三菱M70常用参数
- 格式:xls
- 大小:11.50 KB
- 文档页数:2
三菱M70系统绝对位置设置说明三菱M70系统绝对位置设置说明1、参数设定参数号码设定值说明#2217.7 1 绝对位置控制有效#6401.0 1 一开机不須归第一机械原点,就可执行加工程式。
(如未设,执行程式启动时会产生ALARM 1010报警)#2049 2 绝对位置检测方式设为:基准点调整方式注意:设定参数后,需断电重新上电。
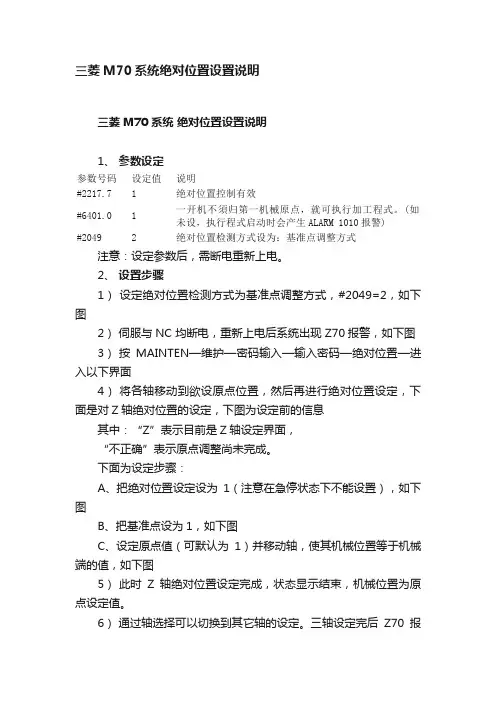
2、设置步骤1)设定绝对位置检测方式为基准点调整方式,#2049=2,如下图2)伺服与NC 均断电,重新上电后系统出现 Z70报警,如下图3)按MAINTEN—维护—密码输入—输入密码—绝对位置—进入以下界面4)将各轴移动到欲设原点位置,然后再进行绝对位置设定,下面是对Z轴绝对位置的设定,下图为设定前的信息其中:“Z”表示目前是Z轴设定界面,“不正确”表示原点调整尚未完成。
下面为设定步骤:A、把绝对位置设定设为1(注意在急停状态下不能设置),如下图B、把基准点设为1,如下图C、设定原点值(可默认为1)并移动轴,使其机械位置等于机械端的值,如下图5)此时Z轴绝对位置设定完成,状态显示结束,机械位置为原点设定值。
6)通过轴选择可以切换到其它轴的设定。
三轴设定完后Z70报警会消失。
7)完成上面步骤后,绝对位置设置即完成,NC再启动即可。
需要下载电子档资料的,请在QQ群文件内下载:736589871往期精选1>FANUC/兄弟/三菱原点设定方法2>三菱M70系统PLC信号地址范围表3>三菱M70系列系统文件的备份和恢复4>三菱M70数控系统截屏功能介绍5>三菱M70系统PLC的输入输出?6>三菱M70系统原点设定方法7>三菱M70系列伺服/主轴报警(S)查询8>三菱M70系列系统报警(Z)查询9>三菱M70系统如何进入PLC界面?10>三菱 FANUC 常用参数对照表11>三菱系统添加第四轴参数表12>美德龙对刀仪使用说明书13>台达圣杰伺服刀库如何设定刀数?14>台达圣杰伺服刀库初始化原点设定15>【资料】FANUC程序传输软件V13.016>三菱伺服放大器内部故障及处理方法17>三菱M70-PLC开关对应信号地址18>FANUC/兄弟/三菱/新代软行程参数19>FANUC 31iA/B 原装DDR四轴安装步骤20>FANUC/兄弟/三菱M70 主轴定位设定21>【资料】三菱M70/M80系列资料下载~22>FANUC 0I系统第四轴参数调试选择我们没有错。
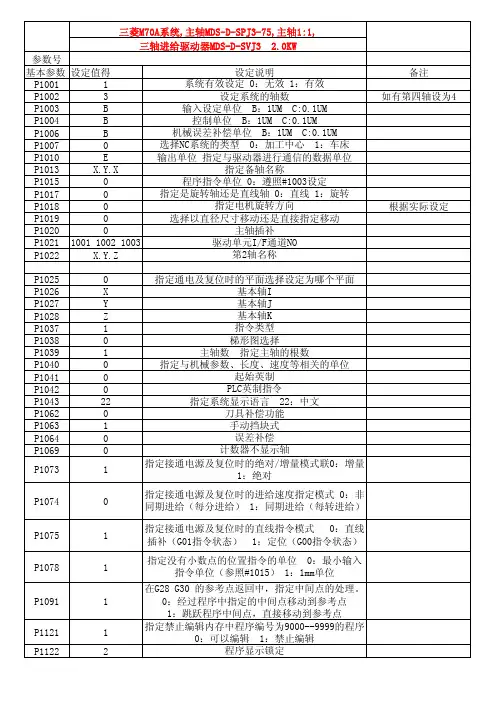
参数号基本参数设定值得备注P10011P10023如有第四轴设为4P1003B P1004B P1006B P10070P1010E P1013X.Y.X P10150P10170P10180根据实际设定P10190P10200P1******* 1002 1003P1022X.Y.Z P10250P1026X P1027Y P1028Z P10371P10380P10391P10400P10410P10420P104322P10620P10631P10640P10690P10731P10740P10751P10781P10911P11211P11222选择NC系统的类型 0:加工中心 1:车床输出单位 指定与驱动器进行通信的数据单位指定没有小数点的位置指令的单位 0:最小输入指令单位(参照#1015) 1:1mm单位指定禁止编辑内存中程序编号为9000--9999的程序0:可以编辑 1:禁止编辑程序显示锁定指定接通电源及复位时的绝对/增量模式联0:增量1:绝对指定接通电源及复位时的进给速度指定模式 0:非同期进给(每分进给) 1:同期进给(每转进给)指定接通电源及复位时的直线指令模式 0:直线插补(G01指令状态) 1:定位(G00指令状态)在G28 G30 的参考点返回中,指定中间点的处理。
