聚合物成型加工-分9第8周-打印版_995106176
- 格式:pdf
- 大小:5.06 MB
- 文档页数:86
12015/20161 聚合物成型加工原理高分子科学与工程学院 2015级材料工程硕士班(答案写在答题纸上,写在试题纸上无效)一、在聚合物成型加工过程中,使聚合物产生流动变形和固化定型是两个非常关键的步骤。
根据所学知识分析,如何实现聚合物流动变形和固化定型?(8分)二、请写出下列制品或半成品的主要成型加工方法(10分)1、胎面胶2、冰箱塑料内胆3、全钢子午线轮胎胎体帘布4、聚酯纤维5、医用乳胶手套6、塑料瓶7、电缆8、塑料盆 9、0°带束层 10、NBR 耐油O 型圈三、请画出线型无定型聚合物的温度-形变曲线图,标出各阶段聚集态的名称,简述各聚集态的特点及对应的成型加工方法。
(15分)四、聚合物在加工过程中主要表现出假塑性的流变行为。
请问影响聚合物熔体黏度的因素有哪些?各是如何影响的?(10分)五、结晶型聚合物成型加工的工艺条件对结晶过程有重要影响,请简述加工过程中影响结晶的因素有哪些?各是如何影响的?(10分)六、橡胶制品在成型加工过程中对炭黑的分散性要求很高,请分析影响炭黑在胶料中分散性的因素,并列出五种改善炭黑在胶料中分散性的方法。
(12分)七、混炼胶的门尼黏度是橡胶成型加工过程中需要严格控制的参数。
某轮胎厂对子午线轮胎的带束层胶料门尼黏度进行了监控,发现最近一周内胶料的门尼黏度偏低,在标准的下线附近波动,请帮助分析可能的原因。
(5分)八、对全钢子午线轮胎带束层或胎体胶料来说,喷霜可能会带来胶料与骨架材料粘合不佳甚至脱层问题。
某轮胎厂胎体帘布压延后发现胶料出现了严重的喷霜现象,请结合胎体胶的配方特点分析喷霜可能的原因。
(5分)九、聚合物在成型过程中经常出现取向行为,导致产品性能出现各向异性。
请分析胶片压延过程中产生的压延效应的原因,并提出减轻压延效应的方法。
(10分)十、挤出胀大现象在聚合物挤出成型过程中经常发生,请分析挤出胀大的原因,并从工艺上提出减轻挤出胀大的措施。
(10分)十一、某大型轮胎厂每天会产生较多的压延边角料(含钢丝),为了节约成本,计划对边角料进行回收再利用。
高分子材料加工工艺第一章绪论1.材料的四要素是什么?相互关系如何?答:材料的四要素是:材料的制备(加工)、材料的结构、材料的性能和材料的使用性能。
这四个要素是相互关联、相互制约的,可以认为:1)材料的性质与现象是新材料创造、发展及生产过程中,人们最关注的中心问题。
2)材料的结构与成分决定了它的性质和使用性能,也影响着它的加工性能。
而为了实现某种性质和使用性能,又提出了材料结构与成分的可设计性。
3)材料的结构与成分受材料合成和加工所制约。
4)为完成某一特定的使用目的制造的材料(制品),必须是最经济的,且符合社会的规范和具有可持续发展件。
在材料的制备(加工)方法上,在材料的结构与性能关系的研究上,在材料的使用上,各种材料都是相互借鉴、相互渗透、相互补充的。
2.什么是工程塑料?区分“通用塑料”和“工程塑料”,“热塑性塑料”和“热固性塑料”。
答:按用途和性能分,又可将塑料分为通用塑料和工程塑料。
