铝合金交流A-TIG焊中活性剂和焊接参数对焊缝熔深的影响
- 格式:pdf
- 大小:162.06 KB
- 文档页数:4
A-TIG焊接法在薄壁管道焊接中的应用摘要:本文简述了活性焊接法(A-TIG)的特点,并和常见焊接方法的优缺点做了比较。
在此基础上,分析了在熔池中加入活性剂后熔池中物理化学变化原理。
最后以304钢薄壁管道的焊接为例,制定其焊接方案,并对焊接结果进行了分析和经验总结。
关键词:A-TIG焊接法薄壁管道分析总结1 概述在传统焊接方法中对于厚度大于2毫米的管道焊接时一般都需要开坡口,当焊接环形接头时,在焊缝处容易产生焊接缺陷。
对于要求比较特殊的管道,采用传统的焊接方法通常都有很高的返焊率。
因此管道的环形焊缝工艺是焊接技术中的重要问题也是难题。
活性焊接技术(A-TIG)是一种源自乌克兰的焊接工艺,能够大幅度的提高焊缝熔深,提高了焊接效率,能够适应多种焊接场合。
活性焊接技术的关键是在焊接板材表面涂抹表面活性剂,起到增加焊接熔深的作用(焊接熔深可为普通TIG焊接熔深的2倍以上),其他的操作和传统的TIG焊接相同,活性焊接法可达到单面焊接双面成型的效果。
活性焊接法的这一优势在管道焊接中具有重要意义,是解决重要管道焊接的关键技术。
国内对活性焊接法的研究起步在20世纪90年代末期,目前为止已经成功的研制出了可用于不锈钢和碳钢的焊接活性剂。
实践表明采用活性焊接法不仅能够大幅度的降低焊接成本,同时还能减少焊接时间,因此具有明显的技术优势。
在当前的活性焊接法研究中,薄板材料的快速焊接技术是重要的研究领域,其成果可用于圆形薄壁管道的焊接以及其他的特殊外形的薄壁构件焊接,而薄壁管道的焊接恰好是传统焊接方法很难解决的问题。
2 其他管道焊接方法的优缺点分析在传统的焊接技术中,依据管道壁厚度和焊接质量要求的不同,采用的方法可为手工钨极氩弧焊、MAG焊、全位置热丝TIG焊或是等离子弧焊等焊接工艺等。
其中手工钨极氩弧焊的焊接成本最低,但在管道厚度较大(>3mm)时,在焊接前需要对管道做60°的对称的坡口,且不能留钝边。
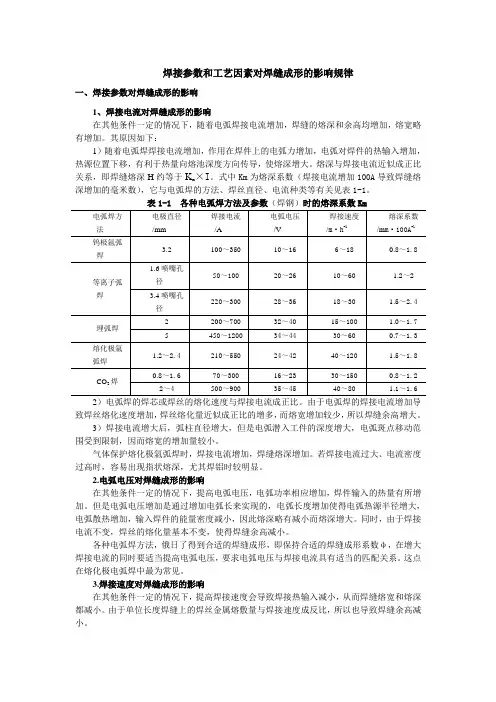
焊接参数和工艺因素对焊缝成形的影响规律一、焊接参数对焊缝成形的影响1、焊接电流对焊缝成形的影响在其他条件一定的情况下,随着电弧焊接电流增加,焊缝的熔深和余高均增加,熔宽略有增加。
其原因如下:1)随着电弧焊焊接电流增加,作用在焊件上的电弧力增加,电弧对焊件的热输入增加,热源位置下移,有利于热量向熔池深度方向传导,使熔深增大。
熔深与焊接电流近似成正比关系,即焊缝熔深H约等于K m×I。
式中Km为熔深系数(焊接电流增加100A导致焊缝熔深增加的毫米数),它与电弧焊的方法、焊丝直径、电流种类等有关见表1-1。
2)电弧焊的焊芯或焊丝的熔化速度与焊接电流成正比。
由于电弧焊的焊接电流增加导致焊丝熔化速度增加,焊丝熔化量近似成正比的增多,而熔宽增加较少,所以焊缝余高增大。
3)焊接电流增大后,弧柱直径增大,但是电弧潜入工件的深度增大,电弧斑点移动范围受到限制,因而熔宽的增加量较小。
气体保护熔化极氩弧焊时,焊接电流增加,焊缝熔深增加。
若焊接电流过大、电流密度过高时,容易出现指状熔深,尤其焊铝时较明显。
2.电弧电压对焊缝成形的影响在其他条件一定的情况下,提高电弧电压,电弧功率相应增加,焊件输入的热量有所增加。
但是电弧电压增加是通过增加电弧长来实现的,电弧长度增加使得电弧热源半径增大,电弧散热增加,输入焊件的能量密度减小,因此熔深略有减小而熔深增大。
同时,由于焊接电流不变,焊丝的熔化量基本不变,使得焊缝余高减小。
各种电弧焊方法,俄日了得到合适的焊缝成形,即保持合适的焊缝成形系数φ,在增大焊接电流的同时要适当提高电弧电压,要求电弧电压与焊接电流具有适当的匹配关系。
这点在熔化极电弧焊中最为常见。
3.焊接速度对焊缝成形的影响在其他条件一定的情况下,提高焊接速度会导致焊接热输入减小,从而焊缝熔宽和熔深都减小。
由于单位长度焊缝上的焊丝金属熔敷量与焊接速度成反比,所以也导致焊缝余高减小。
焊接速度是评价焊接生产率的一项重要指标,为了提高焊接生产率,应该提高焊接速度。

