太阳能光伏组件用减反射膜玻璃认证规则
- 格式:pdf
- 大小:340.38 KB
- 文档页数:9
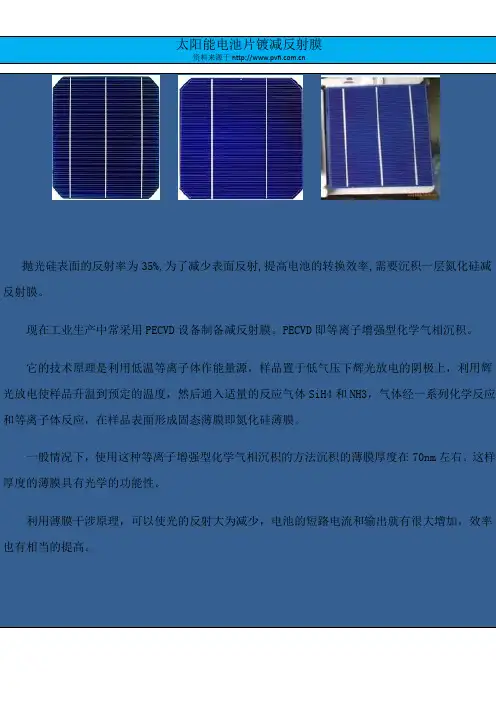
抛光硅表面的反射率为35%,为了减少表面反射,提高电池的转换效率,需要沉积一层氮化硅减反射膜。
现在工业生产中常采用PECVD设备制备减反射膜。
PECVD即等离子增强型化学气相沉积。
它的技术原理是利用低温等离子体作能量源,样品置于低气压下辉光放电的阴极上,利用辉光放电使样品升温到预定的温度,然后通入适量的反应气体SiH4和NH3,气体经一系列化学反应和等离子体反应,在样品表面形成固态薄膜即氮化硅薄膜。
一般情况下,使用这种等离子增强型化学气相沉积的方法沉积的薄膜厚度在70nm左右。
这样厚度的薄膜具有光学的功能性。
利用薄膜干涉原理,可以使光的反射大为减少,电池的短路电流和输出就有很大增加,效率也有相当的提高。
太阳能电池用光伏玻璃减反射膜性能研究通过模拟车间组件制作环境,对不同类型的镀膜玻璃的透光率衰减进行了研究分析。
采用X 涉嫌光电子能谱(XPS)和椭偏仪等手段对多孔SiO2减反射膜层进行了表征。
结果表明,镀膜玻璃初期表面预衰减主要和膜层的微观折射率和孔隙率有关,折射率越小,孔隙率越大,则越容易吸附微小颗粒,从而导致膜层表面孔口堵塞,折射率增加,减反效果降低,透光率下降。
关键词:镀膜玻璃;SiO2;折射率;孔隙率;透光率随着全球人口增长和经济的快速发展,能源紧张和环境污染日益严重。
而太阳能是取之不尽用之不竭的清洁可再生能源。
因此研究太阳能对解决能源危机和环境保护,对人类的可持续发展具有重要意义。
目前90%的以上的太阳能电池都是晶硅太阳能电池,其封装制作组件的效率在15%-17%。
而晶体硅太阳能电池的极限理论效率为34%,在现有工艺水平的基础上进一步提高太阳能电池效率的成本较高。
如果能够提高封装组件对太阳光的利用率,则可以以较低的成本获得组件系统较高的发电量。
在光伏盖板玻璃表面镀制减反射膜就是一种成本低廉,有效利用光能的途径。
在纳米多孔SiO2膜膜层设计过程中,通过增加孔隙率,以得到接近1.23[1]理论折射率的膜层,从而获得最佳的减反射效果。
但是孔隙率过高,膜层容易在短期内吸附外界环境中的微小颗粒物质,从而造成孔口堵塞,折射率反而增加,透光率衰减严重。
本文旨在研究镀膜层不同光学参数对镀膜玻璃透光率衰减的影响,从而筛选出具有高效减反,低衰减的镀膜玻璃。
1 实验部分1.1 实验材料镀膜玻璃防霉隔离纸硅胶1.2 镀膜玻璃实验样品制备层压实验:在镀膜玻璃表面垫上一层防霉纸,在层压机上进行层压。
约15min后取出镀膜玻璃样品。
并用去离子水擦拭玻璃表面。
固化实验:将镀膜玻璃置于正在硅胶固化中的组件之间。
6小时后取出样品。
并用去离子水擦拭玻璃表面。
1.3 镀膜玻璃表征采用奥博泰GST-3,在380-1100nm波段上,对实验前后的镀膜玻璃进行透光率测试。
光伏太阳能减反射镀膜玻璃的制备夏善慧陈汉舟王怡馨李恭昌(中建材(合肥)新能源有限公司合肥230088)摘要酸性条件下,以正硅酸乙酯为主要原材料,通过溶胶凝胶法引入不同长度桥联基团的有机硅氧烷调节SiO2粒子中的孔径大小和膜层脆性,利用氨基树脂与S1O2粒子交联形成立体网状结构,制备性能稳定的S1O2减反射镀膜液。
再利用辐涂法将镀膜液涂覆于光伏玻璃表面,制成的光伏太阳能减反射镀膜玻璃的透过率最高可达94.52%,380-1100nrn波段平均透过率增益高达2.6%,硬度4H,具有较好的光学性能及优异的耐候性。
关键词减反射镀膜玻璃;中。
2薄膜;透过率;硬度中图分类号:TQ171文献标识码:A文章编号:1003-1987(2021)06-0057-04The Preparation of Photovoltaic Solar Anti-reflection Coated GlassXIA Shanhui,CHEN Hanzhou,WANG Yixin,LI Gongchang(CNBM(Hefei)New Energy Resources Co.,Ltd.,H吸i230088,China)Abstract:The SiO?anti-reflection coating solution with stable performance takes tetraethyl orthosilicate as the main material,siloxanes with different lengths bridging groups were introduced by the sol-gel technics in acidic conditions,to adjust the pore size of SiO?particles and film brittleness, the amino resin was