UG数控车床编程
- 格式:pptx
- 大小:8.81 MB
- 文档页数:118

UG数控编程的步骤
数控编程首先要有零件模型,模型可以通过UG自身的建模模块来建立,也可以从外部用三维通用格式如:igs,stp来导入。方法如下:新建一个部件,输入部件名称,注意不能使用中文,选择单位为毫米,单击OK,进入到UG基本环境中。选择“文件”→“输入”→IGES或者STEP203或者STEP214,一般情况下使用STEP203,导入的模型会比较好。出现“输入STEP203”对话框,单击“选择PART 21 文件”,选择保存后的stp文件,单击OK,单击“确定”,出现“输入转换作业已发送”对话框,点击“确定”,模型被导入到UG中。此时的模型为绿色线框,点击“加工”进入到已经设置好的加工界面,在“视图”工具条中单击“着色”命令,模型显示为实体,在“编辑”中选择“对象显示”,出现“分类选择”对话框,直接选取实体模型,单击确定,出现“编辑对象显示”对话框,可在这里修改实体颜色,一般将加工的零件设置为金属灰的颜色。
拿到零件模型后不要急于编程,首先对照图纸观察模型,注意图纸中的尺寸公差,各种对称度,位置度,平面度等形状位置要求,以及图纸技术要求中的一些特殊要求,然后根据这些条件思考需要在什么样的机床上加工,需要用到什么样的刀具,是否需要分粗精加工等,这些思考都是工艺的准备过程,只有在工艺设计方案确定后,编程才有依据。
下面我们根据一个简单的零件,通过分析他的工艺,来编制数控程序,并讲解数控程序中各种参数的意义以及设定。
请大家先看图纸,写出你认为合理的工艺路线。(实例:支撑板)
05 锯床 用¢150棒料,厚度按11下料
10 普车 车厚度11至尺寸8,保证平行度0.05
15 数控铣 a: 压板压住圆盘上下两边,铣右视图尺寸4成,铣2-¢14圆凸台及2-¢10沉孔成,铣主视图尺寸136及R76成,各孔点中心钻
b: 压板压住136两边,铣余下外形轮廓成

1 第6章 UG数控加工编程
6.1 UG铣削加工基本知识
6.1.1 UG铣削加工编程流程
6.1.2 一个简单2D加工零件的UG铣加工引例
6.1.3 UG加工环境及设置
6.1.4 加工模块工具条
6.1.5 创建节点组
6.1.6 操作导航器
6.1.7 创建操作
6.2 平面铣(mill_planar)和型腔铣(mill_contour)
6.2.1 平面铣和型腔铣简介
6.2.2 切削方式
6.2.3 平面铣与型腔铣实例
6.3 固定轴(FIXED_CONTOUR)与可变轴(VARIABLE_CONTOUR)曲面轮廓铣
6.3.1 固定轴与可变轴曲面轮廓铣简介
6.3.2 固定轴曲面轮廓铣实例
2 第6章 UG数控加工编程
UG NX加工模块提供了铣加工、车削加工、孔加工以及线切割等功能,下面主要介绍UG
CAM的数控铣加工。铣加工可以实现平面铣(mill_planar) 、型腔铣(mill_ Contour) 、固定轴曲面轮廓铣(Fixed_Contour)和可变轴曲面轮廓铣(Variable_Axis_Contour)等不同加工类型。
6.1 UG铣削加工基本知识
6.1.1 UG铣削加工编程流程
了解UG铣削加工编程流程是进行UG编程的基础。铣削加工流程图如图6-1所示。
图6-1 UG铣削加工编程流程图 创建CAD模型
制订加工方法、参数和顺序
进入制造模块
指定加工环境
创建刀具组
创建几何体
创建加工操作
设置加工方法、操作参数
生成NC刀位轨迹
验证刀位轨迹
后处理
生成NC加工程序 不合格 3 6.1.2 一个简单2D加工零件的UG铣加工引例(平面铣:mill_planar—铣边界)
本节将介绍一个简单的加工实例,读者通过亲自操作,可以对UG CAM的工作过程有一个初步的印象,被加工零件如图6-2所示。
图6-2 被加工零件
操作步骤:
![UG编程----数控车床]](https://imgs-1438308264.cos.ap-hongkong.myqcloud.com/6ad007c20c22590102029dd7.webp)
这是一篇可操作性很强的文章,文中工艺数据翔实,措施得当,对从事轴类加工的工艺员来说有一定的参考价值。文中的所列各参数中,1英寸=25.4mm,读者可参照自行换算。
笔者曾在某航空发动机零部件制造厂的桨轴生产线上做了3年多的工艺工作。通过学习和实际加工过程中的摸索,对桨轴类零件的数控加工积累了一点经验。下面就探讨一下某一类典型的桨轴零件的数控加工特点。
