
G锻件= ×A×B×C(不锈钢)
A、B、C为矩形锻件毛坯外形尺寸(长、宽、高)。
(2):对于圆饼形锻件:G锻件= ×D2×H(碳钢和低合金钢)
G锻件= ×D2×H(不锈钢)
D为圆饼形锻件毛坯外径;H为圆饼形锻件毛坯高度。
(3):对于圆环形锻件:G锻件= ×D2××d2×H +φ2 H (碳钢和低合金钢)
G锻件= ×D2××d2×H +φ2 H (不锈钢)
D为圆环形锻件毛坯外径;d为圆环形锻件毛坯内径;H为圆环形锻件毛坯高度;φ为冲孔用冲头外径;φ2 H为芯料重量。
(4):对于不冲孔法兰形锻件:G锻件= ×D2×C + ×(N/2+A/2)2×(H-C) (碳钢和低合金钢)
G锻件=×D2×C + ×(N/2+A/2)2×(H-C) (不锈钢)
D为法兰锻件毛坯外径;C为法兰锻件毛坯厚度;H为法兰锻件毛坯总高度;A为法兰锻件毛坯焊端外径;N为法兰锻件毛坯颈部外径。
(5):对于冲孔法兰形锻件:G锻件= ×D2×C + ×(N/2+A/2)2×(H-C) ×d2×H +φ2 H (碳钢和低合金钢)
G锻件= ×D2×C + ×(N/2+A/2)2×(H-C) ×d2×H +φ2 H
(不锈钢)
D为法兰锻件毛坯外径;d为法兰锻件毛坯内径; C为法兰锻件毛坯厚度;H为法兰锻件毛坯总高度;A为法兰锻件毛坯焊端外径;N
为法兰锻件毛坯颈部外径。
φ为冲孔用冲头外径;φ2 H为芯料重
量。
3 、G烧损计算方法为: G烧损=K G锻件
K为烧损系数,锻件锻一次完成K=; 锻件锻二次完成K=;锻件锻三次完成K=;锻件锻四次完成K=0.08. 一般地当重量≤30Kg的矩形锻件和圆饼形锻件K=;不冲孔的法兰锻件及重量≤100Kg的矩形锻件和圆饼形锻件
K=;重量≤100Kg环形锻件和重量≤100Kg冲孔的法兰锻件及重量≤500Kg 的矩形锻件和圆饼形≤锻件K=;重量>100Kg环形锻件和重量>100Kg冲孔的法兰锻件及重量>500Kg的矩形锻件和圆饼形锻件K=.
4、锻件余量:当工件最大尺寸≤150mm时,锻件余量取12mm;当工件最大尺寸>150mm且≤350mm时,锻件余量取20mm;当工件最大尺寸>350mm时,一般都是机械手操作,锻件余量相对手工操作要大些,当工件最大尺寸>350mm且≤600mm时,锻件余量取30mm;当工件最大尺寸>600mm且≤1000mm时,锻件余量取40mm;当工件最大尺寸>1000mm且≤2000mm时,锻件余量取50mm;当工件最大尺寸>2000mm,锻件余量取60mm.
5、关于φ2 H为芯料重量说明:φ为冲孔用冲头外径,一般取冲孔内径的
2/5,φ最大外径为500mm.
6、其他说明:当工件内径≤150mm时不冲孔;当工件内径>150mm 时冲孔。
Ⅲ级和Ⅳ级法兰锻成圆饼状或圆环状;当法兰外径≤350mm时,法兰锻成法兰状;当法兰外径>350mm时,法兰锻成圆饼状或圆环状。