2205双相不锈钢焊接工艺难点
- 格式:doc
- 大小:30.00 KB
- 文档页数:2
2205双相不锈钢焊接工艺研究作者:周永科来源:《装饰装修天地》2015年第04期摘要:双相不锈钢已成为一种重要的工程材料,广泛的应用于石油、天然气领域。
双相不锈钢具有优良的综合性能,如高强度,高抗热裂性及耐腐蚀性等。
全世界双相不锈钢产量的80%是2205双相不锈钢,随着2205双相不锈钢在全国范围内的推广应用,油田内部各采气作业区也逐渐把这种具有双相特性的不锈钢材料用作于加热炉内部的换热管,代替了传统的优质碳素钢结构。
由于焊接是加热炉换热管制造过程中的重要工序,因此对2205双相不锈钢焊接工艺的研究具有十分重要的现实意义。
关键词:不锈钢焊接;工艺研究一、双相不锈钢的性能分析2205不锈钢是一种含N的不锈钢,与第一代双相不锈钢相比,其进一步提高氮含量,增强在氯离子浓度较高的酸性介质中的耐应力腐蚀和抗点蚀性能。
氮是强烈的奥氏体形成元素,加入到双相不锈钢中,既提高钢的强度且不显著损伤钢的塑韧性,又能抑制碳化物析出和延缓。
根据研究和大量实验发现,母材含氮是非常重要的,氮在保证焊缝金属和焊后热影响区内形成足够量的奥氏体方面具有重要作用。
氮和镍一样是形成奥氏体价和扩大奥氏体元素,但是氮的能力比镍大,可防止焊后出现单相铁素体,并能阻止有害金属相的析出。
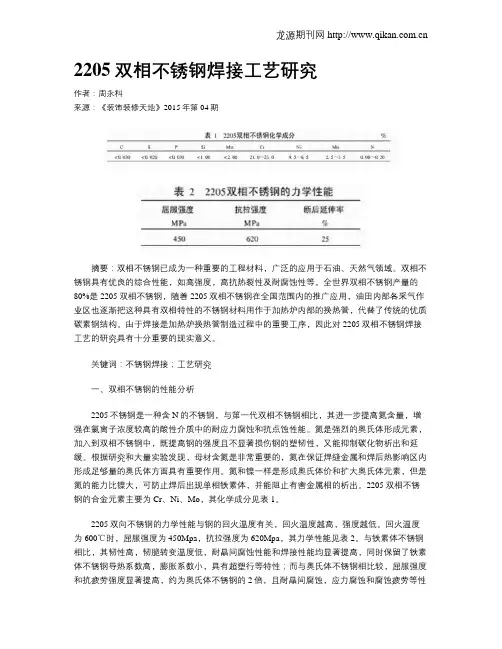
2205双相不锈钢的合金元素主要为Cr、Ni、Mo,其化学成分见表1。
2205双向不锈钢的力学性能与钢的回火温度有关,回火温度越高,强度越低。
回火温度为600℃时,屈服强度为450Mpa,抗拉强度为620Mpa,其力学性能见表2。
与铁素体不锈钢相比,其韧性高,韧脆转变温度低,耐晶间腐蚀性能和焊接性能均显著提高,同时保留了铁素体不锈钢导热系数高,膨胀系数小,具有超塑行等特性;而与奥氏体不锈钢相比较,屈服强度和抗疲劳强度显著提高,约为奥氏体不锈钢的2倍,且耐晶间腐蚀,应力腐蚀和腐蚀疲劳等性能有明显改善。
氮在强化2205双相不锈钢中起着重要的作用,但氮的质量分数超过0.2%时,氮的间隙固溶强化使得奥氏体的强度大于铁素体。

2205双相不锈钢焊接注意事项
哎呀呀,2205 双相不锈钢焊接可不能掉以轻心啊!这可是个技术活,稍有不慎就可能出大问题呀!
就说焊接材料的选择吧,那可得精挑细选!不能随便抓个材料就用,这就好比给战士选武器,得选趁手的才行!要保证材料的质量和性能,不然怎么能打造出坚固的焊缝呢!
还有焊接工艺参数,这可不能瞎定呀!电流、电压、焊接速度,都得根据实际情况精准调整,就像给汽车调引擎,每个零件都得配合得恰到好处!
焊接环境也至关重要啊!不能在灰尘满天飞、潮湿得能滴水的地方焊接,这可不是闹着玩的,不然会严重影响焊接质量的!