crosslinked with SiO?particles to form a three-dimensional network structure.The solution was coated on the surface of photovoltaic glass by roller coating method.The transmittance of the photovoltaic coated glass is up to94.52%,the average transmittance gain in the380-1100nm band is as high as2.6%,and the pencil hardness reaches4H,good optical properties and excellent weatherresistance are obtained.Key Words:anti-reflection coated glass,SiO?thin film,transmittance,hardness0引言光伏玻璃作为太阳能电池表面的保护层,是光伏组件的重要辅材之一[⑵,但是由于玻璃表面会反射一部分太阳光,导致电池的发电功率下降。
工程科技与产业发展科技经济导刊 2016.30期减反射膜玻璃对光伏组件光增益的分析李沛凝(山东省泰安第一中学 山东 泰安 271000)我们的研究过程中提出相关的一些定论以及研究方式与成果,利用现在多功能的发电组织将其中的反射以及折射功能进行发挥,并且还模拟了相关的电池表面进行试验,在实际的电池使用过程中其中的电池使用率并没有试验中的效果,所以需要采用反射性的非镜面进行反射。
1 晶体硅一样能电池板中的减反射特点在我们现实的生活中对于太阳能电池比较熟悉,并且在我们生活中随处可见。
随着现在的资源的紧缺情况越来越严重,我们开始研发新的使用能源,太阳能就是其中的一种,我们经常接触的太阳能的体现主要就是太阳能电池。
同时太阳能电池中的电池板也是我国社会研究发展的一部分,主要的原理是根据太阳能电池板的特点逐渐的提升光能逐渐的转换,主要的措施就是降低太阳能电池中的电池组件以及对于光的反射率,尽最大的程度利用太阳能的能量。
本文根据相关的太阳能发项目中所采用的研究方式以及先进的技术对减反射膜进行研究分析,利用现在的教学知识进行简单的介绍说明。
1.1减反射的特点减反射的研究计算主要的目的是为了更好的提升太阳能电池使用的寿命,利用方式主要是将晶体硅片的表面制作成绒面,这样就可以利用绒面的特点加大在电池使用期间对于光的反射以及折射,不断的增加电池对于光的吸收率,加强太阳能电池使用的寿命。
相比较光滑的电池表面,绒面的电池是表面在使用期间会减小反射的损失,在进行绒面制作之前需要计算使用之前与使用之后对于光的反射面积以及反射率。
经常使用的单晶硅片制作的绒面其实是使用一种特殊的化学腐蚀剂将其表面进行腐蚀,在腐蚀之后就会形成一种比较小的四面锥形的结构,同称这样的结构是金字塔形式。
在经常使用的多多晶硅分布上比较随意,并且经过侵蚀之后就会出现一些不规则的结构,经过多次的反射改变其中光纤的照射方向,这样可以延长使用的寿命,加强对外红外线的吸收与发散。
0 引言太阳能电池组件置于外界环境使用过程中会在光伏玻璃表面沉积灰尘,同时还会沾染大气污染物中的有机物和天空飞鸟的排泄物等形成脏污,从而影响光线的透过率、降低光伏电池的转换效率。
目前,光伏组件基本上全部使用了镀有减反射膜的光伏玻璃,减反射膜层为多孔纳米SiO2结构,有较大的孔隙率,与未镀膜相比更容易吸附空气中的污染物。
TiO2膜具有光催化作用,在紫外光的照射下能够将表面的有机物分解为低分子量的二氧化碳和水,从而表面表现出超亲水性,兼配雨水的冲刷就可以达到自清洁的效果,因而TiO2膜被广泛应用于自清洁玻璃上。
在减反膜上镀一层自洁膜,不仅能达到增加透光率的作用,同时又能起到提高光伏组件效率、节省劳动力成本的目的。
致密TiO2膜的折射率约为2.2,多孔SiO2减反膜的折射约为1.30,光伏玻璃的折射为1.52,如果TiO2膜较厚则会削弱SiO2减反膜的增透效果,只有TiO2膜的厚度小于10 nm时才对减反射玻璃的透过率影响较小,但TiO2膜越薄光催化效果越小。
使用多孔结构可以降低TiO2膜的折射率,在不影响减反射效果的情况下能够增加TiO2自洁膜的厚度,提高自洁膜的光催化效果。
本研究以光伏玻璃为基底,利用SiO2减反膜和多孔TiO2膜在光伏玻璃绒面制备了双层膜,研究了双层膜的制备工艺及膜层厚度对光学性能和光催化性能的影响,膜层结构如图1所示。
图1 膜层结构示意图1 实验和分析1.1 实验仪器与试剂本实验采用的实验仪器有:J. A. Woollam Co.公司的Alpha-SE椭偏仪、日本日立公司的场发射扫描电子显微镜、奥博泰GST3光谱透射比测试设备、日本岛津Uvmini-1240紫外可见光分光光度计、自制光催化试验装置、自制提拉镀膜装置、马弗炉;试剂和前驱液采用:D公司减反射膜液、A公司自清洁膜液、阿拉丁甲基蓝;基底为安彩高科生产的光伏玻璃。