零件材料为AMS6414,相当于40CrNiMoA,经调质后硬度HRC40-45。主要的精车加工工序是在德国Boehringer公司进口的数控车床VDF-315上完成的。机床的数控系统为FANUC-15B。编程软件用的是15.0版本的UG(Unigraphics),编程时先根据生成的刀轨输出一个CLSF刀位原文件,经后置处理器后置处理生成机床数控系统能识别的G代码。
后置处理器有一个问答式的设置文件,可根据机床数控系统的类别和机床的结构、功能进行设置。对程序的输出格式,如固定的程序头和程序尾格式都可设置。对生成的刀轨,UG具有在屏幕上演示加工轨迹的功能。为检查是否有干涉产生,还可将刀具模型画出来按加工轨迹进行演示。方法是先画出刀具模型,模型的原点即加工时定义的刀长起始点,在Options菜单内选择Save options,再选择Pattern
data only选项,将刀具模型存为模块。要演示加工轨迹时,用Edit
display菜单中的Pattern,再选Specify定义刀具模型文件的路径即可。现在再演示加工轨迹的时候,就会看到刀具模型了。 内孔加工的方法对保证内孔和外圆相对于两端中心孔的跳动有很大关系。要求不那么高的可分两道工序从两端分别加工。要求高的应将两端中心孔放在同一个工序一次装夹中加工完成。
试切的作用是,因为机床对刀系统的精度不是很高,对刀后不作调整加工出来的尺寸与程序里的名义尺寸总存在千分之几到百分之几英寸的误差。因此必须采用先试切,然后测量出误差,再把测量得到的误差输入到刀补里,这样才能保证最终尺寸得到有效控制。试切时的所有条件(如余量和切削参数等)都要与最后精加工时保持一致,以消除这些因素的影响。每一批的首件都应试切,以后可跳读。对尺寸公差较小的关键尺寸,还应在最终精加工之前设置退刀和暂停以测量尺寸,按需要调整刀补。外缘刀的试切可加工一段外圆直径和一个端面,以分别调整径向和轴向的刀补值,如图1所示。试切的程序例子如下:
模块二 数控车床编程入门知识
数控车床的程序编制必须严格遵守相关的标准,数控编程是一项很严格的工作,首先必须掌握一些基础知识,才能学好编程的方法并编出正确的程序。
一、数控车床的坐标系与运动方向的规定
(一)建立坐标系的基本原则
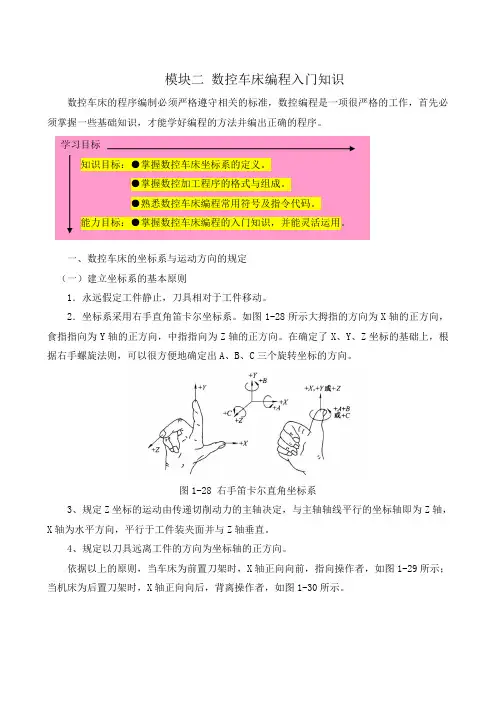
1.永远假定工件静止,刀具相对于工件移动。
2.坐标系采用右手直角笛卡尔坐标系。如图1-28所示大拇指的方向为X轴的正方向,食指指向为Y轴的正方向,中指指向为Z轴的正方向。在确定了X、Y、Z坐标的基础上,根据右手螺旋法则,可以很方便地确定出A、B、C三个旋转坐标的方向。
图1-28 右手笛卡尔直角坐标系
3、规定Z坐标的运动由传递切削动力的主轴决定,与主轴轴线平行的坐标轴即为Z轴,X轴为水平方向,平行于工件装夹面并与Z轴垂直。
4、规定以刀具远离工件的方向为坐标轴的正方向。
依据以上的原则,当车床为前置刀架时,X轴正向向前,指向操作者,如图1-29所示;当机床为后置刀架时,X轴正向向后,背离操作者,如图1-30所示。
学习目标
知识目标:●掌握数控车床坐标系的定义。
●掌握数控加工程序的格式与组成。
●熟悉数控车床编程常用符号及指令代码。
能力目标:●掌握数控车床编程的入门知识,并能灵活运用。
图1-29 水平床身前置刀架式数控车床的坐标系
图1-30 倾斜床身后置刀架式数控车床的坐标系
(二)机床坐标系
机床坐标系是以机床原点为坐标系原点建立起来的ZOX轴直角坐标系。
1.机床原点
机床原点(又称机械原点)即机床坐标系的原点,是机床上的一个固定点,其位置是由机床设计和制造单位确定的,通常不允许用户改变。数控车床的机床原点一般为主轴回转中心与卡盘后端面的交点,如图1-31所示。
图1-31 机床原点
2.机床参考点
机床参考点也是机床上的一个固定点,它是用机械挡块或电气装置来限制刀架移动的极限位置。作用主要是用来给机床坐标系一个定位。因为如果每次开机后无论刀架停留在哪个位置,系统都把当前位置设定成(0,0),这就会造成基准的不统一。 数控车床在开机后首先要进行回参考点(也称回零点)操作。机床在通电之后,返回参考点之前,不论刀架处于什么位置,此时CRT上显示的Z与X的坐标值均为0。只有完成了返回参考点操作后,刀架运动到机床参考点,此时CRT上显示出刀架基准点在机床坐标系中的坐标值,即建立了机床坐标系。