焊接过程中,要时刻留意焊缝的成型,不能马虎大意!一旦发现有缺陷,赶紧处理,千万别等问题严重了才后悔,这就跟治病一样,早发现早治疗!
而且啊,焊接完成后,检验工作不能少!别觉得麻烦,这可是保证质量的最后一道关卡,得像检查宝贝一样仔细认真!
总之啊,2205 双相不锈钢焊接注意事项一定要牢记在心,不能敷衍了事。
只有用心对待,才能保证焊接质量,让工程顺利进行呀!。
2205双相钢的焊接工艺规程为了取得良好的焊接质量,焊接人员应掌握双相钢的焊接特点和往意事项另外从腐蚀的角度来看,焊接接头总是不锈铜结构的最薄弱环节,实际上管通最挤的耐蚀水平是由焊工决定的,为了尽可能的取得良好的结果,焊接操作过程应当遵守一些基本规则。
总结出的SAF2205 DSS一些关键技术如下1)焊前准备采用机加工制备试板坡口,用不锈钢专用砂轮片打磨坡口及坡口两侧各30mm范围,并用丙酮清洗,以除去氧化膜、油污。
2)焊接方法一般的焊接方法,如焊条电弧焊、钨极氯弧焊和熔化极气体保护焊理弧焊等,都可用于双相不锈钢的焊接,焊条电弧焊时最常用的焊接工艺方法,其特点灵活方便,并可实现全位置焊接,因此焊条电弧焊时焊接修复的常用工艺方法。
钨极弧焊的特点时焊接质量优良,自动化的焊接效率也较高,因此广泛用于管通的封底焊维及薄壁管道的焊接,钨模弧焊的保护气体通常采用纯x,当进行管通封底焊时,应采用Ax+2解:或Ar+5保护气体,同时还应采用纯Ar威高纯N进行焊背面保护,以防止根部焊道的铁索体化,熔化极气体保护焊的特点时较高的数效车,即可采用较灵话的半自动焊,也可实现自动焊3)焊材的选择对于焊条电弧焊,积据耐腐蚀性,接头韧性的要求即焊按位置,可选用酸性或碱性焊条,采用酸性焊条时,脱渣优良,焊缠光清,接头成形美观,但是焊醇金属的冲击性较低,于此同时,为了防止焊接气孔及焊接氢致纹雷严格控制焊条中的含氢量,当要求焊金属具有较高的神击度,并需进行全位置焊按时,应采用碱性焊条,另外,在根部封底焊时,通常采用碱性焊条当对焊金属的耐剧性性能有特殊要求时,证应采用超级双相钢成分的碱性焊条对于实芯气体保护焊焊丝,在保证焊接金属具有良好的耐腐蚀性与力学性能的同时,还应往意其焊接工艺性能,对于药芯焊丝,当暨求焊光滑,接头成形美观时,可采用金红石型或位一钙型药芯焊丝,当要求较高的神击度或在较大的构束条件下焊接时,直采用碱度较高的药芯焊丝,对于埋强焊焊丝,宜采用直径较小的缉丝,实现中小焊接现范下的多层多通焊,以筋止焊接热影响区的化。
2205双相钢焊接工艺引言:2205双相钢是一种具有优异耐蚀性和高强度的材料,广泛应用于海洋工程、化工设备、石油和天然气工业等领域。
而焊接作为连接2205双相钢的关键工艺,其质量直接影响到结构的可靠性和使用寿命。
因此,研究和优化2205双相钢焊接工艺具有重要意义。
一、2205双相钢的特性2205双相钢是一种由奥氏体和铁素体组成的双相不锈钢。
奥氏体具有良好的延展性和塑性,而铁素体则具有较高的强度和耐蚀性。
2205双相钢的独特组织结构赋予了其较高的屈服强度和抗应力腐蚀性能。
二、2205双相钢焊接工艺的研究现状针对2205双相钢的焊接工艺研究已取得了一定的进展。
主要包括焊接参数的优化、焊接热循环对组织和性能的影响等方面。
通过研究,可以得到合适的焊接工艺参数,保证焊接接头的质量。
三、2205双相钢焊接工艺的影响因素1. 焊接电流和电压:电流和电压是影响焊接过程中电弧稳定性和熔深的重要参数。
合理选择电流和电压可以控制热输入和熔深,从而确保焊接接头的性能。
2. 焊接速度:焊接速度对焊缝形态和组织性能有重要影响。
过快的焊接速度会导致焊缝不完全熔透,从而影响接头的强度和耐蚀性。
3. 焊接气体保护:选择合适的保护气体可以有效避免氧化和夹杂物的产生,提高焊缝的质量。
4. 间隙控制:合理控制焊接接头间隙可以避免焊缝的过量加热和裂纹的产生,提高焊接接头的强度和耐蚀性。