0:经过程序中指定的中间点移动到参考点1:跳跃程序中间点,直接移动到参考点误差补偿刀具补偿功能指定与机械参数、长度、速度等相关的单位起始英制PLC英制指令指定系统显示语言 22:中文手动挡块式指定是旋转轴还是直线轴 0:直线 1:旋转指定电机旋转方向选择以直径尺寸移动还是直接指定移动主轴插补驱动单元I/F通道NO第2轴名称指定通电及复位时的平面选择设定为哪个平面计数器不显示轴基本轴I 基本轴J 基本轴K 指令类型梯形图选择主轴数 指定主轴的根数指定备轴名称程序指令单位 0:遵照#1003设定三菱M70A系统,主轴MDS-D-SPJ3-75,主轴1:1,三轴进给驱动器MDS-D-SVJ3 2.0KW设定说明系统有效设定 0:无效 1:有效设定系统的轴数输入设定单位 B:1UM C:0.1UM 控制单位 B:1UM C:0.1UM 机械误差补偿单位 B:1UM C:0.1UMP11481P11490P11510P1155100P1156100P11940P11951P120610000可根据实际情况定P1207150P12080P1209500P12250P122600100000P124000000001轴参数P200116000根据实际情况设定P2*******根据实际情况设定P200321P2004160P2005160P200760P200860P201040P2011根据实际情况设定P2012根据实际情况设定P2013根据实际情况设定P2014根据实际情况设定P2*******P2026200P202910一般与丝杆间距相同P20300P20310P2038P20611P20621P2073根据实际情况设定P2074根据实际情况设定P2075根据实际情况设定P207710P207810设定参考点返回指令中挡块式的快速成进给速度通过挡块检测减速停止后,向参考点的接近速度栅格间隔参考点方向第二参考点M调用宏设定插补前加减速时的切削进给速成度设定插补前加减速时的切削进给时间常数各轴的快速进给速度圆弧半径误差补偿系数,可在-60%到+20%之间增减圆弧半径误差补偿量指定进入圆弧入口/出口时的减速速度G1时间常数(线性)将接通电源时的模态状态设置为高精度控制模式。
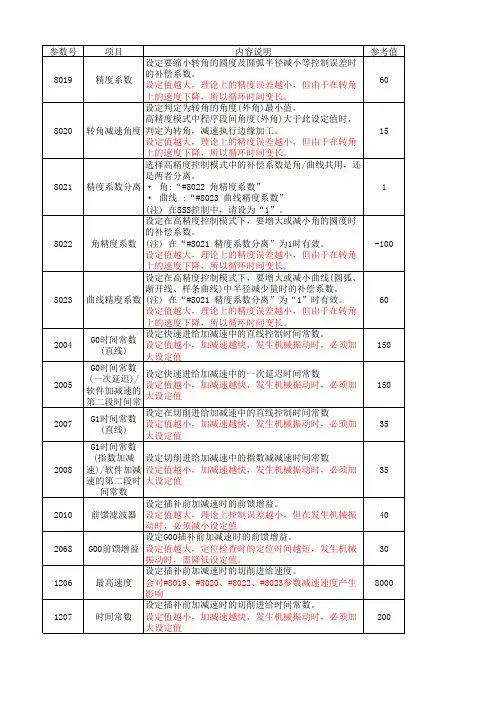
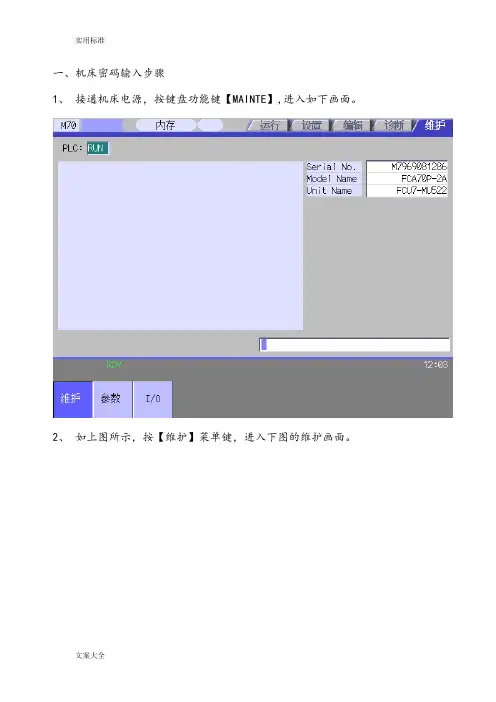
一、机床密码输入步骤1、接通机床电源,按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【维护】菜单键,进入下图的维护画面。
3、按【密码输入】软件,则提示要输入密码,此时在光标处输入“MPARA”并按键盘上【INPUT】键后,即完成了密码输入。
二、参数的搜索与修改1、按键盘功能键【MAINTE】,进入如下画面。
2、如上图所示,按【参数】软件,进入下图所示的参数设置画面3、接上图,选择【参数编号】软键,搜索要修改的参数,并按键盘上的【INPUT】键。
参照下图(以参数8001号为例)三、加工程序的缓存区修改步骤功能简介:自动运转(内存、存储卡)运行时,可以停止程序段,对下一指令进行修正和变更。
另外在不发生错误时,可以不进行NC复位,直接对发生错误的程序段进行修改,然后继续运转。
1、按操作面板上的单节执行键,使程序处于单节执行状态。
按键盘上的【MONITOR】键,并通过菜单扩展键找到如下图所示的画面2、如上图所示,按【PRG修改】软件,进入缓存区修正界面,如下图:3、将光标移动到要修改的程序段,执行相应的修正,修改完成后按【INPUT】键即可。
4、确认程序修改无误后,则可以继续执行以下程序。
四、程序搜索操作步骤功能简介:利用程序搜索功能可以调用内存、串行设备和存储卡中的加工程序。
1、在运转画面中按【搜索】软件键,进入如下搜索画面2、如上所示,选择要执行搜索的装置(存储器、串口或存储卡)。
下面以存储器搜索为例,按存储器软件,出现存储器内的程序,将光标移动要执行的文件名上,按【INPUT】键,即完成对该程序的搜索。
五、程序再搜索操作功能简介:程序再搜索功能是因刀具破损等原因暂时中断加工程序时,搜索到希望继续执行的加工程序段,从该程序段开始继续加工的功能。
1、在运转画面(按【MONITOR】后出现的画面),通过菜单翻页键找到如下所示画面。
2、如上图所示按【在搜索软件】,执行在搜索功能,如下图3、通过文件设定找到需要执行在搜索功能的程序,按键盘上的【INPUT】键后,即找到了上次结束前的程序段。
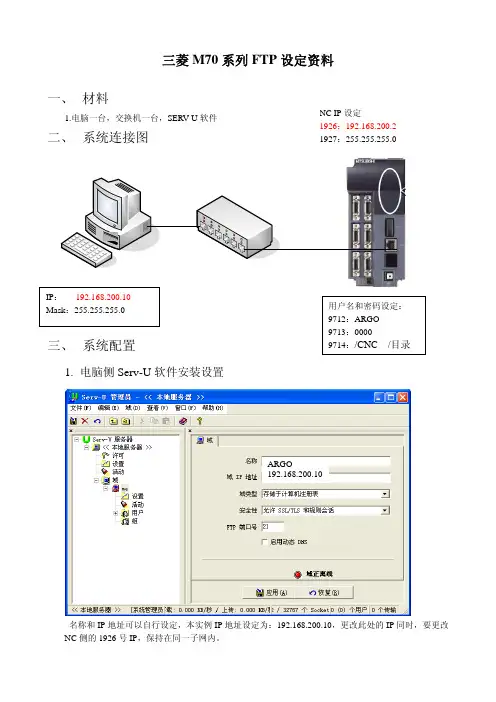
三菱M70系列FTP 设定资料一、 材料NC IP 设定1926:192.168.200.2 1927:255.255.255.01.电脑一台,交换机一台,SERV-U 软件二、 系统连接图192.168.200.10 255.255.255.0 三、 系统配置1. 电脑侧Serv-U 软件安装设置名称和IP 地址可以自行设定,本实例IP 地址设定为:192.168.200.10,更改此处的IP 同时,要更改ARGO192.168.200.102. 建立账户用户名NC和密码,注意,帐户名称必须与NC侧的帐户名和密码一致。
