口服液生产工艺及产品质量风险评诂
- 格式:doc
- 大小:900.50 KB
- 文档页数:24
******制药有限公司
***车间生产工艺及产品质量风险评诂(RA)
SYYH/FXPG(***)—01—11
起草人:起草日期:
批准人:
批准日期:
24
目录
一目的 (3)
二范围 (3)
三参考文件 (3)
四术语与缩写 (3)
五评估程序 (3)
1评估流程 (3)
2分析方法 (4)
3风险管理工具 (5)
六风险评估 (6)
七风险评估结论 (16)
八版本控制 (16)
一目的
本文件是****制药有限公司***车间(口服液)生产工艺及产品质量风险评估报告。
本文件旨在通过风险评估,识别口服液生产过程中的关键工艺控制点及主要风险点,通过分析讨论找出其根本原因,从而制定有效的预防或风险调整措施,使风险水平降低到可接受水平。
通过对风险评估及风险调整措施的落实,有效地减少生产过程的中断及生产偏差的发生,保证产品质量。
二范围
本文件用于***车间口服液生产全过程的质量控制,包括
➢配料岗位
➢洗瓶岗位
➢灌封岗位
➢灭菌岗位
➢灯检岗位
➢包装岗位
三参考文件
➢《药品生产质量管理规范》2010版
➢ICH Q9
➢《质量风险管理规程》
➢《验证管理规程》
➢***车间相关文件
四术语与缩写
GMP: Good Manufacturing Practice药品生产质量管理
RA:Risk Assessment风险评估
五评估程序
(见下页)
24
1 评估流程
2 分析方法
2.1 风险优先等级的确定
分析方法:通过对各风险点的“风险发生概率”、“风险发生后的可探测性”“风险发生后的严重性”来综合评估,排序原则以下图为依据。
图一:风险发生概率与发生严重性的关系图,颜色越深代表风险越高。
图一:风险可探测性与发生严重性的关系图,颜色越深代表风险越高。
对于落在黑色区域的“风险点”应立即进行降低。
对于落在灰色区域的“风险点”应选择性的进行对策处理。
对于落在白色区域的“风险点”,可认为是低风险,可不进行风险降低工作。
3 风险管理工具
3.1 FMEA:失效模式与影响分析,计算风险优先数(RPN),依据数值制定降低风险的措施,实施后重新计算RPN,重新评价风险。
3.2 风险优先级的计算:RPN=风险发生的概率(P)×风险的严重性(S)×风险的可探测性(D)。
风险发生的概率:可以根据此种风险的历史发生概率或经验作为依据。
风险的严重性:风险如果发生所造成的伤害。
风险的可探测性:是指风险能被各种探测手段探测到的可能性。
3.4 风险等级评分原则
3.4.1 低风险:当RPN<15时,风险较低,可接受的风险,无须采取措施。
3.4.2 中等风险:当RPN=15-24时,风险中等,可采取措施降低风险。
当S≥3时,上升为高风险,必须采取控制措施。
3.4.3 高风险:当RPN>24时,风险较高,必须采取措施降低风险。
3.5 风险调节措施
24
遵循监管部门要求和听取监管部门意见
SOP和培训保证
3.6 风险剩余水平
通过风险调节措施后剩余风险的再评价。
包括:对潜在风险的了解程度和风险优先数量级别降低的措施。
3.7 风险调节措施效果确认
通过适当的测试或确认方法来确定和评估风险调节措施实施后的效果。
包括:确认和验证。
评估风险调节措施实施后的效果应达到预期要求。
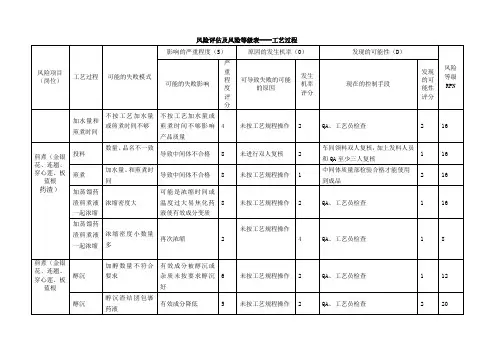
六风险评估
1 启动风险评估过程:
***车间组织质量保证部、生产部、设备部等部门相关人员在公司质检二楼会议室召开会议,启动***车间生产工艺系统风险管理,成立风险评估小组,确定小组成员并明确职
2 风险评估过程的简要阐述
风险评估小组成员对***车间口服液生产全过程进行风险辨识、风险分析、风险评价等风险评估工作,风险评估过程详见附件
附件1 口服液生产工艺流程图
207车间生产工艺及产品质量风险评估(RA )SYYH/FXPG (207)-01-11 8/
24
******制药有限公司
附件2 -1配料岗位风险辨识
9/24 ***车间生产工艺及产品质量风险评估(RA)SYYH/FXPG(207)-01-11 附件2-2 洗瓶岗位风险辨识
******制药有限公司
207车间生产工艺及产品质量风险评估(RA )SYYH/FXPG (207)-01-11 10/
24
******制药有限公司
附件2-3 灌装压盖岗位风险辨识
11/24 ***车间生产工艺及产品质量风险评估(RA)SYYH/FXPG(207)-01-11 附件3FMEA法评估分析表
207车间生产工艺及产品质量风险评估(RA)SYYH/FXPG(207)-01-11 12/
24
13/24 ***车间生产工艺及产品质量风险评估(RA)SYYH/FXPG(207)-01-11
207车间生产工艺及产品质量风险评估(RA)SYYH/FXPG(207)-01-11 14/
24
15/24 ***车间生产工艺及产品质量风险评估(RA)SYYH/FXPG(207)-01-11
207车间生产工艺及产品质量风险评估(RA)SYYH/FXPG(207)-01-11 16/
24
17/24 ***车间生产工艺及产品质量风险评估(RA)SYYH/FXPG(207)-01-11
附件4:实施效果确认表
24
24
24
***车间生产工艺及产品质量风险评估(RA)SYYH/FXPG(207)-01-11 22/24
七风险评估结论
本次风险评估的过程通过分析辨识的风险,识别出了***车间口服液生产全过程中可能存在的风险,并做了风险排除的措施。
应持续关注该系统运行情况,辨识新风险的产生。
八版本控制
文件应随着工艺或用户要求而更新,RA更新应接受合适的版本控制程序,符合变更。