四、2205双相钢焊接工艺的优化方法1. 焊接参数优化:通过实验和数值模拟相结合的方法,确定合理的焊接参数,以获得最佳的焊接接头质量。
2. 焊接热循环控制:通过控制焊接过程中的热输入和冷却速率,调控组织的形成和相变行为,提高焊接接头的性能。
3. 接头准备:保证接头的几何形状和表面质量,预防焊接缺陷的产生。
4. 焊接序列:合理安排焊接序列,避免热输入集中和应力集中,减少裂纹和变形的发生。
五、2205双相钢焊接工艺的应用展望随着2205双相钢在工程领域的广泛应用,对其焊接工艺的研究和优化将会得到更多的关注。
2205双相不锈钢焊接工艺与机理研究摘要:本文基于2205双相不锈钢的焊接实践,对相应的焊接工艺进行选择,同时对焊缝性能进行检测,做出了细致的研究,得到了预期效果。
关键词:2205双相不锈钢;焊接;焊接机理1引言双相不锈钢同时具有奥氏体不锈钢和铁素体不锈钢的特性:高强度、良好的冲击韧性以及良好的整体和局部的抗应力腐蚀能力。
因此近年来发展迅猛应用广泛,主要应用于化工、石油领域。
在双相不锈钢的应用中,2205双相不锈钢的应用量最大可以占到80%左右,具有代表性,因此,对2205双相不锈钢的研究对于整体了解双相不锈钢的特性及焊接规程的选择具有一定的代表作用。
2 2205双相不锈钢焊接性分析及解决方案2.1 2205双相不锈钢材料特性分析2205双相不锈钢含有化学成分是:C的质量分数小于3.5%、Mn的质量分数小于2.0%、P的质量分数小于0.03%,Cr的质量分数在21%和23%之间,S 的的质量分数小于0.02%,Si的质量分数小于1.0%,Ni的质量分数在4.5%和6.5%之间,Mo的质量分数在2.5%和3.5%之间,N的质量分数在0.08%和0.2%之间。
2205双相不锈钢力学性能随着回火温度的升高,强度反而降低。
当回火温度达到600℃时,抗拉强度等于650MPa,屈服强度等于400MPa。
此不锈钢不仅具有奥氏体不锈钢的特性还具有铁素体不锈钢的特性,其导热系数大、韧性较高、焊接性能好、膨胀系数小、耐晶间腐蚀性能优良、韧脆转变温度低并具有超塑性等性质。
2.2 2205双相不锈钢的焊接特性及解决方向双相钢的焊接难点在于在焊接以后能否获得与母材相同或者相近的组织比例,这是保证焊接接头与母材具有相同力学性能的关键所在。
包括三个区域:焊缝区、高温热影响区、低温热影响区。
焊缝区选择合适的焊接材料即可以控制;高温热影响区应采用较大的焊接线量使焊缝冷却速度降低使高温铁素体有一定的时间向奥氏体转化从而使相组织均衡低温热影响区由于该区域的温度较低不足以引起基本相的变化但可能会发生二次相的产生。

2205双相不锈钢的焊接不锈钢焊接易出现的缺陷:焊缝区的腐蚀:为防止其发生晶间腐蚀,首先要控制焊缝金属的化学成分。
主要是降低含碳量和添加足够的TI或NB;其次是控制焊缝隙的组织状态——即金相组织。
敏化区腐蚀:是指热影响区是峰值温度处于敏化温度区间内所发生的腐蚀。
刀状腐蚀:只出现在TI或NB类18-8的焊接接头中,并一定是发生器在紧邻焊缝过热区中。
焊接采取的措施:1.合理的选用焊材。
2.控制焊接的输入热能。
3.调整焊接程序。
4.缩短焊接电弧(焊接时尽量不要摆动防止合金元素烧损)5.合理调整焊缝位置在制定焊接参数时要考虑保证输入热在600~18000J/cm内,输入热的计算(J/cm)=电流(A)*电压(V)/焊接速度(cm/min)焊接层数焊条牌号规格D/mm电流I/A电压U/V速度Vcm/min极性1AVESTA2205AC/DC 3.2100~11023~259~11直流反接2AVESTA2205AC/DC 3.2100~11023~259~11直流反接清根AVESTA2205AC/DC 3.2100~11023~259~11直流反接根据标准节点法(ASTME562)对焊缝及执热影响区进行α相数测定。