1.2 SiO2/TiO2膜的光学常数测量利用自制提拉镀膜装置在玻璃表面分别涂减反射膜和自洁膜,固化后用椭偏仪测试获得两种膜层的光学常数。
光伏减反玻璃简介及其标准近年来随着现代科技水平快速提高,古老而传统的玻璃行业焕发新生,各种具备独特功能的玻璃产品纷纷问世。
想要了解光伏减反射玻璃具有什么与众不同的特点,以及太阳能光伏玻璃的标准是什么,读完文章就知道了。
光伏减反玻璃是什么就是指镀膜玻璃。
镀膜玻璃是在玻璃表面涂镀一层或多层金属、合金或金属化合物薄膜,以转变玻璃的光学性能,满意某种特定要求。
镀膜玻璃按产品的不同特性,可分为以下几类:热反射玻璃、低辐射玻璃(Low-E)、导电膜玻璃等。
热反射玻璃一般是在玻璃表面镀一层或多层诸如铬、钛或不锈钢等金属或其化合物组成的薄膜,使产品呈丰富的颜色,对于可见光有适当的透射率,对红外线有较高的反射率,对紫外线有较高汲取率,因此,也称为阳光掌握玻璃,主要用于建筑和玻璃幕墙;低辐射玻璃是在玻璃表面镀由多层银、铜或锡等金属或其化合物组成的薄膜系,产品对可见光有较高的透射率,对红外线有很高的反射率,具有良好的隔热性能,主要用于建筑和汽车、船舶等交通工具,由于膜层强度较差,一般都制成中空玻璃使用;导电膜玻璃是在玻璃表面涂敷氧化铟锡等导电薄膜,可用于玻璃的加热、除霜、除雾以及用作液晶显示屏等。
太阳能光伏玻璃标准是什么钢化玻璃,采纳低铁钢化绒面玻璃(又称为白玻璃),现在光伏业中用的较多的是厚度3.2mm0.3mm的一般规格;钢化性能符合国标:GB9963-88,或者封装后的组件抗冲击性能达到国标 GB9535-88 地面用硅太阳电池组件环境试验方法中规定的性能指标;一般状况下,透光率应高于90%;在太阳电池光谱响应的波长范围内(320-1100nm)透光率达91%以上,对于大于1200 nm的红外光有较高的反射率。
此玻璃同时能耐太阳紫外光线的辐射,透光率不下降。
玻璃通过或符合国家标准GB/T 9963-1998和GB 2828-87。
光伏玻璃有许多种,可以查看一些这方面的资料,例如建筑材料方面的国标什么的。
宁波市鑫友光伏有限公司太阳能组件原材料检验标准此检验标准作为太阳能组件原材料的验收规范1. 电池片类:1.1 外观检验:在同一方向,同一角度用肉眼观察电池片表面颜色,应呈褐色、无水痕、手印,电极图形清晰,完整,无断线,背面铝电极完整,无明显凸起的铝珠,尺寸符合规定的要求。
1.2电池片受光面不规则缺损处面积小于1mm2数量不能超过2个,电池片边缘缺角面积小于1mm2,数量不能超过2个;电池片上不允许出现肉眼可见裂纹,正放电池片于工作台上,用塞尺测量电池的弯曲度,弯曲度不能超过0.75mm.。
1.3 电池片的电性能检验在常温下用“模拟太阳能标准电池片测试系统”进行测试,根据测试的最大功率Pm的参数按要求进行分档放置并标示清楚。
1.4 电池片外观,电性能100%检验,电池片存储条件:通风,干燥,相对湿度小于60%,环境温度25℃±2,单组独存放,存放期限6个月。
2. 钢化玻璃类:2.1外观检验:采用低铁钢化玻璃(又称为白玻璃)的标准厚度为3.2㎜,允许偏差±0.2㎜,长*宽的尺寸要符合相应定单的技术文件要求,允许偏差±0.5㎜,两对角线的尺寸应相等,允许偏差0.7㎜。
2.2 钢化玻璃允许每米边上有长度不超过1㎜,自玻璃边缘向玻璃板表面延伸度不超过1㎜,自板面向玻璃另一面延伸不超过三分之一的爆边,钢化玻璃上不允许有长度大于1㎜的集中气泡,对于长度小于1㎜的气泡,每平方米不能超过6个,钢化玻璃不允许有结石,裂纹缺角的情况发生。
2.3钢化玻璃表面允许有每平方米的宽度小于0.1㎜,长度小于50㎜的划伤数量不多于4条,每平方米的宽度0.1至0.5㎜,长度小于50mm划伤不超过1条,钢化玻璃不允许有波形弯曲现象,弓形弯曲不允许超过0.2%。
2.4钢化玻璃表面要清洁无水疱,不得有裸手触摸过的痕迹,在太阳电池片光谱响应的波长范围在(320-1100nm)钢化玻璃的透明率达90%以上,对于大于1200nm的红外光有较高反射率,同时能耐太阳紫外光线的辐射并且透光率不下降。

太阳能电池表面减反膜1.减反射膜材料目前晶体硅光伏电池使用的减反射膜材料是氮化硅,采用等离子增强化学气相淀积技术,使氨气和硅烷离子化,沉积在硅片的表面,具有较高的折射率,能起到较好的减反射效果。
早期的光伏电池采用二氧化硅和二氧化钛膜作为减反射层。
2.减反射膜厚度的取值减反射膜又称增透膜,它的主要功能是减少或消除透镜、棱镜、平面镜等光学表面的反射光,从而增加这些元件的透光量,减少或消除系统的杂散光。
最简单的增透膜是单层膜,它是镀在光学零件光学表面上的一层折射率较低的薄膜。
如果膜层的光学厚度是某一波长的四分之一,相邻两束光的光程差恰好为π,即振动方向相反,叠加的结果使光学表面对该波长的反射光减少。