124研究与探索Research and Exploration ·工艺流程与应用中国设备工程 2023.11 (上)1 实验过程选用的焊丝信息如下:牌号:ESAB OK 69;型号:AWS A5.28M/ASME SFA-5.28:ER100S-GEN ISO 16834-A G Mn3Ni1CrMo;焊丝化学成分详见表1;焊丝机械性能详见表2;母材S700MC(EN10149)化学成分详见表3;保护气体:80%Ar+20% CO 2,保护气体流量:25L/min;机器人使用:Motoman NX100,Motoman 焊接机器人是世界先进的焊接机器人,本实验使用的型号为:NX100,图1为Motoman 焊接机器人待机时的整体图片,图2是Motoman 焊机机器人的铭牌,详细说明了工作时的参数;电源使用:TransPlus Synergic 5000。
浅谈焊接机器人使用MAG 焊接不同工艺参数对焊缝熔深的影响吕忙忙,纪晓琦(科乐收农业机械(山东)有限责任公司,山东 高密 261500)摘要:随着我国工业化的进程,近年来,我国的自动化技术越来越成熟,而焊接机器人是工业自动化应用很广泛的领域,焊接机器人的广泛使用代替了部分传统手工焊,但焊接机器人与手工焊接的工艺参数存在一定的差别,不同的机器人焊接参数和焊枪姿态对于焊缝有着不同的影响。
机器人的焊接工艺目前并没有形成标准统一的焊接工艺数据库,从而在生产实践活动中,需要工艺人员对机器人进行多次重复的焊接实验,获得合适的焊接参数,才能完成高质量的焊缝。
本文主要讨论电流、电压和焊接角度对焊缝熔深的影响,所以焊接速度等焊接参数控制不变。
关键词:焊接电流;焊接电压;焊枪角度;焊缝熔深中图分类号:TG457.11;TD528.32 文献标识码:A 文章编号:1671-0711(2023)11(上)-0124-03本实验选用的焊材为ESAB 品牌的焊丝,其化学成分如表1所示,符合EN ISO 16834-A 标准要求,其机械性能如表2所示。

管道A-TIG自动焊焊接工艺研究蒋冬冬;路书永【摘要】本文研究了核电管道安装焊接过程中在母材上涂覆一层活性剂后进行焊接,对于不锈钢和碳钢两种材料,采用不同的坡口形式进行试验研究,结果表明,通过涂覆焊接活性剂,能够提高焊接效率,焊缝性能满足要求。
【期刊名称】《金属加工:热加工》【年(卷),期】2015(000)010【总页数】5页(P54-57,58)【作者】蒋冬冬;路书永【作者单位】中国核工业华兴建设有限公司;中国核工业华兴建设有限公司【正文语种】中文随着公司项目的增加,优秀焊工缺口越发明显,提升管道自动焊的能力和技术成为一个趋势。
A—TIG焊接法是指在材料表面涂上一层很薄的活性剂,达到改善熔深的方法。
与普通TIG焊相比具有焊接熔深大,生产率高;对材料的微量元素波动不敏感;成本低,易实现自动化、变形小等优点。
将A-TIG应用到管道自动焊技术上,显著提升公司安装焊接技术水平。
A—TIG焊接法是指在施焊板材的表面涂上一层很薄的表面活性剂,从而大大改善焊接熔深的方法。
利用这种方法,可使焊接熔深达到传统TIG 焊的2~3 倍。
表面活性剂是通过改变熔池表面张力温度梯度,从而改变了熔池内液态金属流动方向,即由传统TIG焊时的从熔池中心向熔池边缘流动变为从熔池边缘向熔池中心流动,使得焊接熔深显著增加。
同时表面活性剂还使得电弧明显收缩,导电面积减小,电流密度增大,同时也使电弧力增大,最终导致焊接熔深增大。
兰州南特工大焊接科技有限公司所开发的不锈钢用A-TIG焊活性剂产品已经先后获得了中国国家发明专利。
对于一定厚度的不锈钢对接焊缝,可以不开坡口,不填丝,一次焊接完成,可轻松实现单面焊双面成形,且焊缝组织和成分与传统TIG焊相同,焊缝综合性能满足相关标准要求。
使用方法如下:第一,将固体粉末A—TIG焊活性剂按(20~30)mL/10g的工业丙酮进行配比,均匀混合。
第二,待焊工件表面去油、去污并打磨出金属光泽。
第三,用干燥,清洁的刷子沾取活性剂,均匀涂敷在待焊工件表面,以覆盖金属光泽为宜,涂层宽度为10~20mm。