焊接A体不锈钢与双相不锈钢的区别:不同点:焊接A不锈钢时要适当增加δ相的数量:打乱A的柱状结晶方向,从而避免产生贫Cr区贯穿于晶粒之间;δ相富Cr,而Cr在δ相中容易扩散,碳化铬在δ相内部边缘沉淀,由于供Cr条件好,不会在A晶粒间形成贫Cr层。
所以增加δ相有利于提高焊缝的抗晶间腐蚀能力。
在焊接双相不锈钢时要控制δ相的数量:由于双相不锈钢中δ相较多,如不控制其含量则会产生σ相脆化现象和δ相选择性腐蚀。
不锈钢焊接后:热影响区会出现敏化腐蚀,要控制输入热量,故最后一道焊缝要求焊接输入量要小、且安排在不与介质接触的一面。
双相不锈钢焊接后:要防止晶粒粗化和单相铁素体化。
故最后一道焊缝为了防止晶粒粗化及单相铁素体化,安排在与介质接触的一面。
焊接工艺与2205双相焊接接头性能探析众所周知,焊接接头的综合性能是评价某一焊接工艺技术含量的重要指标。
因此,通过对当前使用较为广泛的两种2205双相不锈钢焊接工艺进行分析,从其焊接接头的综合性能入手,来对各种焊接工艺的技术含量进行评价,进而深入探讨不同焊接工艺对2205双相不锈钢焊接接头的综合性能所带来的影响。
1 两种焊接工艺对于2205双相不锈钢来说,当前使用最多的两种焊接工艺是——TIG焊盖面和MIG焊盖面,两种焊接工艺的共同点就是需要等离子弧焊来打底。
本文通过实验的方式来探讨这两种焊接工艺对2205双相不锈钢焊接接头的综合性能可能带来的影响。
对于焊接专业人士来说,2205双相不锈钢的焊接关键就是其焊接接头的韧性以及耐腐蚀性。
因此,在实际的焊接实验过程中,相关技术人员特别重视热输入以及层间温度的控制。
除此之外,要保证2205双相不锈钢焊接接头的质量,还需要十分重视奥氏体的析出。
针对以上问题,经过评估,技术人员决定采用多道焊的焊接方式,这样不仅能够很好地保证焊接接头区域的性能,而且还能起到一定的固溶处理作用。
在实际的焊接试验过程中,2205双相不锈钢中的N应该得到重视。
由于2205双相不锈钢中含有N,因此其在奥氏体相比例的增加方面具有其他不锈钢所没有的优势。
值得注意的是,在实际的焊接过程中,由于热能的影响,2205双相不锈钢中的N会有所损失,而且这种损失是不可避免的,集中表现在2205双相不锈钢的焊缝表面处。
通过以上分析能够得知,在2205双相不锈钢的焊接过程中,减少2205双相不锈钢中所含N的损失,是焊接的一大关键技术。
当前,很多的加工企业会采取添加含N保护气体的方式。
本次试验,相关技术人员在焊接的过程中加入了2%的N2。
通过对试验结果进行分析,得出了如表1所示结论:2 影响效果通过对表1进行分析,技术人员结合相关的评价标准,最终从以下三个方面完成了焊接接头综合性能的影响效果评价。
首先,采用以上两种焊接工艺中的任何一种,在2205双相不锈钢的焊接接头处均未出现气孔、咬边和未融合缺陷。
2205双相不锈钢的焊接工艺规程1 绪论随着工业技术的日益发展,一般奥氏体不锈钢难以满足应力腐蚀、点腐蚀和缝隙隧洞式腐蚀的要求。
为此,冶金工作者进行了大量研究,研制出奥氏体—铁素体型不锈钢,即双相不锈钢。
传统的奥氏体不锈钢在晶间腐蚀、应力腐蚀、点腐蚀和缝隙腐蚀等局部腐蚀方面的抗力不足,尤其是应力腐蚀引起的断裂,其危害性极大。
双相不锈钢是近二十年来开发的新钢种。
通过正确控制各合金元素比例和热处理工艺使其固溶组织中铁素体相和奥氏体相各约占50%,从而将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点。
所谓双相不锈钢是在其固溶组织中铁素体相与奥氏体相约各占一半,一般量少相的含量也需要达到30%。
在含C较低的情况下,Cr含量在18%-28%,Ni含量在3%-10%。
有些钢还含有Mo、Cu、Nb、Ti,N等合金元素。
该类钢兼有奥氏体和铁素体不锈钢的特点,与铁素体相比,塑性、韧性更高,无室温脆性,耐晶间腐蚀性能和焊接性能均显著提高,同时还保持有铁素体不锈钢的475℃脆性以及导热系数高,具有超塑性等特点。