适当选择膜层折射率,这时光学表面的反射光可以完全消除。
一般情况下,采用单层增透膜很难达到理想的增透效果,为了在单波长实现零反射,或在较宽的光谱区达到好的增透效果,往往采用双层、三层甚至更多层数的减反射膜。
减反射膜是应用最广、产量最大的一种光学薄膜,因此,它至今仍是光学薄膜技术中重要的研究课题,研究的重点是寻找新材料,设计新膜系,改进淀积工艺,使之用最少的层数,最简单、最稳定的工艺,获得尽可能高的成品率,达到最理想的效果。
对激光薄膜来说,减反射膜是激光损伤的薄弱环节,如何提高它的破坏强度,也是人们最关心的问题之一。
3.主要方法减反射膜的设计直接影响着太阳电池对入射光的反射率,对太阳电池效率的提高起着非常重要的作用。
目前主要采用两种方法:(1) 将电池表面腐蚀成绒面,增加光在电池表面的入射次数。
(2) 在电池表面镀一层或多层光学性质匹配的(SiO2、SnO2、TiO2、SiN x、SiC x 等)。
4.设计原理在进行减反射膜的设计时,为简化计算,我们通常要作如下假定:(1) 薄膜在光学上是各向同性介质对于电介质,其特性可用折射率n表征,且为实数;对于金属和半导体,其特性可用复折射率N=n-i k来表征,k为消光系数。
太阳能光伏组件用减反射膜玻璃产品 8省市抽查合格率93%
作者:暂无
来源:《中国质量技术监督》 2016年第8期
文/张凡
抽查范围
国家质检总局近日对太阳能光伏组件用减反射膜玻璃产品质量进行了国家监督抽查,共抽
查了天津、江苏、浙江、安徽、福建、河南、广东、陕西等8个省、直辖市30家企业生产的
30批次太阳能光伏组件用减反射膜玻璃产品。
抽查依据
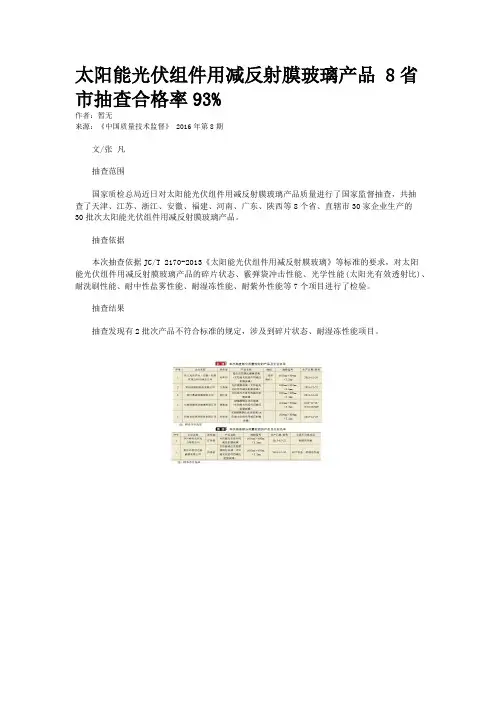
本次抽查依据JC/T 2170-2013《太阳能光伏组件用减反射膜玻璃》等标准的要求,对太阳
能光伏组件用减反射膜玻璃产品的碎片状态、霰弹袋冲击性能、光学性能(太阳光有效透射比)、耐洗刷性能、耐中性盐雾性能、耐湿冻性能、耐紫外性能等7个项目进行了检验。
抽查结果
抽查发现有2批次产品不符合标准的规定,涉及到碎片状态、耐湿冻性能项目。
太阳能电池用玻璃国标
首先,从产品质量角度来看,太阳能电池用玻璃国标通常会规
定玻璃的透光率、抗压强度、耐候性等指标,以确保玻璃能够在不
同环境条件下保持稳定的性能,提高太阳能电池板的发电效率和使
用寿命。
其次,安全性能是太阳能电池用玻璃国标关注的重要方面之一。
玻璃作为太阳能电池板的覆盖材料,需要具备一定的抗冲击、抗风
压等性能,以确保在恶劣天气或外力作用下不易破裂,从而保障电
池板的安全可靠运行。
另外,环保要求也是当前太阳能电池用玻璃国标考虑的重点之一。
这些标准通常会规定玻璃产品的生产过程中对环境的影响、玻
璃本身的可回收性等要求,以确保生产和使用太阳能电池用玻璃的
过程对环境影响较小,符合可持续发展的要求。
总的来说,太阳能电池用玻璃国标是为了规范太阳能电池板生
产和使用过程中对玻璃产品的质量、安全性能和环保要求,以推动
太阳能产业的健康发展,促进清洁能源的利用和环境保护。
希望这
些信息能够对你有所帮助。
2.7 专利技术:1、双面太阳能光伏玻璃增透减反膜太阳能光伏玻璃增加光电转换的制作方法,其特征在于该方法采用溶胶凝胶过程,以硅酸乙酯为主原料,以盐酸为催化剂,制备镀膜液,采用提拉或旋转镀膜法,在太阳能光伏玻璃表面镀上复合膜系,经高温固化后在太阳能光伏玻璃表面制成复合增透减反膜。
膜系厚度在20-50 nm。
其制作方法为:第一步,硅酸乙酯为主原料,以盐酸为催化剂,制备镀膜液;第二步,将太阳能光伏玻璃进行清洗和钢化处理,第三步,将钢化后的太阳能光伏玻璃进行再次清洗,然后采用提拉或者旋转法将镀膜液均匀的镀到玻璃表面;第四步,将镀膜后的玻璃放入烘干箱中固化。
固化温度温度为350度。
特点:膜系具有强的附着力,与膜系不宜脱落和划伤;制作方法简单,成本低。
2、太阳能光伏玻璃增透和自洁复合膜太阳能光伏玻璃增加光电转换的制作方法,其特征在于该方法采用溶胶凝胶过程和化学气相沉积法制作过程,以硅酸乙酯为主原料,以盐酸为催化剂,制备镀膜液,采用提拉或旋转镀膜法和以四异丙醇钛为主原料,以高纯氮气为载气,制备镀膜气体,采用化学气相沉积法,在太阳能光伏玻璃表面镀上复合膜系,经高温固化后在太阳能光伏玻璃表面制成复合增透和自洁膜。
膜系厚度在50-100 nm。
其制作方法为:第一步,硅酸乙酯为主原料,以盐酸为催化剂,制备镀膜液;第二步,将太阳能光伏玻璃进行清洗和钢化处理,第三步,将钢化后的太阳能光伏玻璃进行再次清洗,然后采用提拉或者旋转法将镀膜液均匀的镀到玻璃表面;第四步,将镀膜后的玻璃放入烘干箱中固化;固化温度温度为350度。
第五步,四异丙醇钛为主原料,以高纯氮气为载气,制备镀膜气体;然后采用化学气相沉积法均匀的喷射到玻璃表面;第六步,将镀膜后的玻璃加热和与氧气反应分解,从而得到复合增透和自洁膜。