工程塑料是指拉伸强度大于50MPa,冲击强度大于6kJ/m2,长期耐热温度超过100℃的、刚性好、蠕变小、自润滑、电绝缘、耐腐蚀性优良等的、可替代金属用作结构件的塑料。
但这种分类并不十分严格,随着通用塑料工程化(亦称优质化)技术的进展,通过改性或合金化的通用塑料,已可在某些应用领域替代工程塑料。
热塑性塑料一般是线型高分子,在溶剂可溶,受热软化、熔融、可塑制成一定形状,冷却后固化定型;当再次受热,仍可软化、熔融,反复多次加工。
例如:PE、PP、PVC、ABS、PMMA、PA、PC、POM、PET、PBT。
热固性塑料一般由线型分子变为体型分子,在溶剂中不能溶解,未成型前受热软化、熔融,可塑制成一定形状,在热或固化剂作用下,一次硬化成型;一当成型后,再次受热不熔融,达到一定温度分解破坏,不能反复加工。
如PF(酚醛树脂)、UF(脲醛树脂)、MF(三聚氰胺甲醛树脂)、EP(环氧树脂)、UP(不饱和树脂)等。
3.与其它材料相比,高分子材料具有那些特征(以塑料为例)?答:与其他材料相比,高分子材料有以下特性(以塑料为例)。
《聚合物成型加工工艺》试题一.概念题。
(共6 题,每题3分,共18 分)1、吹胀比:2、螺杆长径比:3、塑化:4、注射成型:5、挤出胀大:6、固体床:二、选择题,将正确的答案填在空格处。
(共10 题,每题2分,共20 分)1、挤出机的螺杆分为()A加料段、熔融段、均化段 B 加料段、融化段、挤出段C熔融段、均化段、挤出段 D 融化段、熔融段、挤出段2、为提高物料输送能力,常采取的措施不包括()A 冷却螺杆,使螺杆的温度略低于料筒B 提高螺杆的转速C 在料筒内壁开设纵向沟槽D 升高料筒的温度3、注射成型工艺适用于()。
A.只有热塑性塑料B.只有热固性塑料C.主要成型热塑性塑料,某些热固性塑料也可用注射方法成型D.所有塑料都可以4、挤出成型工艺过程与注射成型工艺过程最大的区别是()。
A.挤出成型有牵引装置、冷却装置和切割装置,而注射成型没有B.挤出成型模具不用预热,注射模具要预热C.挤出成型适用于热固性塑料,注射成型工艺适用于热塑性塑料D.挤出成型过程是连续的,注射成型过程是有间隔的5、下列不属于单螺杆挤出机的基本结构的是()A传动部分B加料装置C 切割装置D机头和口模6、螺杆注射机的注射量主要取决于()。
A、注射油缸的油压大小B、模具阻力C、螺杆直径和行程D、螺杆转速7、保压补塑阶段的作用是()。
A.塑件冷却的需要B.注射机的结构决定的C.减少应力集中D.补充型腔中塑料的收缩需要8、结构复杂的热固性塑料制件,固化时间应()A.快些B.关系不大C.不能确定D.不宜过快9、挤出速率是指()。
A.挤出机挤出的塑料质量B.单位时间内挤出机口模挤出的塑料质量或长度C.牵引装置的速度D.切割装置的速度10、口径不大的各种瓶、壶、桶和儿童玩具等选用哪种成型生产方法()A、冷挤压成型法B、中空吹塑法C、注射成型法D、拉伸成型法三.、填空题。
(共13 空,每空2分,共26 分)1、挤出机螺杆的结构形式主要是______________和______________两种。
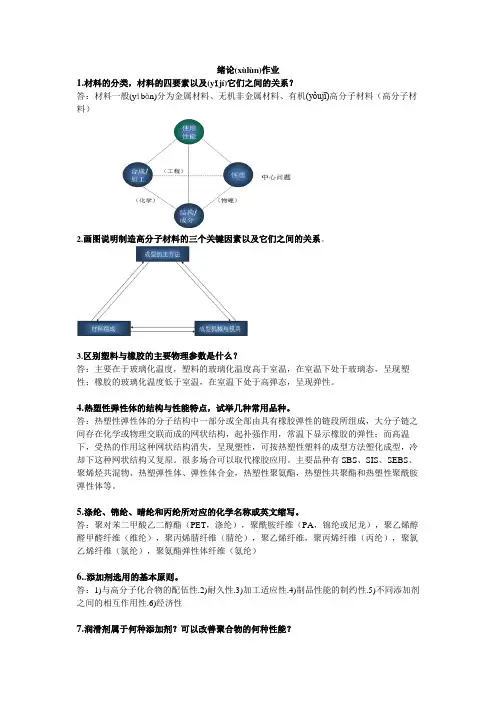