与奥氏体不锈钢相比,强度高且耐晶间副食和耐氯化物应力腐蚀有明显提高。
双相不锈钢具有优良的耐孔蚀性能,也是一种节镍不锈钢。
由于两相组织的特点,通过正确控制化学成分和热处理工艺,使双相不锈钢兼有铁素体不锈钢和奥氏体不锈钢的优点,它将奥氏体不锈钢所具有的优良韧性和焊接性与铁素体不锈钢所具有的较高强度和耐氯化物应力腐蚀性能结合在一起,正是这些优越的性能使双相不锈钢作为可焊接的结构材料发展迅速,80年代以来已成为和马氏体型、奥氏体型和铁素体型不锈钢并列的一个钢类。
上世纪30年代就已在瑞典的试验室中研制出双相不锈钢(3RE60、Uranus50等),但是双相不锈钢真正产业化还是在上世纪60年代以后,其发展经历了3代历程。
1.1 我国双相不锈钢的应用双相不锈钢是根据石油化工中强酸强碱造成的局部点蚀、应力腐蚀以及孔穴式腐蚀现象,一般不锈钢难以胜任的容器、管道以及零部件等而研制的,但由于双相不锈钢除具有很强的各类抗腐蚀性能之外,还具有很好的强度和韧性,为此,在一般民用工程和能源交通方面也逐步得到越来越多的应用,如桥梁、飞机、船舶、汽车以及沿海城市和化工区的装饰建筑等。
双相不锈钢的焊接技巧和要点简介双相不锈钢是一种高强度和耐腐蚀性能良好的材料,其焊接过程需要一些特殊的技巧和注意事项。
本文将介绍一些双相不锈钢的焊接技巧和要点,以帮助焊接人员提高焊接质量和效率。
选择合适的焊接方法双相不锈钢的焊接可以采用多种方法,如TIG焊、MIG/MAG 焊、电弧焊等。
选择合适的焊接方法取决于具体焊接条件和要求。
通常情况下,TIG焊是首选方法,因为其焊接质量较高、焊缝外观美观。
注意预热和间隙控制双相不锈钢的焊接过程中,预热和间隙控制是重要的技巧。
预热可以帮助减少焊接变形和晶间腐蚀的风险,提高焊接接头的强度。
合适的间隙控制可以确保焊接质量和焊缝的完整性。
使用合适的电流和电压选择合适的电流和电压是双相不锈钢焊接中的关键。
过高的电流和电压会导致焊接区域过热,产生气孔和裂纹。
而过低的电流和电压则可能导致焊接不充分,影响焊缝质量。
根据焊接规范和试验结果确定合适的电流和电压范围。
使用适合的焊接材料双相不锈钢的焊接通常需要使用相同或相似成分的焊接材料,以确保焊接接头的性能和腐蚀性能与基材一致。
同时,选择合适的焊接材料可以有效降低焊接变形和裂纹风险。
控制焊接速度和焊接参数在焊接双相不锈钢时,控制焊接速度和焊接参数是非常重要的。
过高的焊接速度可能导致焊缝质量不佳,而过低的焊接速度则可能引起过热和热影响区过大。
根据焊接试验和经验,控制合适的焊接速度和参数,以获得最佳的焊接质量。
注意焊后处理焊接完成后,及时进行焊后处理是确保焊接质量的重要环节。
焊后处理包括去除焊渣、清理焊缝、消除应力、进行表面处理等。
正确的焊后处理可以提高焊接接头的性能和耐腐蚀性。
结论双相不锈钢的焊接需要一些特殊的技巧和要点,我们应该选择合适的焊接方法,注意预热和间隙控制,使用适合的电流和电压,选择合适的焊接材料,控制焊接速度和焊接参数,以及进行正确的焊后处理。
通过遵循这些技巧和要点,我们可以提高双相不锈钢焊接的质量和效率。
以上为双相不锈钢的焊接技巧和要点,希望能对您有所帮助。
中国石油集团的下属单位海南福山油田计量站集输管道工程建设中,设计单位在站场设计中使用了很多的新材料。
最有代表性的是2205双相不锈钢复合钢板在容器中的使用。
容器用钢板主要规格为: (3+12)m m、(3+16)mm、(3+20)m m的2205+16MnR不锈钢复合钢板。
海南福山油田计量站是中石化集团河南油田生产压力容器的专业厂家,具有A R2、A R3的容器生产和施工资质。
但是对2205双相不锈钢复合钢板的使用还是第一次,即常说的三新产品生产新材料、新技术、新工艺。
我就容器生产着重对使用(3+16)m m/2205+16MnR 不锈钢复合钢板的容器焊接过程做介绍。
12205双相不锈钢复合钢板的简介1.1性能特点2205双相不锈钢复合钢板是以双相不锈钢为复层的复合钢板。