加热温度400度特点:膜系具有强的附着力,与膜系不宜脱落和划伤;制作方法简单,成本低。
3、太阳能光伏玻璃光催化自洁膜太阳能光伏玻璃增加光催化自洁的制作方法,其特征在于该方法采用化学气相沉积法制作过程,以四异丙醇钛为主原料,以高纯氮气为载气,制备镀膜气体,采用化学气相沉积法,在太阳能光伏玻璃表面镀上光催化自洁膜系,经高温固化和氧气反应后在太阳能光伏玻璃表面制成复合光催化自洁膜。
中国建材检验认证集团股份有限公司实施规则太阳能光伏组件用减反射膜玻璃“领跑者”认证实施规则CTC/TVg-OP20/1.0受控标识:编制:卜聪审核:认证技术委员会批准:马振珠发布日期:2017年04月10日实施日期:2017年04月10日文件修订情况修订次数 修订日期 修订内容 修订人 审核人 批准人1.适用范围本规则适用于太阳能光伏组件用减反射膜玻璃的产品质量认证。
2.认证模式申请人可在下列认证模式中任选一种进行认证:认证模式1:产品型式试验;认证模式2:产品型式试验+初始工厂审查+获证后监督。
3.认证实施基本要求认证实施的基本环节包括认证申请、初始工厂检查、产品型式试验、认证结果评价与批准、获证后监督。
3.1认证申请3.1.1单元划分原则认证单元的划分原则是根据产品的公称厚度、基片玻璃种类、工艺方式和工艺顺序进行划分。
同一制造商、不同生产场地的相同产品应划分为不同的申请单元。
1)公称厚度:a.公称厚度D≤4mmb.4mm<公称厚度D≤6mm2)基片玻璃种类:a.压延玻璃b.浮法玻璃3)工艺方式:a.辊涂法b.喷涂法4)工艺顺序:a.镀膜后钢化b.钢化后镀膜3.1.2 申请认证提交资料3.1.2.1申请资料认证委托人(申请人)应向 CTC 提交认证委托申请,申请材料应包括:1)认证申请书;2)认证委托人(申请人)、制造商和生产厂的营业执照(复印件)、组织机构代码证(如有、复印件);3)满足产品认证工厂质量保证能力要求的现行有效的质量文件(如质量手册有效版本、程序文件清单);4)主要检测设备计量检定或测试证书;5)认证协议书(一式两份);6)如已获GB/T19001质量管理体系认证,应提供体系认证证书(复印件);7)当申请人是销售商、进口商与生产企业不一致时,应提交销售商和生产企业或进口商和生产企业的相关合同副本;8)申请人委托他人申请认证时,应同时提交委托书、委托合同的副本;9)其他需要的文件。
编号:CGC-R47005:2012/A太阳能光伏产品认证实施规则地面用晶体硅光伏组件本资料版权为北京鉴衡认证中心所有,且受版权法和国际公约保护。
如未获得本中心许可,任何单位和个人不得以任何形式或任何方法复制本资料及其任何部分用于任何目的。
鉴衡认证中心保留依法追究侵权责任的权利。
北京鉴衡认证中心2013年11月01日目录1. 适用范围 22. 认证模式 23. 认证的基本环节 24. 认证实施 24.1 认证申请 24.2 型式试验 34.3 初始工厂检查 34.4 认证结果评价与批准 44.5 获证后的监督 55. 认证证书 65.1 认证证书的保持 65.2 认证证书覆盖产品的扩展 75.3 认证范围的扩大 75.4 认证范围的缩小 75.5 认证证书的暂停、注销和撤销 76. 认证标志 86.1 准许使用的标志样式 86.2 变形认证标志的使用86.3 加施方式86.4 加施位置97. 认证收费9附件1:地面用晶体硅光伏组件产品认证申请需提交的文件资料10附件2:产品变更检测项目和要求(依据IEC 61215:2005)15附件3:产品变更检测项目和要求(依据IEC 61730:2004)18附件4:产品认证工厂质量保证能力要求21附件5:晶体硅光伏组件产品工厂质量控制检测要求241. 适用范围本认证实施规则适用于GB/T 4797.1中所定义的一般室外气候条件下,长期使用的地面用晶体硅光伏组件。
2. 认证模式型式试验 + 初始工厂检查 + 获证后监督。
3. 认证的基本环节认证的申请文件检查型式试验初始工厂检查认证结果评价与批准获证后监督4. 认证实施4.1 认证申请4.1.1 申请认证产品的基本要求申请认证产品所用的关键元器件或部件都应是安全、可靠的。
申请认证的企业应具备完善的质量管理体系,并配备所需的生产设备、检验设备和型式试验设备。
4.1.2 申请单元划分4.1.2.1 原则上,同一个申请单元的产品应具有相同规格的关键元器件、部件和生产工艺(包括电池片生产工艺)。
关于太阳能电池减反射膜的研究报告作者:杨嘉贺(江西南昌理工学院南昌 330044)【摘要】在太阳电池表面形成一层减反射薄膜是提高太阳电池的光电转换效率比较可行且降低成本的方法。
应用PECVD(等离子体增强化学气相沉积)系统,采用SiH4和NH3气源以制备氮化硅薄膜。
研究探索了PECVD生长氮化硅薄膜的基本物化性质以及在沉积过程中反应压强、反应温度、硅烷氨气流量比和微波功率对薄膜性质的影响。