ARGOARGO3. 目录访问设定,按照下面的图示设定。
ARGO四、 NC侧设置1. 参数设置电脑连线RPM1926号的设置同计算机侧的IP设定要在同一个子网内,此处设置为:192.168.200.2 1927:255.255.255.0;1928:0.0.0.0;1929:2000;1930:192.168.200.10;1931:21;注意:1934-1935和11005-11007的设定不要更改。
1934:192.168.100.11935:255.255.255.011005:192.168.100.211006:5555511007:302. 参数设置2在乙太网设置画面里面需要设置以下参数:9711:192.168.200.109712:ARGO *用户名设定,此处的用户名必须跟FTP软件里面设置的相同9713:*密码设定,9714:/CNC *路径设置,同FTP软件里面的路径设置一样。
注意:9711的IP设定跟1930的相同,请不要设置为不同的IP。
五、 备注。
MITSUBISHI M70 ★机床特定操作说明下面所说的“软键”都是指系统显示屏上的按键■ 程序从系统传到CF卡的步骤1、按键盘“MAINTE”健1次或2次直到系统显示屏上出现“I/O”字样的界面2、按“I/O”软键1次3、按“区域切换”软键选择“A装置” 4、按“装置选择”软键再按“存储器”软键再按“文件名”软键再按“接收一览表”软键用上下光标选择目标程序按键盘上“INPUT”健2次这时程序被选定5、按“区域切换”软键选择“B装置” 6、按“装置选择”软键再按“存储卡”软键最后按“转送A→B”软键。
这时程序被传到CF卡上■ 程序从CF传到系统的步骤1、按键盘“MAINTE”健1次或2次直到系统显示屏上出现“I/O”字样的界面2、按“I/O”软键1次3、按“区域切换”软键选择“A装置” 4、按“装置选择”软键再按“存储卡”软键再按“文件名”软键再按“接收一览表”软键用上下光标选择目标程序按键盘上“INPUT”健2次这时程序被选定5、按“区域切换”软键选择“B装置” 6、按“装置选择”软键再按“存储器”软键最后按“转送A→B”软键。
这时程序被传到系统上■ 直接执行CF卡上程序的步骤1、将机床模式选为“自动”方式2、按“搜索”软键再按“存储卡”软键用上下光标健选择目标程序最后按键盘上“INPUT”这时程序被选定其内容显示在系统显示屏上注意①CF卡上程序的命名要符合三菱M70系统的规定否则会出现“搜索错误”报警提示这时按上下光标键可消除该提示②当CF卡从系统取出后被执行的程序随即消失也就是说程序不会被保存到系统的存储器中③程序也可以在“MDI”方式下执行■ DNC在线加工的操作步骤前提系统侧不需要任何设置电脑侧WINPIN软件上的设置如下--- 打开“WINPCIN”软件点击“RS232 Config”选项--- 选择“Text Format”选项--- 将Comm port端口选为“Com 1” Baudrate波特率选为“38400” Parity奇偶校验选为“Even” Data bits数据位选为“7” Stop bits停止位选为“2” --- 点击“Save保存”或点击“Save amp Activate保存和激活”再点击“Back返回” DNC在线加工的操作步骤1、将系统侧机床模式打到“DNC”方式按“循环启动”按钮这时循环启动按钮指示灯被点亮系统侧准备接收电脑侧的程序2、电脑侧点击WINPCIN软件上“Send Data发送数据”选项找到程序后双击程序即可注意①必须为系统侧先按下循环启动按钮后电脑侧才可发送数据否则系统侧接收不到程序②如果系统侧出现“计算机连接错误”请检侧WINPCIN侧的通讯设置是否被激活或系统侧的进给倍率是否为0 ③程序执行完后如果将机床打到其它的方式程序自动消失也就是说程序不会被保存到系统的存储器中■ 系统时间设定1、按键盘“MONITOR”健1次按系统显示屏下方右扩展键“→”1次或2次直到系统显示屏上出现“积分时间”字样的界面2、按系统显示屏下方的“时间设定”软键1次3、根?萏崾旧瓒ā叭掌谑奔浼捌渌 奔洹?■ 打开PLC的步骤1、按键盘“DIAGN”健1次按系统显示屏下方左扩展键“←”1次或2次直到系统显示屏上出现“I/F诊断”字样的界面2、按“模式输出”软键1次输入密码M8050/1按键盘上的“INPUT”键1次3、按键盘上的“F0”键1次进入PLC界面注意若密码设定错误将无法进入PLC界面密码错误的表现就是按键盘上的“F0”键时系统显示屏上无变化。
![2[1].三菱_M70(参数表)](https://uimg.taocdn.com/b27ca2bdc77da26925c5b0bb.webp)