其基层选用了16MnR钢板,这种钢板强度和刚度好,价格便宜;复层选用2205双相不锈钢板来满足耐腐蚀性,是在奥氏体不锈钢的基础上提高铬的含量及加入其他铁素体形成元素而形成的一种优良的不锈钢,在固溶组织中铁素体与奥氏体相的体积各占50%左右。
双相不锈钢具有良好的韧性、强度和可焊接性。
由于钢中Cr与Ni 的当量比值适当,在高温加热后仍然保留有较大的又可使二次奥氏体组织在冷却中生成,结果钢中奥氏体相当量不低30%-40%,因而具有良好的耐腐蚀性。
双相不锈钢比奥氏体不锈钢的屈服强度高近1倍,同样的压力等级条件下,可以节约材料。
热膨胀系数低,与低碳钢接近,使双相不锈钢与碳钢的连接较为合适,其使用性能优良。
与奥氏体不锈钢相比,双相不锈钢具有导热性能好的优点,因此不会产生很大的残余应力,具有更高的抵抗热裂纹的能力,故双相不锈钢可以采用大线能量焊接,最大的层间温度在150℃。
具有良好的焊接性,焊接冷裂纹和热裂纹的敏感性都小。
通常焊前不预热,焊后不热处理,由于有较高的氧含量,热影响区的单相铁素体化倾向较小。
焊接的主要问题不在焊缝,而在热影响区,因为在焊接热循环作用下,热影响区处于快冷非平衡态,冷却后总要保留更多的铁素体,从而增大了腐蚀倾向和氢致裂纹的敏感性。
双相不锈钢2205焊接工艺之浅见我公司在制作加氢反应器时(管板、换热管材质为双相钢),由于设计文件对焊缝的铁素体数要求为在35FN~65FN,还必须进行耐晶间腐蚀试验(按E法进行,试验标准GB/T 4334-2008)和耐点蚀性能试验(不锈钢三氯化铁法,试验标准GB/T 17897-1999)。
因此为了保证焊接质量,特意对其焊接性能做了研究,进行了焊接工艺评定,满足了技术要求,并将工艺应用到产品制造中,获得了成功。
1 材料性能2205双相不锈钢由于具有奥氏体+铁素体双相组织,且两个相组织的含量基本相当,故兼有奥氏体不锈钢和铁素体不锈钢的特点。
屈服强度可达400~550MPa,是普通奥氏体不锈钢的两倍。
与铁素体不锈钢相比,双相不锈钢的韧性高,脆性转变温度低,耐晶间腐蚀性能和焊接性能均显著提高,同时又保留了铁素体不锈钢的一些特点,如475℃脆性、热导率高、线膨胀系数小,具有超塑性及磁性等。
与奥氏体不锈钢相比,双相不锈钢的强度高,特别是屈服强度显著提高,且耐孔蚀性、耐应力腐蚀、耐腐蚀疲劳等性能也有明显的改善。
2 焊接性能2205具有良好的焊接性,冷裂纹和热裂纹的敏感性较小。
焊接前不预热,焊后不进行热处理。
焊接参数及焊材选择合适时,焊接接头具有良好的力学性能。
3 焊接工艺评定根据2205的材料性能及焊接性能,分别制作了2组工艺评定,规格为500×200×10mm。
选用的焊接方法一组为钨极氩弧焊(GTAW),另一组为焊条电弧焊(SMAW)。
3.1 焊材的选择双相不锈钢选用的焊材,其特点是焊缝组织为奥氏体占优的双相组织,主要耐蚀元素(铬、钼等)含量与母材相当,从而保证与母材相当的耐蚀性。
为了保证焊缝中奥氏体的含量,通常是提高镍和氮的含量,也就是提高约2%~4%的镍当量。
在双相不锈钢母材中,一般都有一定量的氮含量,在焊材中也希望有一定的含氮量,但一般不宜太高,否則会产生气孔。
这样镍含量较高就成了焊材与母材的一个主要区别。
第3期2020年6月No.3 June,2020传统的不锈钢为奥氏体不锈钢,对晶间腐蚀和孔腐蚀的耐性表现不佳,影响了石油管道运输等工作的正常开展,使管道的使用寿命受到束缚,影响了生产企业的生产运输成本。
从20世纪70年代起,我国开始自主研究双相不锈钢的生产应用,并取得了比较突出的成绩。
根据我国独特的矿产资源分布特点,研究人员将稀土元素融入不锈钢的生产,降低了其中的氮质量浓度,研发的稀土双相不锈钢工艺加工性能、抗应力和抗腐蚀性能较好,已经投入生产使用。