通过大量实验,分析了氮化硅薄膜的相对最佳沉积参数,并得出制作战反射膜的优化工艺。
【关键词】太阳电池;PECVD减反射;氮化硅薄膜一、引言太阳能光伏技术是将太阳能转化为电力的技术,其核心是半导体物质的光电效应。
最常用的半导体材料是硅。
光伏电池由P型和N型半导体构成,一个为正极,一个为负极。
阳光照射在半导体上时,两极交界处产生电流,阳光强度越大,电流就越强。
太阳能光伏系统不仅只在强烈阳光下运作,在阴天也能发电。
晶体硅是当前太阳能光伏电池的主流。
目前晶体硅电池光电转换效率可以达到20%,并已实现大规模生产。
除效率外,光伏电池的厚度也很重要。
薄的硅片(wafer)意味着较少的硅材料消耗,从而可降低成本。
在查阅了大量国内外相关文献,并结合我国对晶体硅太阳电池技术开发的迫切需要,在制备太阳电池减反射膜(氮化硅薄膜)的工艺中,对气体流量比、微波功率、沉积压强和温度对减反射膜性质的影响进行了研究,通过大量有效的工作及一系列工艺数据,得出了制作减反射膜,分析了氮化硅薄膜的相对最佳沉积参数和优化工艺。
二、减反射膜(增透膜)工作原理2.1基本概念:在了解减反射薄膜原理之前,要先了解几个简单的概念:第一,光在两种媒质界面上的振幅反射系数为(1-ρ)/(1+ρ),其中ρ为界面处两折射率之比。
第二,若反射光存在于折射率比相邻媒质更低的媒质内,则相移为180°;若该媒质的折射率高于相邻媒质的折射率,则相移为零。
第三,光因受薄膜上下两个表面的反射而分成2个分量,这2个分量将按如下方式重新合并,即当它们的相对相移为180°时,合振幅便是2个分量振幅之差;称为两光束发生相消干涉。
光伏组件原材料钢化玻璃质量检验标准一、适用范围:本标准规定了晶体硅太阳电池组件用钢化玻璃的检验要求。
二、内容:1. 检验要求1.1.尺寸类技术要求1)长度尺寸要求:长宽尺寸在0-2500mm范围内尺寸公差要求为0~(-1)mm,此公差要求也适用于圆形钢化玻璃。
2)对角线尺寸要求:对角线尺寸要求在0-1000mm范围内尺寸公差要求为0~(-1)mm,对角线尺寸在1000mm-3000mm范围内尺寸公差要求为1~(-1)mm。
3)厚度尺寸要求:厚度为3-3.5mm的尺寸允许偏差为±0.2mm,同一片玻璃厚薄差为0.2 mm。
1.2. 外观检验要求条件:温度:23℃(+5,-5)相对湿度:60%(+15%,-10%)距离:人眼与产品表面的距离为300—350mm。
或灯光垂直产品距离1米,使用40W日光灯时间:检测量面和其它不超过8s;每件检查总时间不超过30s(除首件)。
位置:检视面与桌面成45°;上下左右转动15°照明:100W冷白荧光灯,距离产品表面500-- 550mm(照度达500~550Lux)。
1.3.外观类技术要求1)爆边要求:每片玻璃每米边长上允许长度不超过3mm,自玻璃边部向玻璃板表面延伸深度不超过1mm,自板面向玻璃厚度延伸深度不超过厚度四分之一的爆边。
2)划伤要求:宽度在0.1mm以下的轻微划伤,每平方米面积内允许存在长度小于50mm 的2条;宽度在0.1mm以上0.5mm以下的长度小于50mm的允许1条。
3)结石、裂纹、缺角、夹钳印要求结石、裂纹、缺角、夹钳印要求均不允许存在。
4)钢化玻璃气泡分圆形和长形。
径的圆面积内不超过20个。
若同时产生两种形式的气泡,则两种气泡数量之和不超过该气泡的单个的数量。
表中S以平方米为单位的玻璃面积,保留两位小数点,气泡的个数为允许范围内各系数与S相乘所得的数值,按照进“1”法修整。
夹杂物之间的间距大于300mm,夹杂物不允许为黑色。
编号:CGC-R47002:2005太阳能光伏产品认证实施规则地面用晶体硅光伏组件北京鉴衡认证中心2007年4月1日目录1.适用范围 (2)2.定义 (2)3.认证模式 (2)4.认证的基本环节 (2)5.认证实施 (3)5.1认证申请 (3)5.2型式试验 (3)5.3初始工厂审查 (4)5.4认证结果评价与批准 (5)5.5获证后的监督 (5)6.认证证书 (6)6.1 认证证书的保持 (6)6.2认证证书覆盖产品的扩展 (7)6.3认证范围的扩大 (7)6.4认证范围的缩小 (7)6.5认证证书的暂停、注销和撤销 (7)7.认证标志 (8)7.1 准许使用的标志样式 (8)7.2变形认证标志的使用 (8)7.3 加施方式 (8)7.4 加施位置 (8)8.认证收费 (8)附件1 地面用晶体硅光伏组件产品认证申请需提交的文件资料 (9)附件2 差异性检测项目和要求 (13)附件3 产品认证工厂质量保证能力要求 (15)附件4 晶体硅光伏组件产品工厂质量控制检测要求 (18)1.适用范围本认证实施规则适用于国家标准GB/T9535-1998中规定的一般室外气候条件下,长期使用的地面用晶体硅光伏组件产品。
2.定义2.1设计:晶体硅光伏组件的设计图纸,包括:光伏组件中太阳电池连接方式的设计,光伏组件的结构设计以及光伏组件的外形尺寸、边框连接结构的设计等技术参数。