参数号基本参数设定值得备注P10011P10023如有第四轴设为4P1003B P1004B P1006B P10070P1010E P1013X.Y.X P10150P10170P10180根据实际设定P10190P10200P1******* 1002 1003P1022X.Y.Z P10250P1026X P1027Y P1028Z P10371P10380P10391P10400P10410P10420P104322P10620P10631P10640P10690P10731P10740P10751P10781P10911P11211P11222选择NC系统的类型 0:加工中心 1:车床输出单位 指定与驱动器进行通信的数据单位指定没有小数点的位置指令的单位 0:最小输入指令单位(参照#1015) 1:1mm单位指定禁止编辑内存中程序编号为9000--9999的程序0:可以编辑 1:禁止编辑程序显示锁定指定接通电源及复位时的绝对/增量模式联0:增量1:绝对指定接通电源及复位时的进给速度指定模式 0:非同期进给(每分进给) 1:同期进给(每转进给)指定接通电源及复位时的直线指令模式 0:直线插补(G01指令状态) 1:定位(G00指令状态)在G28 G30 的参考点返回中,指定中间点的处理。
0:经过程序中指定的中间点移动到参考点1:跳跃程序中间点,直接移动到参考点误差补偿刀具补偿功能指定与机械参数、长度、速度等相关的单位起始英制PLC英制指令指定系统显示语言 22:中文手动挡块式指定是旋转轴还是直线轴 0:直线 1:旋转指定电机旋转方向选择以直径尺寸移动还是直接指定移动主轴插补驱动单元I/F通道NO第2轴名称指定通电及复位时的平面选择设定为哪个平面计数器不显示轴基本轴I 基本轴J 基本轴K 指令类型梯形图选择主轴数 指定主轴的根数指定备轴名称程序指令单位 0:遵照#1003设定三菱M70A系统,主轴MDS-D-SPJ3-75,主轴1:1,三轴进给驱动器MDS-D-SVJ3 2.0KW设定说明系统有效设定 0:无效 1:有效设定系统的轴数输入设定单位 B:1UM C:0.1UM 控制单位 B:1UM C:0.1UM 机械误差补偿单位 B:1UM C:0.1UMP11481P11490P11510P1155100P1156100P11940P11951P120610000可根据实际情况定P1207150P12080P1209500P12250P122600100000P124000000001轴参数P200116000根据实际情况设定P2*******根据实际情况设定P200321P2004160P2005160P200760P200860P201040P2011根据实际情况设定P2012根据实际情况设定P2013根据实际情况设定P2014根据实际情况设定P2*******P2026200P202910一般与丝杆间距相同P20300P20310P2038P20611P20621P2073根据实际情况设定P2074根据实际情况设定P2075根据实际情况设定P207710P207810设定参考点返回指令中挡块式的快速成进给速度通过挡块检测减速停止后,向参考点的接近速度栅格间隔参考点方向第二参考点M调用宏设定插补前加减速时的切削进给速成度设定插补前加减速时的切削进给时间常数各轴的快速进给速度圆弧半径误差补偿系数,可在-60%到+20%之间增减圆弧半径误差补偿量指定进入圆弧入口/出口时的减速速度G1时间常数(线性)将接通电源时的模态状态设置为高精度控制模式。
三菱M70系统绝对位置设置说明三菱M70系统绝对位置设置说明1、参数设定参数号码设定值说明#2217.7 1 绝对位置控制有效#6401.0 1 一开机不須归第一机械原点,就可执行加工程式。
(如未设,执行程式启动时会产生ALARM 1010报警)#2049 2 绝对位置检测方式设为:基准点调整方式注意:设定参数后,需断电重新上电。
2、设置步骤1)设定绝对位置检测方式为基准点调整方式,#2049=2,如下图2)伺服与NC 均断电,重新上电后系统出现 Z70报警,如下图3)按MAINTEN—维护—密码输入—输入密码—绝对位置—进入以下界面4)将各轴移动到欲设原点位置,然后再进行绝对位置设定,下面是对Z轴绝对位置的设定,下图为设定前的信息其中:“Z”表示目前是Z轴设定界面,“不正确”表示原点调整尚未完成。
下面为设定步骤:A、把绝对位置设定设为1(注意在急停状态下不能设置),如下图B、把基准点设为1,如下图C、设定原点值(可默认为1)并移动轴,使其机械位置等于机械端的值,如下图5)此时Z轴绝对位置设定完成,状态显示结束,机械位置为原点设定值。