绪论(xùlùn)作业1.材料的分类,材料的四要素以及(yǐjí)它们之间的关系?答:材料一般(yībān)分为金属材料、无机非金属材料、有机(yǒujī)高分子材料(高分子材料)2.画图说明制造高分子材料的三个关键因素以及它们之间的关系。
3.区别塑料与橡胶的主要物理参数是什么?答:主要在于玻璃化温度,塑料的玻璃化温度高于室温,在室温下处于玻璃态,呈现塑性;橡胶的玻璃化温度低于室温,在室温下处于高弹态,呈现弹性。
4.热塑性弹性体的结构与性能特点,试举几种常用品种。
答:热塑性弹性体的分子结构中一部分或全部由具有橡胶弹性的链段所组成,大分子链之间存在化学或物理交联而成的网状结构,起补强作用,常温下显示橡胶的弹性;而高温下,受热的作用这种网状结构消失,呈现塑性,可按热塑性塑料的成型方法塑化成型,冷却下这种网状结构又复原。
很多场合可以取代橡胶应用。
主要品种有SBS、SIS、SEBS、聚烯烃共混物、热塑弹性体、弹性体合金,热塑性聚氨酯,热塑性共聚酯和热塑性聚酰胺弹性体等。
5.涤纶、锦纶、晴纶和丙纶所对应的化学名称或英文缩写。
答:聚对苯二甲酸乙二醇酯(PET,涤纶),聚酰胺纤维(PA,锦纶或尼龙),聚乙烯醇醛甲醛纤维(维纶),聚丙烯腈纤维(腈纶),聚乙烯纤维,聚丙烯纤维(丙纶),聚氯乙烯纤维(氯纶),聚氨酯弹性体纤维(氨纶)6..添加剂选用的基本原则。
答:1)与高分子化合物的配伍性.2)耐久性.3)加工适应性.4)制品性能的制约性.5)不同添加剂之间的相互作用性.6)经济性7.润滑剂属于何种添加剂?可以改善聚合物的何种性能?答:润滑剂属于功能性添加剂的改善表观形成(xíngchéng)的添加剂,主要是降低摩擦副的摩擦阻力、减缓其磨损的润滑介质。
润滑剂对摩擦副还能起冷却、清洗和防止污染(wūrǎn)等作用。
8.高分子材料的制造及成型(chéngxíng)加工流程;高分子化合物的成型加工过程。
聚丙烯(PP)增韧材料制备及其性能测试——对比不同含量的EPDM对PP增韧效果的影响一、实验目的1、了解塑料成型加工常用设备双螺杆挤出机、注塑机的基本结构和工作原理;2、熟悉成型加工步骤及操作,正确选择挤出、注塑工艺条件,了解各参数(温度、压力、时间)对制品性能的影响;3、了解塑料制备常用配方及改性方法,熟悉增韧剂、填充剂等成分对塑料制品性能的影响,熟悉常用改性配方。
二、基本原理1)挤出造粒机理合成出来的树脂大多数呈粉末状,成型加工不方便,而且合成树脂中常需要加入各种助剂才能满足制品的要求。
将树脂与助剂混合塑化后挤出后切细制成颗粒,这步工序称作“造粒”。
树脂中加入功能性助剂可以造功能性母粒,作为塑料成型加工的原料。
塑料造粒可以使用辊压法混炼,塑炼出片后切粒,也可以使用挤出塑炼,塑化挤出后切粒,本实验采用挤出冷却后造粒的工艺。
不论挤出造粒还是挤出制品,都分两个阶段,第一阶段,固体状树脂原料在机筒中,借助于料筒外部的加热和螺杆转动的剪切转动的剪切挤压作用而熔融,同时熔体在压力的推动下被连续挤出口模;第二阶段是被挤出的型材失去塑性变为固体即制品,可以分条状、片状、棒状、筒状等。
因此,应用挤出的方法既可以造粒也能够生产型材或异材。
挤出造粒工艺主要过程:预混、塑化、挤出、冷却成型、切粒图1 挤出造粒工艺过程图2)增塑机理增塑剂是在分子水平上起作用的。