2.2材料:组成光伏组件的基本原材料,包括:晶体硅电池片、互连条、EVA、基底材料、框架和接线盒等。
2.3元件:晶体硅光伏组件选用的二极管元件等。
2.4工艺:晶体硅光伏组件和电池片生产的工艺流程。
2.5标志:组件上的标志要抵抗十年以上的自然环境的侵害,其与电池板的结合应该是永久性的,标志上的字迹必须是清晰的且无法擦拭的。
每一个标志都至少应包含以下内容:z制造厂的名称,地址,标识或符号;z产品型号和产品序号;z生产日期(或从产品序号查到)z单体电池类型(单晶、多晶或其它)z在AM1.5,1000W/m2的辐照度,25℃的电池温度下的电性能:峰值功率(P max)、峰值电压(V mp)、峰值电流(I mp)、短路电流(I sc)、开路电压(V oc)、最大系统电压(V smax)z引线端或引线的极性。
太阳能产品认证规则CQC33-371321-2013太阳能光伏组件用减反射膜玻璃认证规则Solar Product Certification Rules forAnti-reflective Coated Glass for Photovoltaic Modules2013年8月7日发布2013年8月7日实施中国质量认证中心前言本规则由中国质量认证中心制定、发布,版权归中国质量认证中心所有,任何组织及个人未经中国质量认证中心许可,不得以任何形式全部或部分使用。
制定单位:中国质量认证中心参与起草单位:国家太阳能光伏产品质量监督检验中心主要起草人:林志强朱晓岗莫娇吴建国鲍军许丰王顺权1.适用范围本规则适用于太阳能光伏组件用减反射膜玻璃。
2. 认证模式太阳能电池用减反射膜玻璃产品的认证模式为:型式试验+初始工厂检查+获证后的跟踪检查认证的基本环节包括:a. 认证的申请b. 型式试验c. 初始工厂检查d. 认证结果评价与批准e. 获证后的跟踪检查根据产品的组织生产方式和产品特点的不同,具体实施中可采用差异化的生产一致性检查和获证后跟踪检查。
3.认证申请3.1认证单元划分认证单元的划分原则是根据产品的公称厚度范围、基片玻璃的种类、工艺方式、工艺顺序进行划分,同一制造商,不同生产场地生产的相同产品视为不同单元。
1)厚度范围:A,公称厚度D≤4mmB、4mm<公称厚度D≤6mm2)基片玻璃种类:a.压延玻璃b.浮法玻璃3)工艺方式:a.辊涂法b.喷涂法4)工艺顺序:a.镀膜后钢化b.钢化后镀膜3.2申请认证提交资料认证委托人(申请人)应当向认证机构提供下述相关技术材料3.2.1申请资料a.正式申请书b.工厂检查调查表(首次申请时)3.2.2证明资料a.认证委托人(申请人)、制造商、生产厂的注册证明如营业执照、组织机构代码,及其对上述文件真实性的的声明(首次申请时)b.当申请人、制造商和/或生产厂有任一相关方不相同时,应提供各相关方之间的协议或合同,协议(或合同)应至少包括各方在产品质量上的权利和义务c.申请人为销售者、进口商时,还须提交销售者和生产者、进口商和生产者订立的相关合同副本d.代理人的授权委托书(如有)e.生产许可证和/或环评证书(如有)f.有效的监督检查报告或工厂检查报告(如有)g.其他需要的文件3.2.3提供与产品有关的资料(技术文件)a.产品描述,要求见附件14.型式试验4.1依据标准JC/T2170-2013太阳能光伏组件用减反射膜玻璃4.2 检测项目及样品检测项目及样品尺寸和数量见附件2,申请人应保证其提供的样品与实际生产的产品一致。
4.3检测时限样品检测通常应在收到样品之日起60个工作日内完成(因检测项目不合格,企业进行整改和重新试验的时间不计算在内)。
4.4 试验报告检测机构应按CQC规定格式出具试验报告。
认证批准后,检测机构负责给申请人寄送一份试验报告。
4.5 关键原材料要求镀膜玻璃的镀膜液为关键原材料,为确保获证产品的一致性,镀膜液的规格型号、生产者(制造商)、生产企业(生产厂)发生变更时,持证人应及时提出变更申请,必要时,应送样进行试验或提供书面资料确认,经CQC批准后方可在获证产品中使用。
(更换关键原材料镀膜液,做差异试验,试验项目为除碎片状态、霰弹袋冲击、抗冲击性以外标准其他项目)5. 初始工厂检查工厂检查的内容为工厂质量保证能力和产品一致性检查。
5.1 工厂质量保证能力检查按CQC/F001-2009《CQC标志认证工厂质量保证能力要求》和附件3《太阳能电池用减反射膜玻璃认证工厂质量控制检验要求》进行检查。
5.2 产品一致性检查生产现场对申请认证的产品进行一致性检查,重点核查以下内容:a)申请认证产品的标识及结构设计应与产品描述及实验报告中一致;b)申请认证产品的零部件/材料应与产品描述及实验报告中一致;c)认证产品的现场指定试验(有效透射比、碎片状态各1片)。
5.3 工厂检查时间一般情况下,在产品检验合格后,再进行初始工厂检查。
根据需要,产品检验和工厂检查也可以同时进行。