6)通过轴选择可以切换到其它轴的设定。
三轴设定完后Z70报警会消失。
7)完成上面步骤后,绝对位置设置即完成,NC再启动即可。
需要下载电子档资料的,请在QQ群文件内下载:736589871往期精选1>FANUC/兄弟/三菱原点设定方法2>三菱M70系统PLC信号地址范围表3>三菱M70系列系统文件的备份和恢复4>三菱M70数控系统截屏功能介绍5>三菱M70系统PLC的输入输出?6>三菱M70系统原点设定方法7>三菱M70系列伺服/主轴报警(S)查询8>三菱M70系列系统报警(Z)查询9>三菱M70系统如何进入PLC界面?10>三菱 FANUC 常用参数对照表11>三菱系统添加第四轴参数表12>美德龙对刀仪使用说明书13>台达圣杰伺服刀库如何设定刀数?14>台达圣杰伺服刀库初始化原点设定15>【资料】FANUC程序传输软件V13.016>三菱伺服放大器内部故障及处理方法17>三菱M70-PLC开关对应信号地址18>FANUC/兄弟/三菱/新代软行程参数19>FANUC 31iA/B 原装DDR四轴安装步骤20>FANUC/兄弟/三菱M70 主轴定位设定21>【资料】三菱M70/M80系列资料下载~22>FANUC 0I系统第四轴参数调试选择我们没有错链接:FANUC小黄机培训介绍。
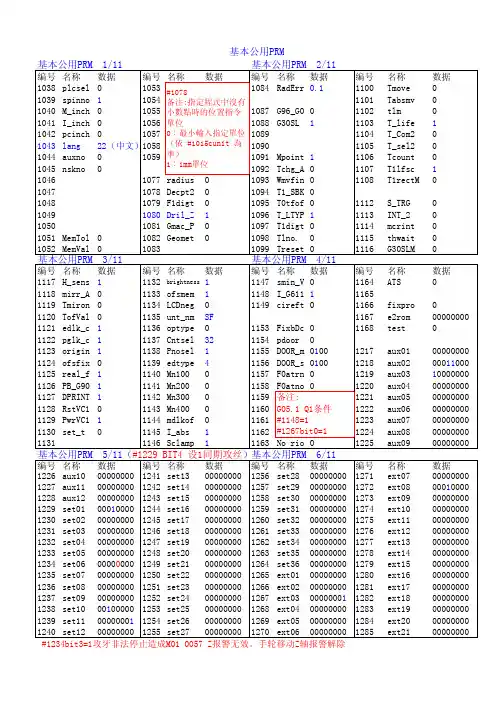
编号名称数据编号名称数据编号名称数据编号名称数据1038plcsel 010531084RadErr 0.11100Tmove 01039spinno 110541101Tabsmv 01040M_inch 010551087G96_G001102tlm 01041I_inch 010561088G30SL 11103T_life 11042pcinch 0105710891104T_Com201043lang 22(中文)105810901105T_sel201044auxno 010591091Mpoint 11106Tcount 01045nskno1092Tchg_A 01107T1lfsc 110461077radius 01093Wmvfin 01108T1rectM 010471078Decpt201094T1_SBK 010481079F1digt 01095T0tfof 01112S_TRG 010491080Dril_Z 11096T_LTYP 11113INT_2010501081Gmac_P 01097T1digt 01114mcrint 01051MemTol 01082Geomet 01098Tlno.01115thwait 01052MemVal 010831099Treset 01116G30SLM 0编号名称数据编号名称数据编号名称数据编号名称数据1117H_sens 11132brightness11147smin_V 01164ATS 01118mirr_A 01133ofsmem 11148I_G611111651119Tmiron 01134LCDneg 01149cireft1166fixpro 01120TofVal 01135unt_nm SF 1167e2rom 000000001121edlk_c 11136optype 01153FixbDc 01168test 01122pglk_c 11137Cntsel 321154pdoor 01123origin 11138Pnosel 11155DOOR_m 01001217aux01000000001124ofsfix 01139edtype 41156DOOR_s 01001218aux02000110001125real_f 11140Mn10001157F0atrn 01219aux03100000001126PB_G9011141Mn20001158F0atno 01220aux04000000001127DPRINT 11142Mn300011591221aux05000000001128RstVC101143Mn400011601222aux06000000001129PwrVC111144mdlkof 011611223aux07000000001130set_t1145I_abs 111621224aux080000000011311146Sclamp11163No rio 