因此,要求聚合物和增塑剂必须能相容。
这也就要求聚合物和增塑剂的结构相似,或者溶解度参数尽可能地相近。
增塑按添加方式分为外增塑剂和内增塑剂,通常使用的增塑剂均为外增塑剂,指在配料过程中加入;而内增塑剂是在树脂合成中,作为共聚单体加进的,以化学键结合到树脂上面。
影响增塑的主要因素有包括色散力、诱导力、取向力的分子间作用力以及氢键作用力。
增塑机理现有三种机理:润滑理论、凝胶理论、自由体积理论。
三、原料及配方表1 试验物料配方组别聚丙烯PP LHPE 总质量/g第一组1000 0 1000第二组950 50 1000第三组850 150 1000五、实验步骤1)配料及混合根据配方组分设置,分别称量3个组分的材料,分别贴上第一组、第二组、第三组以及纯PP的标签。
高分子材料加工工程过去、现在、未来四川大学高分子科学与工程学院1838年,A.Parker制备出了第一种人造塑料——硝酸纤维素,并在1862年伦敦的国际展览会上展出。
当时,人们希望该材料能替代象牙一类的天然材料,被称为Parkesine。
1840年,Goodyear和Hancock针对天然橡胶开发了“硫化”工序,达到消除粘性增加弹性的目的。
通过加入硫磺粉末在橡胶本体中产生了额外的化学键,从而使得天然橡胶性能发生改变。
1851年,硬质橡胶实现商品化。
1870年,纽约的J.Hyatt在高温高压下制备了低硝酸含量的硝酸纤维素,俗称赛璐珞,并申请了专利。
它是第一种具有商业价值的聚合物,也是在1907年Bakeland开发出酚醛塑料前唯一的商品塑料。
而由苯酚和甲醛反应制得酚醛塑料则是最古老的真正意义上的合成聚合物。
高分子的过去、现在和未来在Staudinger的理论出现之前,科学界对橡胶和其他分子量很高的材料的本质认识一直是不清楚的。
对19世纪的大多数研究学者来说,分子量超过10,000g/mol的物质似乎是难以置信的,他们把这类物质同由小分子稳定悬浮液构成的胶体系统混为一谈。
Staudinger否定了这些物质是有机胶体的观点。
他假定那些高分子量的物质,即聚合物,是由共价键形成的真实大分子,并在其大分子理论中阐明了聚合物由长链构成,链中单体(或结构单元)通过共价键彼此连接。
较高的分子量和大分子长链特征决定了聚合物独特的性能。
尽管一开始他的假设并不为大多数科学家所认可,但最终这种解释得到了合理的实验证实,为工业化学家们的工作提供了有力的指导,从而使得聚合物的种类迅猛地增长。
1953年,Staudinger被授予诺贝尔奖。
现在人们都已非常清楚:塑料以及橡胶、纤维素、DNA等很多物质都是大分子。
是钢的体积产量的2~3倍法国西德乐公司的DLC高效成型机正在成型的塑料瓶日精ASB公司的DLC高效成型机塑料管材的智能铺设精确厚度控制多层复合膜吹塑成型高分子材料工程未来发展热点高效化高速化精密化WP 公司的远程控制WP 公司的远程控制36吨/小时产量的设备36吨/小时产量的设备可注射万分之一克的精密注射机可注射万分之一克的精密注射机聚合物加工的概念聚合物加工(Polymer Processing)是将聚合物物料转变为实用制品的各种工艺和工程。