1 SAF2205双相不锈钢概述1.1 SAF2205双相不锈钢性能特点双相不锈钢是指在生产中通过热加工将铁素体与奥氏体结合,各占约1/2,使用氮或其他元素以促进二者更好地融合。
双相不锈钢的优点十分明确,即可以兼顾铁素体和奥氏体的优势,在保持硬度和可加工性的基础上提高不锈钢材料的耐腐蚀性,延长材料的使用寿命,降低生产企业的成本。
SAF2205是双相不锈钢的一种,性能优越且价格较低,在实际的生产运输中应用十分广泛。
SAF2205双相不锈钢的抗拉强度可达到655 MPa ,双相不锈钢材质的密度更小、质量轻,线性热膨胀系数也低于奥氏体不锈钢,使SAF2205双相不锈钢的可加工性更突出,使用时不容易开裂,锻造和冶炼更便利[1]。
同时,由于添加了钼元素,双相不锈钢的孔抗蚀力当量值(Equivalent Value of Pitting Resistance ,PRE )超过40,极大地弥补了传统不锈钢的缺点,在耐孔蚀和耐缝隙腐蚀方面表现更佳。
1.2 SAF2205双相不锈钢焊接分析焊接的工艺直接影响不锈钢管材的使用,由于双相不锈钢中独特的双重组织,在焊接管材焊缝处奥氏体因受热产生变化,逐渐向铁素体转变,即钢材内铁素体和奥氏体的比例发生变化,一旦材料内铁素体的质量分数超过60%,不锈钢的整体性能会下降,因此,要正确运用焊接技术,在接头处妥善处理,才能使焊接区域和母材保持同样的性能。
2205双相不锈钢焊接工艺难点
(2011-12-02 11:55:52)
双相不锈钢2205焊接工艺因注意那些:1.第二代双相不锈钢一般称为标准双相不锈钢,成分特点是超低碳、含氮、其典型成分为22%cr+5%ni+0.17%n,与第一代双相不锈钢相比,2205进一步提高氮含量,增强在氯离子浓度较高的酸性介质中的耐应力腐蚀和抗点蚀性能。
氮是强烈的奥氏体形成元素,加入到双相不锈钢中,既提高钢的强度且不显著损伤钢的塑韧性,又能抑制碳化物析出和延缓。
2、组织特点:双相不锈钢在温室下固溶体中奥氏体和铁素体约各占半数,兼有两相组织特征。
它保留了铁素体不锈钢导执细数小、耐点蚀、缝隙及氯化物应力腐蚀的特点、又具有奥氏体不锈钢韧性好、脆性转变温度较低、抗晶间腐蚀、力学性能和焊接性能好的优点。
3、在性能上的突出表现屈服强度和耐应力腐蚀、双相不锈钢比奥氏体不锈钢的屈服强度高近1倍,同样的压力等级条件下,可以节约材料。
比奥氏体不锈钢的线性热膨胀系数低,与低碳钢接近。
使得双相不锈钢与碳钢的连接较为合适,这有很大的工程意义。
锻压及冷冲成型不如奥氏体不锈钢。
4、焊接性:双相不锈钢2205具有良好的焊接性,焊接冷裂纹和热裂纹的敏感性都较小。
通常焊前不预热,焊后不热处理。
由于有较高的氮含量,热影响区的单相铁素体化倾向较小,当焊接材料选择合理,焊接线能量控制当时,焊接头具有良好的综合性能。
5热裂纹:热裂纹的敏感性比奥氏体不锈钢小的多。
这是由于含镍量不高,易形成低熔点共晶的杂质极少,不易产生低熔点液膜。
另外,晶粒在高温下没有急剧长大的危险。
6热影响区脆化:双相不锈钢焊接的主要问题不在焊缝,而在热影响区。
因为在焊接热循环作用下,热影响区处于快冷非平衡态,冷却后总是保留更多的铁素体,从而增大了腐蚀倾向和氢致裂纹(脆性)敏感性。
7、焊接冶金:双相不锈钢焊接过程中,在热循环的作用下、焊缝金属和热影响区的组织发生着一系列的变化。
在高温下,所有的双相不锈钢的金相组织全部由铁素体组织,奥氏体是在冷却过程中析出的。
奥氏体析出的多少受诸多因素的影响。
8相比例要求:双相不锈钢焊接头的力学性能和耐腐蚀性能取决于焊接接头能否保持适当的相比例,因此,焊接是围绕如何保证其双相组织进行的。
当铁素体和奥氏体量各接近50%时,性能较好,接近母材的性能。
改变这个关系,将使双相不锈钢焊接接头的耐蚀性能和力学性能下降。
双相不锈钢2205铁素体含量的最佳45%,过低的铁素体含量小于25%将导致强度和抗应力腐蚀开裂能力下降;过高的铁素体含量大于75%也会有损于耐腐蚀性和降低冲击韧性.