01225aux0900000000编号名称数据编号名称数据编号名称数据编号名称数据1226aux10000000001241set13000000001256set28000000001271ext07000000001227aux11000000001242set14000000001257set29000000001272ext08000100001228aux12000000001243set15000000001258set30000000001273ext09000000001229set01000100001244set16000000001259set31000000001274ext10000000001230set02000000001245set17000000001260set32000000001275ext11000000001231set03000000001246set18000000001261set33000000001276ext12000000001232set04000000001247set19000000001262set34000000001277ext13000000001233set05000000001248set20000000001263set35000000001278ext14000000001234set06000000001249set21000000001264set36000000001279ext15000000001235set07000000001250set22000000001265ext01000000001280ext16000000001236set08000000001251set23000000001266ext02000000001281ext17000000001237set09000000001252set24000000001267ext03000000011282ext18000000001238set10001000001253set25000000001268ext04000000001283ext19000000001239set11000000011254set26000000001269ext05000000001284ext20000000001240set12000000001255set27000000001270ext06000000001285ext2100000000备注:G05.1 Q1条件#1148=1#1267bit0=1基本公用PRM 5/11(#1229 BIT4 设1同期攻丝)基本公用PRM 6/11#1234bit3=1攻牙非法停止造成M01 0057 Z报警无效。
三菱M70四轴调试三菱M70四轴安装放大器:MDS-D-SVJ3-10 马达型号:HF104 1:放大器的旋钮开关(SW1):X?0 Y?1 Z?2 4轴?3 主轴?4 注:3合一的放大器:4轴?42(参数设置:(先输入参数修改密码:MPARA) 1)基本规格参数:#1002:控制轴数,设4,NC?OFF?ON,出现第四轴参数 #1013:轴名称,设定根据客户需要(A or B) #1015:指令定位,设10#1017:轴的类型,设1为旋转轴#1018:马达的旋转方向,设0 OR 1 #1063:回原点的方式,设1为挡块式回原点。
2)伺服参数设置:#2225:马达型号和编码器的设置,HF-54 设2203 ;HF-104设 2204; HF-154 设2204; HF-204设 2205; #2236:电源型号的设定:a:使用内阻的时候设1000b:用一根200W26Ω的泄放电阻时设1200 c:用3根并联的时候设16003)原点复归参数#2025: 4000 G0的速度#2026: 200 G28的速度#2029: 参考计数容量(螺距)#2030:0 正向回原点4)加工参数设置#8202:设1软体极限无效#8203:设0过行程检查取消#8204:设1过行程负值#8205:设1过行程正值以上参数要设,否则4轴加工旋转角度超过360度有出过行程的报警3(其它的相关参数,依照转台说明书设定。
4(相关的辅助参数调整说明:a: 产生振动的时候;#2205速度环增益 90~200?#2237负载惯量 150?#2238机械共振滤波器 200~800#2246第二滤波器中心频率200#2233第二滤波器滤波深度32b:相关的FSSB的设定:#1021驱动I/通道的编号:4轴设1004(3合1的驱动设1005) #3031主轴的I/F通道编号:设1005(3合1的驱动设1001) 以上的通道编号设定错误的话会有报警,通常要看看是不是有使用了同一个通道编号。