初始工厂检查人日数根据申请认证产品的工厂生产规模来确定,详见表1。
表1 初始工厂检查/监督检查人·日数6.认证结果评价与批准6.1认证结果评价与批准CQC 组织对产品检验、工厂检查结果进行综合评价。
评价合格后,向申请人颁发产品认证证书(每一个申请认证单元颁发一个证书)。
6.2 认证时限认证时限是指自受理认证申请到颁发认证证书所需要的工作日,包括型式试验时间、工厂检查及提交检查报告时间、认证结果评价与批准时间以及证书制作时间。
型式试验时间见4.3。
工厂检查后提交报告时间为5个工作日,以检查员完成现场检查及验证整改有效(完成现场验证或收到递交的有效的不符合项纠正措施报告)之日起计算。
认证结果评价与批准时间以及证书制作时间一般不超过5个工作日。
6.3认证终止当产品检验不合格、工厂检查不通过或整改不通过,CQC 做出不合格决定,终止认证。
终止认证后如要继续申请认证,重新申请认证。
7.获证后的跟踪检查(监督检查)获证后监督包括工厂质量保证能力的监督检查+获证产品的监督抽样+获证产品一致性检查。
7.1监督检查时间7.1.1监督检查频次一般情况下,初始工厂检查结束后12个月内应安排年度监督,每次年度监督检查间隔不超过12个月。
认证机构可根据产品生产的实际情况,按年度调整监督检查的时机。
若发生下述情况之一可增加监督频次:1)获证产品出现严重质量问题或用户提出严重投诉并经查实为持证人责任的;2)CQC有足够理由对获证产品与认证依据标准的符合性提出质疑时;3)有足够信息表明生产者(制造商)、生产企业(生产厂)由于变更组织机构、生产条件、质量管理体系等而可能影响产品符合性或一致性时。
7.1.2监督检查人日数见表1。
7.2监督检查的内容CQC根据CQC/F001-2009《CQC标志认证工厂质量保证能力要求》,对工厂进行监督检查。
采购和进货检验,生产过程控制和过程检验,例行检验和确认检验,认证产品的一致性,CQC标志和认证证书的使用情况及前次工厂检查和试验不符合项的整改情况,是每次监督检查的必查项目。
其他项目可以选查,每3年内应覆盖《CQC标志认证工厂质量保证能力要求》的全部内容。
7.3监督抽样检测抽样检测的样品应在工厂生产线上按与认证单元一致的工艺和材料制作试样,试样规格,抽样数量及检测项目和要求见表2。
如果检测结果不符合标准要求,则监督抽样检测不合格。
7.4评价认证机构组织对监督检查和监督抽样检测结果进行综合评价,评价合格的,认证证书持续有效。
当监督检查不通过或监督抽样检测不合格时,则判定年度跟踪检查不通过,认证机构将暂停其证书;监督检查时发现的不符合项应在规定的时间内进行整改。
逾期也将暂停证书。
8.认证产品的变更8.1 变更的申请获证后如果在产品原理、结构设计、生产工艺没有发生变动的前提下,获证产品的品牌、名称、型号变更,或在证书中增加型号(获证认证单元内型号),或申请人、制造商、生产厂更名或地址更名时,获证产品的关键原材料/部件发生变更时,或CQC规定的其他事项发生变更时,证书持有者应向CQC 提出变更申请。
8.2 变更评价和批准CQC根据变更的内容和提供的资料进行评价,确定是否可以变更。
如需安排试验和/或工厂检查,则试验合格和/或工厂检查通过后方能进行变更。
原则上,应以最初进行产品型式试验的认证产品为变更评价的基础。
试验和工厂检查按CQC相关规定执行。
对符合要求的,批准变更。
换发新证书的,新证书的编号、批准日期保持不变,并注明换证日期。
8.3认证证书的暂停、恢复、注销和撤销证书的使用应符合认证机构有关证书管理规定的要求。
当证书持有者违反认证有关规定或认证产品达不到认证要求时,认证机构按有关规定对认证证书做出相应的暂停、撤消和注销的处理,并将处理结果进行公告。
证书持有者可以向认证机构申请暂停、注销其持有的认证证书。
证书暂停期间,证书持有者如果需要恢复认证证书,应在规定的暂停期限内向认证机构提出恢复申请,认证机构按有关规定进行恢复处理。
否则,认证机构将撤消或注销被暂停的认证证书。
9. 认证标志的使用9.1准许使用的标志样式获证产品允许使用如下认证标志:不允许使用变形标志。
9.2认证标志的加施如果加施标志,证书持有者应按《CQC标志管理办法》的规定使用认证标志。
可以在产品本体、铭牌或说明书、包装上加施认证标志。
10.收费认证费用按CQC有关规定收取。
附件1:太阳能光伏组件用减反射膜玻璃产品描述申请人名称:申请编号:1、产品基本参数:2材料名称型号制造商镀膜液附件2:检验所需样品数量及检测项目附件3《太阳能光伏组件用减反射膜玻璃认证工厂质量控制检验要求》注1.例行检验是在生产的最终阶段对生产线上的产品进行的100%检验,通常检验后,除包装和加贴标签外,不再进一步加工。
注2.确认检验是为验证产品持续符合标准要求进行的抽样检验。
当产品的设计、工艺、材料等发生变化时应进行确认检验;确认检验至少1次/年。
工厂应具备日常完成申请认证产品确认检验的设备能力。