9、相比例影响因素:焊接接头中铁素体和奥氏体的平衡关系既受到钢中合金元素含量的影响,又受到填充金属、焊接热循环、保护气体的影响。
10、合金元素的影响:根据研究和大量实验发现,母材含氮是非常重要的。
氮在保证焊缝金属和焊后热影响区内形成足够量的奥氏体方面具有重要作用。
氮和镍一样是形成奥氏体价和扩大奥氏体元素,但是,氮的能力也比镍大,可防止焊后出现单相铁素体,并能阻止有害金属相的析出。
由于焊接热循环的作用,自熔焊或填充金属成分与母材相同时,焊缝金属的铁素体量急剧增加,甚至出现纯铁素体组织。
为了抑制焊缝中铁素体的过量增加,采用奥氏体占优势的焊缝金属是双相不锈钢的焊接趋势。
一般采取在焊接材料中提高镍或是加氮这两条途径。
通常镍的含量比母材高出2%-4%,例如,2205填充金属的镍含量就高达8%-10%. 用含氮的填充材料比只提高镍的填充材料效果稳定,但加氮不仅能延缓金属间的析出,而且还可提高焊缝金属的强度和耐腐蚀性能。
目前,填充材料一般都是在提高镍的基础上,再加入母材含量相当的氮。
11、对于双相不锈钢2205,钨极氩弧焊选用sandvik22.8.3L(ER2209)焊丝,焊条电弧焊选用Avesta2205AC/DC焊条是满足对焊接材料要求的。
双相不锈钢2205及焊接材料在合金元素上的这些特点,为焊接工艺参数即焊接线能量的选择提供了一定的范围,这对焊接是非常有利的。
12、热循环:双相不锈钢焊接的最大特点是焊接热循环对焊接接头内的组织有影响,无论焊缝还是热影星区都会有相变发生,这对焊接接头的性能有很大影响。
因此,多层多道焊是有益的,后续焊道对前层焊道有热处理作用,焊缝金属中的铁素体进一步转变为奥氏体,成为以奥氏体占优势的两相组织;毗邻焊缝的热影响区中的奥氏体相也相应增多,且能细化铁素体晶粒,减少碳化物和氮化物从晶内和晶界析出,从而使整个焊接接头的组织个性能显著改善。
也正是由于焊接热循环的影响,双相不锈钢焊接时要求与介质接触的焊道应焊接,这一点与奥氏体不锈钢焊接循序的要求恰恰相反。
13、工艺参数的影响:焊接工艺数即焊接线能量对双相组织的平衡也起着关键的作用。
由于双相不锈钢字高温下是100%的铁素体若线能量过小,热影响区冷却速度快,奥氏体来不及析出过量的铁素体就会在温室下过冷保持下来。
若线能量过大,冷却速度太慢,尽管可以获得足量的奥氏体,但也会引起热影响区的铁素体晶粒长大以及σ相等有害金属相的析出,造成接头脆化。
为了避免上述情况的发生,最佳的措施是控制焊接线能量和层间温度,并使用填充金属。
14、保护气体的影响:钨极氩弧焊时,可在氩气中加入2%氮气,防止焊缝表面因扩散而损失氮,有助于铁素体与奥氏体的平衡。