参数号基本参数设定值得备注P10011P10023如有第四轴设为4P1003B P1004B P1006B P10070P1010E P1013X .Y .X P10150P10170P10180根据实际设定P10190P10200P10211001 1002 1003P1022X .Y .Z P10250P 1026X P 1027Y P 1028Z P 10371P 10380P 10391P 10400P 10410P 10420P 104322P 10620P 10631P 10640P 10690P 10731P 10740P 10751P 10781P 10911P 11211P 11222选择N C 系统的类型 0�加工中心 1�车床输出单位 指定与驱动器进行通信的数据单位指定没有小数点的位置指令的单位 0�最小输入指令单位�参照#1015� 1�1m m 单位指定禁止编辑内存中程序编号为9000--9999的程序0�可以编辑 1�禁止编辑程序显示锁定指定接通电源及复位时的绝对/增量模式联0�增量1�绝对指定接通电源及复位时的进给速度指定模式 0�非同期进给�每分进给� 1�同期进给�每转进给�指定接通电源及复位时的直线指令模式 0�直线插补�G 01指令状态� 1�定位�G 00指令状态�在G 28 G 30 的参考点返回中�指定中间点的处理。
0�经过程序中指定的中间点移动到参考点1�跳跃程序中间点�直接移动到参考点误差补偿刀具补偿功能指定与机械参数、长度、速度等相关的单位起始英制P L C 英制指令指定系统显示语言 22�中文手动挡块式指定是旋转轴还是直线轴 0�直线 1�旋转指定电机旋转方向选择以直径尺寸移动还是直接指定移动主轴插补驱动单元I /F 通道N O 第2轴名称指定通电及复位时的平面选择设定为哪个平面计数器不显示轴基本轴I 基本轴J 基本轴K 指令类型梯形图选择主轴数 指定主轴的根数指定备轴名称程序指令单位 0�遵照#1003设定三菱M 70A 系统,主轴M D S -D -S P J 3-75,主轴1:1,三轴进给驱动器M D S -D -S V J 3 2.0K W 设定说明系统有效设定 0�无效 1�有效设定系统的轴数输入设定单位 B �1U M C :0.1U M 控制单位 B �1U M C :0.1U M 机械误差补偿单位 B �1U M C :0.1U MP11481P 11490P 11510P 1155100P 1156100P 11940P 11951P 120610000可根据实际情况定P 1207150P 12080P 1209500P 12250P 122600100000P 124000000001轴参数P200116000根据实际情况设定P20028000根据实际情况设定P200321P2004160P2005160P200760P200860P201040P2011根据实际情况设定P 2012根据实际情况设定P 2013根据实际情况设定P 2014根据实际情况设定P20254000P2026200P202910一般与丝杆间距相同P20300P20310P 2038P 20611P 20621P 2073根据实际情况设定P 2074根据实际情况设定P 2075根据实际情况设定P 207710P 207810设定参考点返回指令中挡块式的快速成进给速度通过挡块检测减速停止后,向参考点的接近速度栅格间隔参考点方向第二参考点M调用宏设定插补前加减速时的切削进给速成度设定插补前加减速时的切削进给时间常数各轴的快速进给速度圆弧半径误差补偿系数,可在-60%到+20%之间增减圆弧半径误差补偿量指定进入圆弧入口/出口时的减速速度G 1时间常数(线性)将接通电源时的模态状态设置为高精度控制模式。
M70网络设置范例
一、范例内容:
1、NC IP 地址:192.168.0.99
2、PC IP 地址:192.168.0.4
3、PC 目录:C:\CNC (注:共享目录应建立在C盘中)
二、NC侧设置如下:
1、设置NC侧IP参数;
2、设置PC侧及用户参数
三、设置PC机IP及网络:
1、注意计算机本身的防火墙最好是关掉;
2、杀毒软件,包括WINDOWS自带的防火墙对其端口等一些都有默认设置关闭;
3、设置IP地址:
4、按照硬件进行连接后,用PING 来PING一下网路是否会通,如下图:假设机台的IP为192.168.0.154
PING 完,通了如下图:(这是连机的基础)
如果不通则是:
四、设置SERV-U
1、设置DOMAINS=“NC”
2、设置USER=NC;
注:其中C:\CNC的文件夹为共享(可读写);
3、设置USER的文件夹属性:
4、设置安全性:
5、连接SERV_U:
五、IO连接测试:
Vconx 20080603。
8078
1302
8112
8157
1025
1075
8931
显示加工座标刀具补偿长度补偿主轴转速等相关参数1025
1073
1085
11,711,172
1010
1070
1040
1043
1077
2001
2011
2012
2049
2050
3201
13026
31081148I_G611 初始高精度将通电时的模态状态设置为高精度控制模
G1BACK间隙选择绝对位置的原点对准方式。
设定基准点对准方式中,机械基准位置的前一栅格点(检测器设定主轴定向转速。
设定电机的最高转速。
实际电机速度超过设定的最高速度时,输出过速度报警。
ori_sft 定向就位偏移量
轴取出是否有效公英制转换语言选择半径直径选择G0速度G0BACK间隙初始G00I-PLANE 初始平面选择G17等开机或者复位后是增量设定模式还是绝对模式空运行时是否以G0速度运行设定同期攻丝返回的倍率值。
指定对伺服发出指令的单位。
标准值为“E”。
M70系统常用参数
屏幕保护时间参数自动重开有效G4P带不带小数点半径补偿类型加工平面选择
锂电池型号ER6V、3.6V。
东芝。
⽇本三菱M70攻丝调整⽬录⼀、前⾔ (1)1、同期攻丝概述 (1)2、同期攻丝循环指令及动作 (1)1)、指令格式: (1)2)、指令动作: (1)3)、动作说明: (2)3、电⽓攻丝精度 (3)⼆、同期攻丝调整步骤 (4)1、调整前准备 (4)2、同期攻丝调整 (4)1)、相关参数 (4)2)、重要参数设定要求 (5)3)、同期攻丝加减速调整 (5)4)、查看误差值及波形图的⽅法 (8)三、各类攻丝误差波形测定实例 (12)Ⅰ、主轴旋转极性为相反的波形: (12)Ⅱ、攻丝时间常数过短(#3017=30),在主轴速度上升沿误差变⼤的波形: (12)Ⅲ、Z轴加⼊了背隙补偿过⼤的波形:(#2012=20) (13)Ⅳ、Z轴加⼊了螺距误差补偿: (13)Ⅴ、同期攻丝时位置环增益降低的波形:(PGN=5) (14)Ⅵ、主轴与Z轴的位置环增益(或是齿轮⽐)不同的波形:(#2017=15,#13002=33) (14)四、攻丝调整实例 (15)五、其他影响同期攻丝的因素 (18)1、机械精度⽅⾯ (18)2、设定合适的切削速度 (18)3、选择合适的丝锥 (18)4、选择合适的切削油 (18)5、合适的孔底直径 (18)同期攻丝调整及案例⼀、前⾔1.同期攻丝概述1).同期攻丝是通过控制伺服和主轴的同步的攻丝⽅式。
这种⽅式省去了浮动丝锥,能够提⾼攻丝的精度和效率。
2).⽬前三菱的CNC系统都具有主轴同期攻丝的功能,但是⼀定要使⽤伺服主轴;如果采⽤了变频器+模拟主轴的搭配⽅式,则同期攻丝功能不可以实现。
3).三菱的同期攻丝有:同期攻丝循环,啄式攻丝循环和深孔攻丝循环。
在这次介绍的是同期攻丝循环的调试。
2.同期攻丝循环指令及动作1)、指令格式:2)、指令动作:3)、动作说明:①Z轴以G0定位到初始点②开始执⾏G84同期攻丝指令(以快移的⽅式移动到R点)③到达R点以后主轴开始实施位置控制④主轴和Z轴同期进给进⾏螺纹切削⑤到达孔底后丝锥在孔底停留,然后回退到R点⑦Z轴以快移的⽅式回到初始点,攻丝循环结束⑥丝锥回退到R点,主轴位置控制结束3.电⽓攻丝精度攻丝的精度需要确保机械精度与电⽓精度。
8078
1302
8112
8157
1025
10758931显示加工
座标刀具
补偿长度
补偿主轴
转速等相
关参数
10251073108511,711,172
1010
1070
1040
1043
1077
2001
2011
2012
2049
2050
3201
13026
31081148I_G611 初始高精度将通电时的模态状态设置为高精度控制模
G1BACK间隙选择绝对位置的原点对准方式。
设定基准点对准方式中,机械基准位置的前一栅格点(检测器设定主轴定向转速。
设定电机的最高转速。
实际电机速度超过设定的最高速度时,输出过速度报警。
ori_sft 定向就位偏移量
轴取出是否有效公英制转换语言选择半径直径选择G0速度G0BACK间隙初始G00
I-PLANE 初始平面选择G17等
开机或者复位后是增量设定模式还是绝对模式空运行时是否以G0速度运行
设定同期攻丝返回的倍率值。
设定为“0”时, 100%运转。
指定对伺服发出指令的单位。
标准值为“E”。
M70系统常用参数
屏幕保护时间参数自动重开有效G4P带不带小数点半径补偿类型加工平面选择
锂电池型号ER6V、3.6V。
东芝。